

1-з-о_АТПиП_Лек 2-1_2011.ppt
- Количество слайдов: 80
 АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ II семестр Кульчицкий Александрович E-mail: doz-ku@rambler. ru
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ПРОИЗВОДСТВ II семестр Кульчицкий Александрович E-mail: doz-ku@rambler. ru
 Автоматизация информационно – технической подготовки
Автоматизация информационно – технической подготовки
 Основные системы компьютерноинтегрированного производства
Основные системы компьютерноинтегрированного производства
 PPS (Produktions planigs system)") Информационная структура компьютерно – интегрированного производства CAE (Computer Aided Engineering) PPS (Produktions planigs system) CAD (Computer Aided Design) CAPP (Computer Automated Process Planning) CAM (Computer Aided Manufacturing) CAQ (Computer Aided Qulity Control)
Информационная структура компьютерно – интегрированного производства CAE (Computer Aided Engineering) PPS (Produktions planigs system) CAD (Computer Aided Design) CAPP (Computer Automated Process Planning) CAM (Computer Aided Manufacturing) CAQ (Computer Aided Qulity Control)
 Информационная модель проекта • Информационная модель проекта состоит из двух основных частей. – Первая часть представляет собой описание состава, структуры, геометрии и материалов изделия в виде следующих компонентов: • состав изделия – в виде дерева проекта; • структура – в виде сборочных файлов CAD-систем; геометрия – в виде трехмерных моделей и чертежей; материалы – в виде баз данных обозначений и свойств материалов. – Вторая часть представляет собой описание структуры и состава технологических процессов изготовления изделий, а также описание технологических материалов, трудовых ресурсов и производственной среды.
Информационная модель проекта • Информационная модель проекта состоит из двух основных частей. – Первая часть представляет собой описание состава, структуры, геометрии и материалов изделия в виде следующих компонентов: • состав изделия – в виде дерева проекта; • структура – в виде сборочных файлов CAD-систем; геометрия – в виде трехмерных моделей и чертежей; материалы – в виде баз данных обозначений и свойств материалов. – Вторая часть представляет собой описание структуры и состава технологических процессов изготовления изделий, а также описание технологических материалов, трудовых ресурсов и производственной среды.
 Пример информационной модели проекта, разработанного в PDM-системе Smar. Team
Пример информационной модели проекта, разработанного в PDM-системе Smar. Team
 • Электротехнические • Архитектурные") Классификация систем CAD-систем По области применения • Машиностроительные (Mechanical CAD) • Электротехнические • Архитектурные • Оборудование промышленных установок и сооружений. • Геоинформационные. По поддержке трехмерного моделирования: • Двумерные системы; • Трехмерные; По наличию истории построения Ключевое различие CAD технологий с историей построений и без нее состоит в том, как фиксируется и как затем используется design intent - совокупность сведений, образующих замысел конструкции и отражающих намерения проектировщика. Под термином design intent обычно понимается совокупность параметров, ограничений, размеров, взаимосвязей и конструктивных элементов, которые дополняют 3 Dмодель.
Классификация систем CAD-систем По области применения • Машиностроительные (Mechanical CAD) • Электротехнические • Архитектурные • Оборудование промышленных установок и сооружений. • Геоинформационные. По поддержке трехмерного моделирования: • Двумерные системы; • Трехмерные; По наличию истории построения Ключевое различие CAD технологий с историей построений и без нее состоит в том, как фиксируется и как затем используется design intent - совокупность сведений, образующих замысел конструкции и отражающих намерения проектировщика. Под термином design intent обычно понимается совокупность параметров, ограничений, размеров, взаимосвязей и конструктивных элементов, которые дополняют 3 Dмодель.
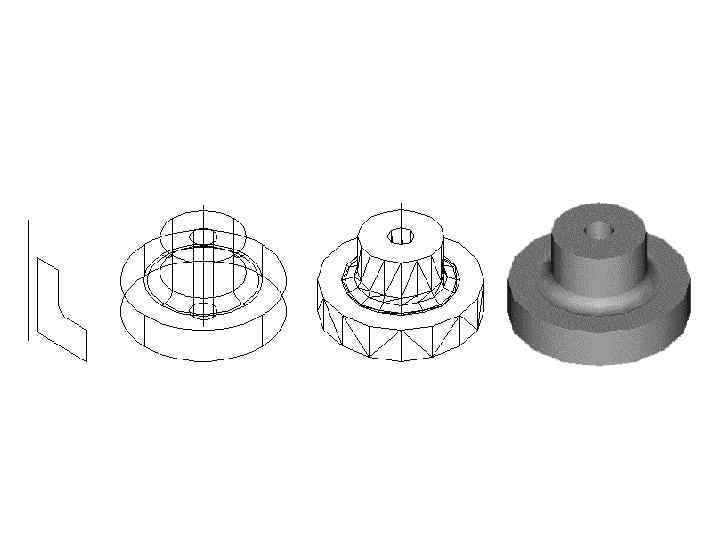
 Этапы создания твердотельной модели • В основе каждого объемного тела лежит плоский профиль , к которому применяется кинематическая операция. Операция выдавливания
Этапы создания твердотельной модели • В основе каждого объемного тела лежит плоский профиль , к которому применяется кинематическая операция. Операция выдавливания
 Операции с твердыми телами Твердые тела объединение отсечение пересечение
Операции с твердыми телами Твердые тела объединение отсечение пересечение
 Cimatron E – подсистемы и специализированные модули 3 D параметрический гибридный моделлер Q-Split Гибридные Сборки Q-Compare Черчение по ЕСКД Q-Electrode Сверление/Фрезерование/ Токарная обработка/ Электроэрозия Mold. Design
Cimatron E – подсистемы и специализированные модули 3 D параметрический гибридный моделлер Q-Split Гибридные Сборки Q-Compare Черчение по ЕСКД Q-Electrode Сверление/Фрезерование/ Токарная обработка/ Электроэрозия Mold. Design
 Проектирование
Проектирование
") Восстановление моделей по данным обмера прототипов Re. Enge. Adv Восстановленная модель (Re. Enge. Adv) Гибридная форма (Cimatron E) Обмер прототипа
Восстановление моделей по данным обмера прототипов Re. Enge. Adv Восстановленная модель (Re. Enge. Adv) Гибридная форма (Cimatron E) Обмер прототипа
 Специальные средства Mold. Design – САПР литьевых форм
Специальные средства Mold. Design – САПР литьевых форм
 Бытовая техника и электроника
Бытовая техника и электроника
 E 8 – Die Application САПР штампов последовательного действия
E 8 – Die Application САПР штампов последовательного действия
 E 8 – Die Application САПР штампов последовательного действия Инструментальные средства Гибка До После
E 8 – Die Application САПР штампов последовательного действия Инструментальные средства Гибка До После
 E 8 – Die Application САПР штампов последовательного действия Инструментальные средства Скручивание До После
E 8 – Die Application САПР штампов последовательного действия Инструментальные средства Скручивание До После
 E 8 – Die Application САПР штампов последовательного действия Инструментальные средства Конечно-элементная сетка Деталь и Заготовка
E 8 – Die Application САПР штампов последовательного действия Инструментальные средства Конечно-элементная сетка Деталь и Заготовка
 E 8 – Die Application САПР штампов последовательного действия Инструментальные средства Конечно-элементный анализ толщин Тенденция к разрыву Тенденция к смятию
E 8 – Die Application САПР штампов последовательного действия Инструментальные средства Конечно-элементный анализ толщин Тенденция к разрыву Тенденция к смятию
 Специальные средства Quick. Electrode – САПР прошивной электроэрозии
Специальные средства Quick. Electrode – САПР прошивной электроэрозии
 Бюро CAD/CAM HSC 3 -5 Хфрезерование Модели Изделия/Оснастки") Изготовление деталей Фрезерование Цех (NC Lite) Бюро CAD/CAM HSC 3 -5 Хфрезерование Модели Изделия/Оснастки Проволочна Прошивная Токарная я электроэроз обработка электроэроз ия ия Токарнофрезерная обработка Quick. Electrode Wire. EDM 2 -4 Х Lathe Mill-Turn УП Станок
Изготовление деталей Фрезерование Цех (NC Lite) Бюро CAD/CAM HSC 3 -5 Хфрезерование Модели Изделия/Оснастки Проволочна Прошивная Токарная я электроэроз обработка электроэроз ия ия Токарнофрезерная обработка Quick. Electrode Wire. EDM 2 -4 Х Lathe Mill-Turn УП Станок
 3 X-обработка колесных дисков 3 X черновая обработка
3 X-обработка колесных дисков 3 X черновая обработка
 3 X-обработка колесных дисков Подбор
3 X-обработка колесных дисков Подбор
 4 X-обработка турбинных лопаток Турбинная лопатка 4 X чистовая обработка 4 X черновая обработка
4 X-обработка турбинных лопаток Турбинная лопатка 4 X чистовая обработка 4 X черновая обработка
 4 X-обработка турбинных лопаток Готовая деталь После черновой обработки
4 X-обработка турбинных лопаток Готовая деталь После черновой обработки
 5 X-обработка ПЕТ-формы ПЕТ-форма для дна бутылки 5 X чистовая обработка 3 X спиральная черновая обработка
5 X-обработка ПЕТ-формы ПЕТ-форма для дна бутылки 5 X чистовая обработка 3 X спиральная черновая обработка
 5 X-обработка ПЕТ-формы ПЕТ-форма для дна бутылки
5 X-обработка ПЕТ-формы ПЕТ-форма для дна бутылки
 Wire. EDM – проволочная электроэрозия Высокая скорость и качество разработки УП Поддержка специфических параметров и стратегий обработки для различных станков Импорт CAD-данных из других систем CAD-среда Специальные CADфункции: зубчатые колеса, текст
Wire. EDM – проволочная электроэрозия Высокая скорость и качество разработки УП Поддержка специфических параметров и стратегий обработки для различных станков Импорт CAD-данных из других систем CAD-среда Специальные CADфункции: зубчатые колеса, текст
 LATHE – токарная обработка Высокая скорость и качество разработки УП Специальные средства для автоматической разработки УП Поддержка станков с противошпинделями Синхронизация обработки несколькими инструментами Импорт CAD-данных из других систем CAD-среда Проектирование режущего инструмента
LATHE – токарная обработка Высокая скорость и качество разработки УП Специальные средства для автоматической разработки УП Поддержка станков с противошпинделями Синхронизация обработки несколькими инструментами Импорт CAD-данных из других систем CAD-среда Проектирование режущего инструмента
 Mill. Turn – токарно-фрезерная обработка Единая среда Произвольная ориентация фрез Специальные средства для автоматической токарной обработки Поддержка станков с противошпинделями Синхронизация обработки несколькими резцами Импорт CAD-данных из других систем CAD-среда Проектирование режущего инструмента
Mill. Turn – токарно-фрезерная обработка Единая среда Произвольная ориентация фрез Специальные средства для автоматической токарной обработки Поддержка станков с противошпинделями Синхронизация обработки несколькими резцами Импорт CAD-данных из других систем CAD-среда Проектирование режущего инструмента
 Решение для операторов ЧПУ NC-Lite Система для цехового программирования 2, 53 -координатной фрезерной обработки Легкая для освоения и использования Полностью совместима с Cimatron E NC Полностью настраиваемая на требования рынка/заказчика Ограниченная CADфункциональность
Решение для операторов ЧПУ NC-Lite Система для цехового программирования 2, 53 -координатной фрезерной обработки Легкая для освоения и использования Полностью совместима с Cimatron E NC Полностью настраиваемая на требования рынка/заказчика Ограниченная CADфункциональность
 Решение для прошивной электроэрозии Electrode Solution Лучшее решение для проектирования и производства электродов! Непревзойденно низкая цена Полностью интегрированный пакет для решения всех задач проектирования, документирования и производства электродов Базовые конфигурации: Electrode Solution (CAD) Electrode Pro Solution (CAD/CAM)
Решение для прошивной электроэрозии Electrode Solution Лучшее решение для проектирования и производства электродов! Непревзойденно низкая цена Полностью интегрированный пакет для решения всех задач проектирования, документирования и производства электродов Базовые конфигурации: Electrode Solution (CAD) Electrode Pro Solution (CAD/CAM)
 Комплексная автоматизация прошивной электроэрозии Процесс электроэрозии CAD-данные КИМ Quick. Electrode Скрипт-файлы Электроды + детали HSC 3 -5 Х обработка CAM – ЧПУ УП
Комплексная автоматизация прошивной электроэрозии Процесс электроэрозии CAD-данные КИМ Quick. Electrode Скрипт-файлы Электроды + детали HSC 3 -5 Х обработка CAM – ЧПУ УП
 Постпроцессоры: для любого оборудования с ЧПУ Aciera Atek Bosch Dialog 3, 4, Dialog 11, 12, 112 Fanuc Fidia Ferarri Heidenhain TNC 145, 155, 355 Heidenhain TNC 426, 430, 530 Hurco Mazak NUM Selca Sinumerik 3 m, 8 m, Sinumerik 810, 840 Unipro …
Постпроцессоры: для любого оборудования с ЧПУ Aciera Atek Bosch Dialog 3, 4, Dialog 11, 12, 112 Fanuc Fidia Ferarri Heidenhain TNC 145, 155, 355 Heidenhain TNC 426, 430, 530 Hurco Mazak NUM Selca Sinumerik 3 m, 8 m, Sinumerik 810, 840 Unipro …
 Cimatron. E 7. 0 Специальные средства и рабочий процесс Mold. D e Die. Ap sign plicatio n Формо- Гибри модели дное ровани е Модель изделия Re. Eng e. Adv Прототип Интер фейсы Импорт данных Подготовка Quick. C ompare Операционные заготовки пакет Формообразующие детали Чертежи Разделение на формообразующие поверхности 2. 5 -5 X 2 -4 X W Mill LATH ire. EDM E, Mill Quick. D Turn rill Quick. S plit УП для ЧПУ Электроды Quick. E lectrod e Отслеживание инженерных изменений
Cimatron. E 7. 0 Специальные средства и рабочий процесс Mold. D e Die. Ap sign plicatio n Формо- Гибри модели дное ровани е Модель изделия Re. Eng e. Adv Прототип Интер фейсы Импорт данных Подготовка Quick. C ompare Операционные заготовки пакет Формообразующие детали Чертежи Разделение на формообразующие поверхности 2. 5 -5 X 2 -4 X W Mill LATH ire. EDM E, Mill Quick. D Turn rill Quick. S plit УП для ЧПУ Электроды Quick. E lectrod e Отслеживание инженерных изменений
 Технологии виртуального производства Использование систем имитации обработки деталей на оборудовании с ЧПУ до выхода на реальный станок… • Сокращает количество ошибок, доработку, брак, поломки инструмента • Сокращает возможность поломки станка, простой, срыв плана • Повышает эффективность использования станка • Повышает безопасность • Повышает прибыльность
Технологии виртуального производства Использование систем имитации обработки деталей на оборудовании с ЧПУ до выхода на реальный станок… • Сокращает количество ошибок, доработку, брак, поломки инструмента • Сокращает возможность поломки станка, простой, срыв плана • Повышает эффективность использования станка • Повышает безопасность • Повышает прибыльность
 VERICUT - Технология симуляции • • • Геометрические элементы и фасеты Точное измерение Высокое качество отображения Всегда адекватный результат Одна модель для всех операций – 3 Х фрезерование – 5 Х фрезерование – Точение – Комбинирование – ЭЭО Тор Цилиндр Плоскость Цилиндр Тор Плоскость
VERICUT - Технология симуляции • • • Геометрические элементы и фасеты Точное измерение Высокое качество отображения Всегда адекватный результат Одна модель для всех операций – 3 Х фрезерование – 5 Х фрезерование – Точение – Комбинирование – ЭЭО Тор Цилиндр Плоскость Цилиндр Тор Плоскость
 VERICUT - имитации работы станка • • • Постоянный контроль столкновений – Плавное перемещение компонентов Эмуляция сложных функций УЧПУ – подпрограммы, переходы, переменные, смещения, коррекция, преобразования, и т. д. Настраиваемые модели станков и систем ЧПУ Легкая наладка обработки – Разделение настроек на локальные и глобальные Симуляция обработки для многоканального оборудования Несколько установок в одной сессии Дискретно Плавно
VERICUT - имитации работы станка • • • Постоянный контроль столкновений – Плавное перемещение компонентов Эмуляция сложных функций УЧПУ – подпрограммы, переходы, переменные, смещения, коррекция, преобразования, и т. д. Настраиваемые модели станков и систем ЧПУ Легкая наладка обработки – Разделение настроек на локальные и глобальные Симуляция обработки для многоканального оборудования Несколько установок в одной сессии Дискретно Плавно
 • Постоянный") VERICUT Анализ Средства контроля Сравнение заготовки с деталью (тв. тело, поверхность, точки) • Постоянный контроль • Локальный контроль – Ручное и автоматическое определение области • Увеличение точности
VERICUT Анализ Средства контроля Сравнение заготовки с деталью (тв. тело, поверхность, точки) • Постоянный контроль • Локальный контроль – Ручное и автоматическое определение области • Увеличение точности
 VERICUT Оптимизация • • • Сокращение машинного времени, увеличение срока жизни инструмента, сокращение износа станка Основан на знаниях о: – Форме заготовки – Глубине, ширине, углах резания – Толщине стружки – Идеальных условиях резания Расчет оптимальной подачи и скорости резания для текущих условий Копия исходной УП с новыми значениями подач Траектория остается неизменной = область контакта
VERICUT Оптимизация • • • Сокращение машинного времени, увеличение срока жизни инструмента, сокращение износа станка Основан на знаниях о: – Форме заготовки – Глубине, ширине, углах резания – Толщине стружки – Идеальных условиях резания Расчет оптимальной подачи и скорости резания для текущих условий Копия исходной УП с новыми значениями подач Траектория остается неизменной = область контакта
 Как работает Opti. Path ® Point of greatest Material removal 1125 MMPM F 1125 Point of greatest 1125 MMPM F 2000 F 1750 F 1125 F 1750 F 2000 … более качественная и быстрая обработка!
Как работает Opti. Path ® Point of greatest Material removal 1125 MMPM F 1125 Point of greatest 1125 MMPM F 2000 F 1750 F 1125 F 1750 F 2000 … более качественная и быстрая обработка!
 Стратегии обработки
Стратегии обработки
 Контроль нагрузки на шпиндель
Контроль нагрузки на шпиндель
 VERICUT Оптимизация Обработка с минимальной глубиной на высоких подачах … но неожиданное увеличение нагрузки может привести к поломке инструмента! Только VERICUT способен предотвратить такую ситуацию
VERICUT Оптимизация Обработка с минимальной глубиной на высоких подачах … но неожиданное увеличение нагрузки может привести к поломке инструмента! Только VERICUT способен предотвратить такую ситуацию
 ® Opti. Path - HSM vs. HEM Efficiency High Speed Machining • Уменьшение подачи при увеличении нагрузки • Возможность обработки на максимальной глубине • Поддержка максимальной подачи для благоприятных условий §Более эффективное удаление материала §Меньше проходов = меньше маш. время §Меньше дистанция = меньше износ станка §Сбалансированная нагрузка = увеличение срока службы инструмента
® Opti. Path - HSM vs. HEM Efficiency High Speed Machining • Уменьшение подачи при увеличении нагрузки • Возможность обработки на максимальной глубине • Поддержка максимальной подачи для благоприятных условий §Более эффективное удаление материала §Меньше проходов = меньше маш. время §Меньше дистанция = меньше износ станка §Сбалансированная нагрузка = увеличение срока службы инструмента
 Выгоды от использования Меньший износ инструмента HSM HEM
Выгоды от использования Меньший износ инструмента HSM HEM
 VERICUT - контрольно-измерительные операции • • Выставление заготовки и приспособлений на столе Измерения геометрических параметров детали Измерения вылета инструмента Контроль целостности инструмента Имитация и создание контрольно-измерительных операций на станке с ЧПУ
VERICUT - контрольно-измерительные операции • • Выставление заготовки и приспособлений на столе Измерения геометрических параметров детали Измерения вылета инструмента Контроль целостности инструмента Имитация и создание контрольно-измерительных операций на станке с ЧПУ
 Цели программ верификаторов По воздуху ДО Програм- Просмотр мированиепрограмм Наладк а станка Пенопласт Дерево Опытный Изготовление образец партии деталей Малые подачи ПОСЛЕ Програм- Наладк мирование а станка Опытный образец Время Партия детале й Сокращение цикла
Цели программ верификаторов По воздуху ДО Програм- Просмотр мированиепрограмм Наладк а станка Пенопласт Дерево Опытный Изготовление образец партии деталей Малые подачи ПОСЛЕ Програм- Наладк мирование а станка Опытный образец Время Партия детале й Сокращение цикла
 Постпроцессоры: задачи и решения • • Самым важным продуктом, получаемым любой САМ системой, является NC программа в G-кодах Связь «САМ система — станок с ЧПУ» до сих пор не обеспечена в полной мере Конкуренция – Производители станков – Производители УЧПУ – Разработчики CAM Кинематика станка – Позиционирование инструмента – Позиционирование заготовки Язык ЧПУ – G-код - стандарт ISO + ? • G 1 X. . Y. . Z. . A. . C… Опции и традиции CAM – траектория инструмента – APT формат GOTO/ X, Y, Z, I, J, K
Постпроцессоры: задачи и решения • • Самым важным продуктом, получаемым любой САМ системой, является NC программа в G-кодах Связь «САМ система — станок с ЧПУ» до сих пор не обеспечена в полной мере Конкуренция – Производители станков – Производители УЧПУ – Разработчики CAM Кинематика станка – Позиционирование инструмента – Позиционирование заготовки Язык ЧПУ – G-код - стандарт ISO + ? • G 1 X. . Y. . Z. . A. . C… Опции и традиции CAM – траектория инструмента – APT формат GOTO/ X, Y, Z, I, J, K
, преобразующее файл траектории движения инструмента и технологических команд,") Постпроцессор • Модуль (или отдельное ПО), преобразующее файл траектории движения инструмента и технологических команд, рассчитанный процессором CAM- или CAD/CAM-системы (CLDATA-файла ), в файл управляющей программы в строгом соответствии с требованиями методики ручного программирования конкретного комплекса "станок-система с ЧПУ". • Постпроцессор выполняет немалое количество функций, например: -кодирует линейные перемещения сообразно цене импульса; -выполняет линейную или круговую интерполяцию перемещений по дуге окружности, а также кодирует их в импульсах; -рассчитывает динамику перемещений, отслеживая и, если нужно, уменьшая слишком большую подачу на малом перемещении ("станок не успеет разогнаться"); -автоматически выдает в кадр вектора или функции коррекции на радиус инструмента; -строит текущий кадр по шаблону, автоматически нумеруя кадры под адресом N; -превращает подачи, назначенные технологом, в конкретный набор символов с адресом F и выдает в нужное место кадра. -оформляет как начало, так и конец УП, а также структуру кадра.
Постпроцессор • Модуль (или отдельное ПО), преобразующее файл траектории движения инструмента и технологических команд, рассчитанный процессором CAM- или CAD/CAM-системы (CLDATA-файла ), в файл управляющей программы в строгом соответствии с требованиями методики ручного программирования конкретного комплекса "станок-система с ЧПУ". • Постпроцессор выполняет немалое количество функций, например: -кодирует линейные перемещения сообразно цене импульса; -выполняет линейную или круговую интерполяцию перемещений по дуге окружности, а также кодирует их в импульсах; -рассчитывает динамику перемещений, отслеживая и, если нужно, уменьшая слишком большую подачу на малом перемещении ("станок не успеет разогнаться"); -автоматически выдает в кадр вектора или функции коррекции на радиус инструмента; -строит текущий кадр по шаблону, автоматически нумеруя кадры под адресом N; -превращает подачи, назначенные технологом, в конкретный набор символов с адресом F и выдает в нужное место кадра. -оформляет как начало, так и конец УП, а также структуру кадра.
 IMSpost Универсальный генератор постпроцессоров Оборудование с ЧПУ: Фрезерные ОЦ, Токарные, Токарнофрезерные, Электроэрозионные, Листопробивные, Лазерной резки Форматы CAD/CAM: CATIA, Cimatron, Delcam, Euclid, Mastercam, PTC, Surfcam, UG, … Поддержка современных систем ЧПУ • NURBS интерполяция • 3 D коррекция • Преобразование координат • RTCP
IMSpost Универсальный генератор постпроцессоров Оборудование с ЧПУ: Фрезерные ОЦ, Токарные, Токарнофрезерные, Электроэрозионные, Листопробивные, Лазерной резки Форматы CAD/CAM: CATIA, Cimatron, Delcam, Euclid, Mastercam, PTC, Surfcam, UG, … Поддержка современных систем ЧПУ • NURBS интерполяция • 3 D коррекция • Преобразование координат • RTCP
 АВТОМАТИЗАЦИЯ СБОРОЧНЫХ ПРОЦЕССОВ
АВТОМАТИЗАЦИЯ СБОРОЧНЫХ ПРОЦЕССОВ
 Функциональная структура машиностроительного предприятия Подсистема управления Склад Подсистема изготовления заготовок Подсистема материальнотехнической подготовки производства Подсистема обработки заготовок Технологическая подсистема Подсистема информационно- технической подготовки производства Подсистема сборки
Функциональная структура машиностроительного предприятия Подсистема управления Склад Подсистема изготовления заготовок Подсистема материальнотехнической подготовки производства Подсистема обработки заготовок Технологическая подсистема Подсистема информационно- технической подготовки производства Подсистема сборки
 — это часть изделия, которая собирается отдельно и в") Основные понятия Сборочная единица (узел) — это часть изделия, которая собирается отдельно и в дальнейшем участвует в процессе сборки как одно целое. Сборка - технологический процесс соединения деталей машин в сборочные единицы и машину в целом Соединения: с зазором, с натягом Виды сборки: - узловая, - общая
Основные понятия Сборочная единица (узел) — это часть изделия, которая собирается отдельно и в дальнейшем участвует в процессе сборки как одно целое. Сборка - технологический процесс соединения деталей машин в сборочные единицы и машину в целом Соединения: с зазором, с натягом Виды сборки: - узловая, - общая
 Методы достижения точности замыкающих звеньев размерных цепей: - полная взаимозаменяемость, - неполная взаимозаменяемость, - групповая взаимозаменяемость, - регулирование, - пригонка. неполная взаимозаменяемость
Методы достижения точности замыкающих звеньев размерных цепей: - полная взаимозаменяемость, - неполная взаимозаменяемость, - групповая взаимозаменяемость, - регулирование, - пригонка. неполная взаимозаменяемость
 групповая взаимозаменяемость регулирование
групповая взаимозаменяемость регулирование
 Этапы сборки 1 - подача деталей, 2 – ориентация, 3 – соединение, 4 – вывод сборочной единицы из рабочей зоны
Этапы сборки 1 - подача деталей, 2 – ориентация, 3 – соединение, 4 – вывод сборочной единицы из рабочей зоны
 Схема совмещения основной и вспомогательной координатных систем соединяемых деталей при сборке Результатом сборки должно стать совмещение основной координатной системы X 0 Y 0 Z 0 со вспомогательной XBYBZB с требуемой по служебному назначению этого соединения точностью.
Схема совмещения основной и вспомогательной координатных систем соединяемых деталей при сборке Результатом сборки должно стать совмещение основной координатной системы X 0 Y 0 Z 0 со вспомогательной XBYBZB с требуемой по служебному назначению этого соединения точностью.
; ∏i") Математическая модель сборочной системы где СЕТi , CEТj — собираемые сборочные единицы (детали); ∏i , ∏j — сборочные приспособления; СО — сборочное оборудование.
Математическая модель сборочной системы где СЕТi , CEТj — собираемые сборочные единицы (детали); ∏i , ∏j — сборочные приспособления; СО — сборочное оборудование.
 Размерные связи при автоматической установке валика во втулку промышленным роботом В 1 - размер позиционирования захвата робота; В 2 - соосность отверстия с наружной поверхностью втулки, являющейся основной базой втулки; В 3 - размер, связывающий положение базирующего втулку приспособления с роботом. где Dmin - минимальный диаметр отверстия втулки; dmах - максимальный диаметр валика; СВ, СО - ширина фаски соответственно вала и отверстия
Размерные связи при автоматической установке валика во втулку промышленным роботом В 1 - размер позиционирования захвата робота; В 2 - соосность отверстия с наружной поверхностью втулки, являющейся основной базой втулки; В 3 - размер, связывающий положение базирующего втулку приспособления с роботом. где Dmin - минимальный диаметр отверстия втулки; dmах - максимальный диаметр валика; СВ, СО - ширина фаски соответственно вала и отверстия
 Компоновка однопозиционного сборочного автомата 1 - бункеры для хранения и подачи собираемых деталей; 2 - ориентирующие устройства; 3 - лотки; 4 - магазин; 5 - питатель; 6 - отсекатель; 7 - силовая головка; 8 - выталкиватель
Компоновка однопозиционного сборочного автомата 1 - бункеры для хранения и подачи собираемых деталей; 2 - ориентирующие устройства; 3 - лотки; 4 - магазин; 5 - питатель; 6 - отсекатель; 7 - силовая головка; 8 - выталкиватель
 Кулачковый автомат сборки валиков и роликов цепей 1, 2 - трубчатый лоток, 3 – плита, 4 - призма, 5 – стержень, 6 - подвижный прижим, 7 - плоский неподвижный упор, 8 - сборочная линия, 9 – пружина 10 – толкатель, 11 – шток, 12 – пружина, 13 … 15 – ролик, 16 – тяга, 17 ролик, 18 – ось, 19 - рычаг, 20 - изогнутый рычаг, 21, 22 - пружина, 23 - выталкиватель.
Кулачковый автомат сборки валиков и роликов цепей 1, 2 - трубчатый лоток, 3 – плита, 4 - призма, 5 – стержень, 6 - подвижный прижим, 7 - плоский неподвижный упор, 8 - сборочная линия, 9 – пружина 10 – толкатель, 11 – шток, 12 – пружина, 13 … 15 – ролик, 16 – тяга, 17 ролик, 18 – ось, 19 - рычаг, 20 - изогнутый рычаг, 21, 22 - пружина, 23 - выталкиватель.
 Втулки и валики падают в гнезда призмы 4 и толкателя 10 под действием") б) Втулки и валики падают в гнезда призмы 4 и толкателя 10 под действием собственного веса в) Толкатель 10, подающий валики, размещается выше призмы 4, подающей втулки, на величину, большую высоты втулки. От кулачка распределительного вала через ролик 15 и тягу 16 призма 4 перемещается вместе с втулкой к центру сборочной позиции до момента прижима ролика к плоскому неподвижному упору 7. г). Перемещение толкателя с валиком, прижатым рычагом 6 к центру сборочной позиции, производится от кулачка распределительного вала через ролик 14 и шток 11
б) Втулки и валики падают в гнезда призмы 4 и толкателя 10 под действием собственного веса в) Толкатель 10, подающий валики, размещается выше призмы 4, подающей втулки, на величину, большую высоты втулки. От кулачка распределительного вала через ролик 15 и тягу 16 призма 4 перемещается вместе с втулкой к центру сборочной позиции до момента прижима ролика к плоскому неподвижному упору 7. г). Перемещение толкателя с валиком, прижатым рычагом 6 к центру сборочной позиции, производится от кулачка распределительного вала через ролик 14 и шток 11
. На сборочной позиции валик размещается над отверстием ролика е). На сборочной позиции валик") д). На сборочной позиции валик размещается над отверстием ролика е). На сборочной позиции валик размещается над отверстием ролика ж). После сборки валика с роликом выталкиватель 23 перемещает из сборочной позиции механизма собранный подузел на сборочную линию 8. Перемещение выталкивателя 23 вперед производится кулачком распределительного вала через ролик 17 и изогнутый рычаг 20, установленный на оси 18, а отход выталкивателя 23 назад — пружиной 21
д). На сборочной позиции валик размещается над отверстием ролика е). На сборочной позиции валик размещается над отверстием ролика ж). После сборки валика с роликом выталкиватель 23 перемещает из сборочной позиции механизма собранный подузел на сборочную линию 8. Перемещение выталкивателя 23 вперед производится кулачком распределительного вала через ролик 17 и изогнутый рычаг 20, установленный на оси 18, а отход выталкивателя 23 назад — пружиной 21
 Устройства подачи заготовок Общая структура Накопитель Ориентирующее устройство Транспортное устройство отсекатель питатель Классификация накопителей Бункерные Магазинные С поштучной выдачей Трубчатые Непрерывным потоком Фрикционный Шахтные Стержневые Лотковые Вибрационный Карманчиковый Крючковый, штырьевой Секторный, ножевой, дисковый Лопастный, щелевой, барабанный
Устройства подачи заготовок Общая структура Накопитель Ориентирующее устройство Транспортное устройство отсекатель питатель Классификация накопителей Бункерные Магазинные С поштучной выдачей Трубчатые Непрерывным потоком Фрикционный Шахтные Стержневые Лотковые Вибрационный Карманчиковый Крючковый, штырьевой Секторный, ножевой, дисковый Лопастный, щелевой, барабанный

. с вращающейся трубкой, б) с вращающимся кожухом, в) с ворошителем, д)") Трубчатые бункера а). с вращающейся трубкой, б) с вращающимся кожухом, в) с ворошителем, д) с возвратно-поступательно движущейся разрезной трубкой, г) с возвратно-поступательно движущейся трубкой, е) с возвратно-поступательно двыжущимся кожухом, ж) с возвратно-поступательным и вращательным движениями.
Трубчатые бункера а). с вращающейся трубкой, б) с вращающимся кожухом, в) с ворошителем, д) с возвратно-поступательно движущейся разрезной трубкой, г) с возвратно-поступательно движущейся трубкой, е) с возвратно-поступательно двыжущимся кожухом, ж) с возвратно-поступательным и вращательным движениями.
 Фрикционные бункера
Фрикционные бункера
 Карманчиковые бункера Привод дисковых карманчиковых бункеров осуществляется через предохранительное устройство. Звездочка 7, сидящая на приводном валу, вращается с постоянной угловой скоростью и, зацепляя за выступы рычагов 5 и 8, сообщает вращение диску с карманами 1. Рычаги 5 и 8 сидят на осях, закрепленных на диске 1, и пружинами б и 9 прижимаются к звездочке 7. Карманчиковый бункер состоит из: кожуха 2, диска 1 с карманами, отводящего лотка 3 и привода 4 а) расположении карманов по хорде, б) для деталей с длиной меньшей, чем диаметр, г) для повышение производительности радиальное расположение, в) определение размеров карманов
Карманчиковые бункера Привод дисковых карманчиковых бункеров осуществляется через предохранительное устройство. Звездочка 7, сидящая на приводном валу, вращается с постоянной угловой скоростью и, зацепляя за выступы рычагов 5 и 8, сообщает вращение диску с карманами 1. Рычаги 5 и 8 сидят на осях, закрепленных на диске 1, и пружинами б и 9 прижимаются к звездочке 7. Карманчиковый бункер состоит из: кожуха 2, диска 1 с карманами, отводящего лотка 3 и привода 4 а) расположении карманов по хорде, б) для деталей с длиной меньшей, чем диаметр, г) для повышение производительности радиальное расположение, в) определение размеров карманов
 Крючковые бункера На вращающемся диске 3 укреплены крючки 4, которые забирают детали в нижнем положении из загрузочного пространства кожуха бункера 6 и поднимают их вверх. При переходе через верхнее положение, на левой стороне бункера, детали заходят в приемник 2 в виде трубчатого лотка с разрезом, сквозь который свободно проходит диаметр стержня крючка 4. В приемнике деталь соскальзывает с крючка, опережает его и выпадает в трубчатый лоток 1. Поступление деталей из предбункера в бункер регулируется заслонкой 5. Штыревые
Крючковые бункера На вращающемся диске 3 укреплены крючки 4, которые забирают детали в нижнем положении из загрузочного пространства кожуха бункера 6 и поднимают их вверх. При переходе через верхнее положение, на левой стороне бункера, детали заходят в приемник 2 в виде трубчатого лотка с разрезом, сквозь который свободно проходит диаметр стержня крючка 4. В приемнике деталь соскальзывает с крючка, опережает его и выпадает в трубчатый лоток 1. Поступление деталей из предбункера в бункер регулируется заслонкой 5. Штыревые
. Крючки могут располагаться и на торце вращающегося диска Штыревые бункера с одним возвратно") а). Крючки могут располагаться и на торце вращающегося диска Штыревые бункера с одним возвратно -поступательно движущимся штырем в). При движении вверх штырь 4 нанизывает на себя деталь из числа расположенных в кожухе бункера 5 и, поднимаясь, заводит ее в отводящий лоток 3. На конце отводящего лотка 3 на пружинах 2 укреплены собачки 1, которые препятствуют выпадению деталей из лотка обратно в бункер. б). Кроме того, крючки, или штыри 3, могут быть и на внутренней поверхности вращающегося кольца 4. Для того чтобы детали не соскакивали со штырей раньше, чем нужно, они поддерживаются планкой 2. как только детали минуют эту планку, они соскальзывают со штырей и попадают в расположенный ниже отводящий лоток 1. Если лоток переполнен, детали попадают обратно в загрузочное пространство бункера.
а). Крючки могут располагаться и на торце вращающегося диска Штыревые бункера с одним возвратно -поступательно движущимся штырем в). При движении вверх штырь 4 нанизывает на себя деталь из числа расположенных в кожухе бункера 5 и, поднимаясь, заводит ее в отводящий лоток 3. На конце отводящего лотка 3 на пружинах 2 укреплены собачки 1, которые препятствуют выпадению деталей из лотка обратно в бункер. б). Кроме того, крючки, или штыри 3, могут быть и на внутренней поверхности вращающегося кольца 4. Для того чтобы детали не соскакивали со штырей раньше, чем нужно, они поддерживаются планкой 2. как только детали минуют эту планку, они соскальзывают со штырей и попадают в расположенный ниже отводящий лоток 1. Если лоток переполнен, детали попадают обратно в загрузочное пространство бункера.
 Вибробункер с электромагнитным вибратором 1 – чаша, 2 - спиральный выступ, 3 – конус, 4 - пружинные подвесы, 5 – основание, 6 – электромагнит, 7 – якорь, 8 - лоток. 9 - ориентирующее устройство
Вибробункер с электромагнитным вибратором 1 – чаша, 2 - спиральный выступ, 3 – конус, 4 - пружинные подвесы, 5 – основание, 6 – электромагнит, 7 – якорь, 8 - лоток. 9 - ориентирующее устройство
 Схема сил Критическая амплитуда Практическая скорость
Схема сил Критическая амплитуда Практическая скорость
 Устройства для ориентирования деталей формы тел вращения Ступенчатые валики, длинные конуса и колпачки пассивной активной
Устройства для ориентирования деталей формы тел вращения Ступенчатые валики, длинные конуса и колпачки пассивной активной
 с поступательным движением, б) колебательным, в) вращательным") Отсекатели а) с поступательным движением, б) колебательным, в) вращательным
Отсекатели а) с поступательным движением, б) колебательным, в) вращательным
 и стержневых б) деталей ; лотки из") Лотки-скаты лотки-скаты коробчатого сечения для дисковых а) и стержневых б) деталей ; лотки из нормализованных элементов в) состоят из полированных боковых полос-стенок 1 и несущих рельсов 2
Лотки-скаты лотки-скаты коробчатого сечения для дисковых а) и стержневых б) деталей ; лотки из нормализованных элементов в) состоят из полированных боковых полос-стенок 1 и несущих рельсов 2
 Расчетная схема лотка Предельный зазор Наибольший расчетный зазор
Расчетная схема лотка Предельный зазор Наибольший расчетный зазор
 с поступательным движением, б) колебательным, в) вращательным") Питатели а) с поступательным движением, б) колебательным, в) вращательным
Питатели а) с поступательным движением, б) колебательным, в) вращательным
 Шиберные загружатели
Шиберные загружатели