

0-Лаб раб1+Курсовик-2011.ppt
- Количество слайдов: 41
 АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ Кульчицкий Александрович E-mail: doz-ku@rambler. ru
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ Кульчицкий Александрович E-mail: doz-ku@rambler. ru
 Методические указания к курсовому проектированию • Типовая тема: Концептуальное проектирование гибкого автоматизированного участка механической обработки • Цель: получения навыков проектирования автоматизированных механообрабатывающих производств и модернизации существующих в машиностроительной отрасли.
Методические указания к курсовому проектированию • Типовая тема: Концептуальное проектирование гибкого автоматизированного участка механической обработки • Цель: получения навыков проектирования автоматизированных механообрабатывающих производств и модернизации существующих в машиностроительной отрасли.
 Структура пояснительной записки • • ТИТУЛЬНЫЙ ЛИСТ 1. СОДЕРЖАНИЕ. 2. ЗАДАНИЕ 3. ОСНОВНАЯ ЧАСТЬ – 3. 1. Анализ исходных данных – 3. 2. Определение потребности в технологическом оборудовании – 3. 3. Разработка компоновок ГПМ – 3. 4. Разработка структуры ГАУ – 3. 5. Описание функционирования подсистемы …. . – 3. 6. Система управления ГАУ – 3. 7. Алгоритм и циклограмма перемещения элемента материального потока • 4. ИСТОЧНИКИ ЛИТЕРАТУРЫ.
Структура пояснительной записки • • ТИТУЛЬНЫЙ ЛИСТ 1. СОДЕРЖАНИЕ. 2. ЗАДАНИЕ 3. ОСНОВНАЯ ЧАСТЬ – 3. 1. Анализ исходных данных – 3. 2. Определение потребности в технологическом оборудовании – 3. 3. Разработка компоновок ГПМ – 3. 4. Разработка структуры ГАУ – 3. 5. Описание функционирования подсистемы …. . – 3. 6. Система управления ГАУ – 3. 7. Алгоритм и циклограмма перемещения элемента материального потока • 4. ИСТОЧНИКИ ЛИТЕРАТУРЫ.
 Задание 1.
Задание 1.
 № операции Время выполнения, мин 005 2 010 5 015 6 020 3 025 3 030 1 20
№ операции Время выполнения, мин 005 2 010 5 015 6 020 3 025 3 030 1 20
 Задание 2. Производственная программа 19000 шт. 3. Система контроля состояния режущего инструмента 4. Элемент материального потока – деталь
Задание 2. Производственная программа 19000 шт. 3. Система контроля состояния режущего инструмента 4. Элемент материального потока – деталь
 1. Анализ исходных данных • 1. 1. Анализ детали • 1. 2. Анализ технологического процесса изготовления детали • 1. 3. Анализ оборудования, используемого в технологическом процессе – Описание, расчет степени автоматизации и определение пригодности для использования в АТП
1. Анализ исходных данных • 1. 1. Анализ детали • 1. 2. Анализ технологического процесса изготовления детали • 1. 3. Анализ оборудования, используемого в технологическом процессе – Описание, расчет степени автоматизации и определение пригодности для использования в АТП
 2. Определение потребности в технологическом оборудовании • 2. 1. Расчет уровня автоматизации станочной подсистемы после модернизации • 2. 2. Определение количества основного технологического оборудования
2. Определение потребности в технологическом оборудовании • 2. 1. Расчет уровня автоматизации станочной подсистемы после модернизации • 2. 2. Определение количества основного технологического оборудования
 3. Разработка компоновок ГПМ • Определение структуры ГПМ для операций • Рассматривается на П. З. № 1
3. Разработка компоновок ГПМ • Определение структуры ГПМ для операций • Рассматривается на П. З. № 1
 4. Разработка структуры ГАУ • 4. 1. Выбор общей компоновки ГАУ
4. Разработка структуры ГАУ • 4. 1. Выбор общей компоновки ГАУ
 5 4. 2. Компоновка ГАУ Масштаб 0, 5 м 19 15 1 3 1 1 12 11 6 13 5 7 3 7 14 18 2 6 7 4
5 4. 2. Компоновка ГАУ Масштаб 0, 5 м 19 15 1 3 1 1 12 11 6 13 5 7 3 7 14 18 2 6 7 4
 Функционирование подсистемы контроля состояния режущего инструмента • Описать элементы заданной подсистемы, • Описать функционирование заданной подсистемы • Выполнить расчет степени автоматизации подсистемы ГАУ, который производится с учетом особенностей используемого оборудования, разработанной компоновки и организации участка
Функционирование подсистемы контроля состояния режущего инструмента • Описать элементы заданной подсистемы, • Описать функционирование заданной подсистемы • Выполнить расчет степени автоматизации подсистемы ГАУ, который производится с учетом особенностей используемого оборудования, разработанной компоновки и организации участка
 СУ ГПМ СУ РТК ПР") 6. Система управления ГАУ Управляющий вычислительный комплекс (УВК ГАУ) СУ ГПМ СУ РТК ПР МП 20 АСВР 06 АСВР 041 ЧПУ 6 Р 13 Ф 2 Станок 6 Р 13 Ф 2 ПР М 20 П. 40 ЧПУ 16 К 20 Ф 3 ИР 500 Станок 6 Р 13 Ф 2 16 К 20 Ф 3 ПР УВК АСУО УВК АТСС Цепной конвейер ЧПУ 3 Т 160 Ф 2 ИР 500 Станок 3 Т 160 Ф 2 САК СМ 40 Ф 2. 80 ПР СМ 40 Ф 2. 80 Стеллаж Перегружа-тель Перегружатель Штабелер Устройство приема-выдачи Робокар Рольганговый конвейер Рольганговый конвейер
6. Система управления ГАУ Управляющий вычислительный комплекс (УВК ГАУ) СУ ГПМ СУ РТК ПР МП 20 АСВР 06 АСВР 041 ЧПУ 6 Р 13 Ф 2 Станок 6 Р 13 Ф 2 ПР М 20 П. 40 ЧПУ 16 К 20 Ф 3 ИР 500 Станок 6 Р 13 Ф 2 16 К 20 Ф 3 ПР УВК АСУО УВК АТСС Цепной конвейер ЧПУ 3 Т 160 Ф 2 ИР 500 Станок 3 Т 160 Ф 2 САК СМ 40 Ф 2. 80 ПР СМ 40 Ф 2. 80 Стеллаж Перегружа-тель Перегружатель Штабелер Устройство приема-выдачи Робокар Рольганговый конвейер Рольганговый конвейер
 7. Алгоритм действий и циклограмма по перемещению материального потока подсистем ГАУ Практическое занятие № 2
7. Алгоритм действий и циклограмма по перемещению материального потока подсистем ГАУ Практическое занятие № 2
 Циклограмма последовательности работы ГПМ 3
Циклограмма последовательности работы ГПМ 3
 Лабораторное занятие № 1 Расчет уровня автоматизации технологического оборудования • Цель работы • Приобретение навыков для определения функций работы технологического оборудования (ТО). • Изучение работы технологического оборудования. • Определение уровня автоматизации и его пригодности для работы в составе ГПМ.
Лабораторное занятие № 1 Расчет уровня автоматизации технологического оборудования • Цель работы • Приобретение навыков для определения функций работы технологического оборудования (ТО). • Изучение работы технологического оборудования. • Определение уровня автоматизации и его пригодности для работы в составе ГПМ.
 Задание • Сравнить уровень автоматизации токарных станков – 1 К 62 – 16 К 20 – 1 В 340 РФ 3
Задание • Сравнить уровень автоматизации токарных станков – 1 К 62 – 16 К 20 – 1 В 340 РФ 3
 Рассчитать степень автоматизации
Рассчитать степень автоматизации
 • Подготовительные действия – Наладкой станков называют совокупность операций по подготовке станка, включающих в себя настройку, установку и регулирование инструментов, а также иного виды работы нужные для обработки деталей. – Настройкой же называется регулировка параметров станка во время изменений режима работы. – Настройка режимов резания на универсальных станках производится станочником до или во время обработки при этом устанавливая с помощью рукояток глубину резания, ее подачу и частоту вращения шпинделя. • Работа на станке – – Установка снятие заготовок Контроль изделий Контроль инструмента Периодически необходимо делать подналадку (восстановление) настройки, так как постепенно она может частично нарушаться.
• Подготовительные действия – Наладкой станков называют совокупность операций по подготовке станка, включающих в себя настройку, установку и регулирование инструментов, а также иного виды работы нужные для обработки деталей. – Настройкой же называется регулировка параметров станка во время изменений режима работы. – Настройка режимов резания на универсальных станках производится станочником до или во время обработки при этом устанавливая с помощью рукояток глубину резания, ее подачу и частоту вращения шпинделя. • Работа на станке – – Установка снятие заготовок Контроль изделий Контроль инструмента Периодически необходимо делать подналадку (восстановление) настройки, так как постепенно она может частично нарушаться.

 Определение уровня автоматизации Функции 1. …. 4. Установка заготовки 5. Закрепление заготовки 6. Установка инструмента 7. Привязка координаты станка к заготовке 8. Введение коррекции инструмента 16. …. Сумма
Определение уровня автоматизации Функции 1. …. 4. Установка заготовки 5. Закрепление заготовки 6. Установка инструмента 7. Привязка координаты станка к заготовке 8. Введение коррекции инструмента 16. …. Сумма
 Содержание отчета • Краткая характеристика изучаемого оборудования. • Таблица с последовательным выполнением функций на ГПМ. • Описание технических решений соответствующих функциям, выполняемым в автоматизированном и автоматическом режиме. • Расчет уровня автоматизации. • Графики с уровнем автоматизации оборудования.
Содержание отчета • Краткая характеристика изучаемого оборудования. • Таблица с последовательным выполнением функций на ГПМ. • Описание технических решений соответствующих функциям, выполняемым в автоматизированном и автоматическом режиме. • Расчет уровня автоматизации. • Графики с уровнем автоматизации оборудования.
 Описания станков
Описания станков

 Станок 1 К 62 Токарно-винторезный станок 1 К 62 является универсальным станком и предназначен для выполнения разнообразных токарных работ, в том числе для нарезания левых и правых резьб: метрических, дюймовых, модульных, питчевых и архимедовой спирали с шагом 3/8'', 7/16'', 8. 10 и 12 мм.
Станок 1 К 62 Токарно-винторезный станок 1 К 62 является универсальным станком и предназначен для выполнения разнообразных токарных работ, в том числе для нарезания левых и правых резьб: метрических, дюймовых, модульных, питчевых и архимедовой спирали с шагом 3/8'', 7/16'', 8. 10 и 12 мм.
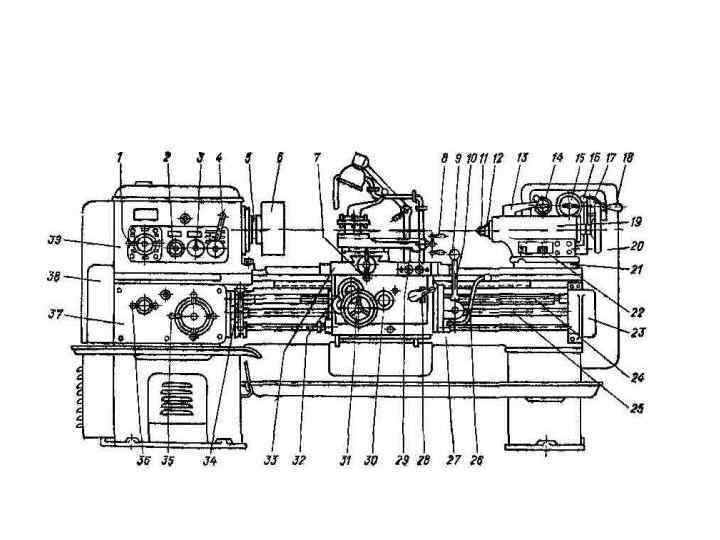
 Технические характеристики токарно-винторезного станка 1 К 62 Наименование параметров Ед. изм. Класс точности Наибольший диаметр обрабатываемой заготовки над станиной мм Наибольший диаметр обрабатываемой заготовки над суппортом мм Наибольшая длина обрабатываемой заготовки мм Наибольшая масса устанавливаемой заготовки - закрепленного в патроне кг - закрепленного в центрах кг Число ступеней частот вращения шпинделя Пределы частот вращения шпинделя 1/мин Пределы рабочих подач - продольных мм/об - поперечных мм/об Габаритные размеры станка Дх. Шх. В Масса станка Мощность электродвигателя привода главного движения Мощность электродвигателя привода быстрых перемещений суппорта Мощность насоса охлаждения кг Величины Н 400 220 1000 300 1300 23 12, 5 — 2000 0, 07 — 4, 16 0, 035 — 2, 08 2812 х1166 х1324 2140 к. Вт 10 к. Вт 0, 75 или 1, 1 к. Вт 0, 12
Технические характеристики токарно-винторезного станка 1 К 62 Наименование параметров Ед. изм. Класс точности Наибольший диаметр обрабатываемой заготовки над станиной мм Наибольший диаметр обрабатываемой заготовки над суппортом мм Наибольшая длина обрабатываемой заготовки мм Наибольшая масса устанавливаемой заготовки - закрепленного в патроне кг - закрепленного в центрах кг Число ступеней частот вращения шпинделя Пределы частот вращения шпинделя 1/мин Пределы рабочих подач - продольных мм/об - поперечных мм/об Габаритные размеры станка Дх. Шх. В Масса станка Мощность электродвигателя привода главного движения Мощность электродвигателя привода быстрых перемещений суппорта Мощность насоса охлаждения кг Величины Н 400 220 1000 300 1300 23 12, 5 — 2000 0, 07 — 4, 16 0, 035 — 2, 08 2812 х1166 х1324 2140 к. Вт 10 к. Вт 0, 75 или 1, 1 к. Вт 0, 12
 Токарно-винторезный станок 16 К 20 Ф 3
Токарно-винторезный станок 16 К 20 Ф 3

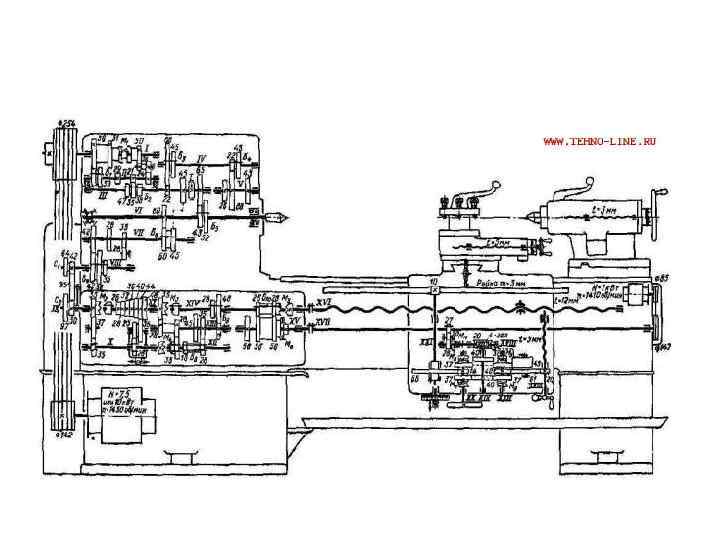
 Кинематическая схема
Кинематическая схема
 Технические характеристики токарно-винторезного станка 16 К 20 Ф 3 Наименование параметров Наибольший диаметр изделия, обрабатываемой над станиной Наибольший диаметр обрабатываемого изделия над суппортом Ед. изм. Величины мм 320 мм 200 Наибольшая длина устанавливаемого изделия в центрах Диаметр цилиндрического отверстия в шпинделе Наибольший ход суппорта поперечный Наибольший ход суппорта продольный Максимальная рекомендуемая скорость рабочей продольной подачи мм мм 905 мм/мин Максимальная рекомендуемая скорость рабочей поперечной подачи Количество управляемых координат Количество одновременно управляемых координат Точность позиционирования Повторяемость Диапазон частот вращения шпинделя Максимальная скорость быстрых продольных перемещений мм/мин Максимальная скорость быстрых поперечных перемещений Количество позиций инструментальной головки Мощность привода главного движения Суммарная потребляемая мощность Габаритные размеры станка Масса станка мм мм 1/об. м/мин к. Вт мм кг 1000 55 210 2000 1000 2 2 0, 01 0, 003 20. . . 2500 15 7, 5 6 11 21, 4 3700 х2260 х1650 4000
Технические характеристики токарно-винторезного станка 16 К 20 Ф 3 Наименование параметров Наибольший диаметр изделия, обрабатываемой над станиной Наибольший диаметр обрабатываемого изделия над суппортом Ед. изм. Величины мм 320 мм 200 Наибольшая длина устанавливаемого изделия в центрах Диаметр цилиндрического отверстия в шпинделе Наибольший ход суппорта поперечный Наибольший ход суппорта продольный Максимальная рекомендуемая скорость рабочей продольной подачи мм мм 905 мм/мин Максимальная рекомендуемая скорость рабочей поперечной подачи Количество управляемых координат Количество одновременно управляемых координат Точность позиционирования Повторяемость Диапазон частот вращения шпинделя Максимальная скорость быстрых продольных перемещений мм/мин Максимальная скорость быстрых поперечных перемещений Количество позиций инструментальной головки Мощность привода главного движения Суммарная потребляемая мощность Габаритные размеры станка Масса станка мм мм 1/об. м/мин к. Вт мм кг 1000 55 210 2000 1000 2 2 0, 01 0, 003 20. . . 2500 15 7, 5 6 11 21, 4 3700 х2260 х1650 4000
 Токарный станок 1 В 340 Ф 30 с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем.
Токарный станок 1 В 340 Ф 30 с вертикальной головкой на крестовом суппорте с ОСУ повышенной точности предназначен для выполнения разнообразных токарных работ в пределах установленной мощности, в основном, при обработке сложных деталей со ступенчатым и криволинейным профилем.
 1 В 340 Ф 30
1 В 340 Ф 30






 Наибольший диаметр заготовки, устанавливаемой, над станиной мм: 400 Наибольший диаметр обрабатываемой заготовки, мм 200 Система ЧПУ НЦ-31; NС-200 Расстояние от торца шпинделя до револьверной головки, мм 226 -530 Наибольшее поперечное перемещение револьверной головки, мм 110 Частота вращения шпинделя, об/мин 10 -2500 Пределы подач револьверного суппорта, мм/мин: • продольного 1 -2500 • поперечного 1 -1250 Высота зажимаемой детали, мм 15 -75 • Мощность электродвигателя, к. Вт 15 • Габаритные размеры, мм: – длина – ширина – высота • Масса, кг. 3 650 3850 1880 1710
Наибольший диаметр заготовки, устанавливаемой, над станиной мм: 400 Наибольший диаметр обрабатываемой заготовки, мм 200 Система ЧПУ НЦ-31; NС-200 Расстояние от торца шпинделя до револьверной головки, мм 226 -530 Наибольшее поперечное перемещение револьверной головки, мм 110 Частота вращения шпинделя, об/мин 10 -2500 Пределы подач револьверного суппорта, мм/мин: • продольного 1 -2500 • поперечного 1 -1250 Высота зажимаемой детали, мм 15 -75 • Мощность электродвигателя, к. Вт 15 • Габаритные размеры, мм: – длина – ширина – высота • Масса, кг. 3 650 3850 1880 1710