Волоконные лазеры -лекция 8_2013.ppt
- Количество слайдов: 34


, сварочный модуль/кабина (б),")
a b c Волоконный лазер мощностью 10 к. Вт (а), сварочный модуль/кабина (б), 6 -осевой сварочный робот (в) в МИФИ / IPG (г. Москва)

6 -осевой сварочный робот Основные преимущества лазерной сварки: - высокая производительность (цикл сварки при автоматизированной загрузке и выгрузке деталей составляет 0, 04 - 4 мин при скорости сварки 40 -1000 м / час); - низкая трудоемкость (в 3 - 20 раз ниже традиционных способов сварки); - высокое качество сварных швов (на уровне свойств основного материала); - возможность сварки соединений различных типов самого широкого спектра марок сталей, сплавов и материалов (от высоколегированных, высокоуглеродистых марок стали до сплавов меди и титана и др. разнородных соединений); -минимальный нагрев деталей и минимальные деформации (в 3 - 5 раз ниже, чем при дуговой сварке; наиболее характерно для импульсно – периодических режимов); -возможность сварки в труднодоступных местах и разных пространственных положениях; -возможность сварки без изменения режима комбинированных изделий, с переменной толщиной в 3 -5 и более раз; -гибкость процесса (возможность быстрой автоматической программируемой и дистанционной перенастройки и переналадки на другие режимы, или технологические процессы);
 позволяет сравнивать между собой")
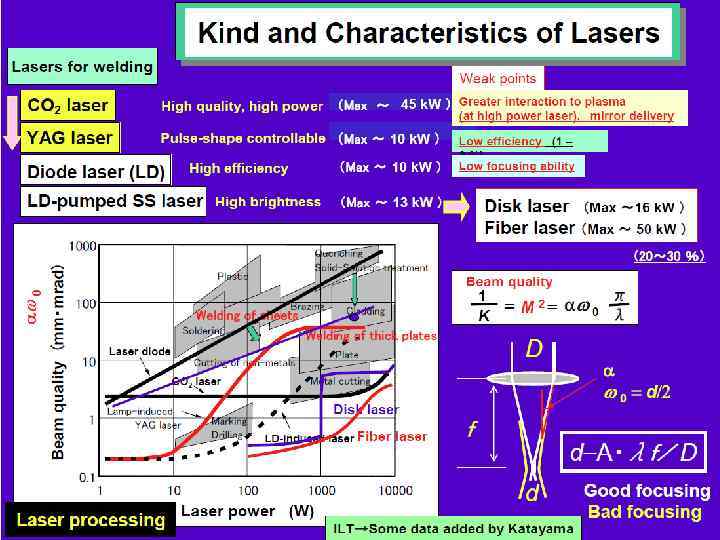
Оптическая схема лазерной головки Параметр качества пучка (Beam Parameter Product) позволяет сравнивать между собой пучки различных лазеров. Однако, при сравнении лазеров с одинаковыми длинами волн излучения (например иттербиевые волоконные и дисковые лазеры), для характеристики качества пучков часто используют только параметр М

expected penetration T= 20 000 K T= ?

Схема экспериментальной установки 7 3 8 4 slit 5 2 1 6

* Методика определения температуры поверхности и приповерхностной лазерной плазмы Спектральная интенсивность теплового излучения реального объекта описывается формулой Планка и коэффициентом излучения: где С 1= 37418 Вт • мкм⁴/см², С 2 = 14388 мкм • К; длина волны выражена в микрометрах, интенсивность в Вт/см² • мкм Для области Вина (С 2/ λT≫ 1) выражение после преобразования принимает вид При ℇ = const участок спектра спрямляется в координатной плоскости (X, Y), где X = ln(λ⁵I) и Y= С 2/λ , причем наклон прямой определяется температурой излучения.

Обзорный спектр Мощность 5 к. Вт Высота 7 мм Ткип = 2860 К Air Argon He T, K 2960 2837 2868 Отн. интенсивность ∓ 57 ∓ 32 ∓ 65 Ослабление пробного луча, % 1 0. 01 3 15 7

Спектроскопия факела Воздух Аргон LTE Line Spectrum for Fe I Гелий

Линии излучения – это переход электронов между двумя энергетическими уровнями Em и En (от Em к En, с Em> En) с испусканием энергии кванта hνmn. Интенсивность линии излучения Imn вычисляется следующим образом: где hνmn - энергия кванта, Amn - вероятность перехода, Nm - населенность верхнего энергетического уровня. С другой стороны, имеем закон Больцмана: где N – полное число частиц, Z(T) – статистическая сумма элемента, gm – статистический вес, – постоянная Больцмана, T – электронная температура.

Определение электронной температуры Air Te= 4906 K Argon Te = 2899 K He Te = 4247 K

Начиная с высоты h ≈ 5 мм температура устанавливается на некотором постоянном уровне, который совпадает для случая воздуха и аргона. Несмотря на высокое значение температуры (T ≈ 2500 K), ее измерение в верхней части факела с помощью метода Больцмановских диаграмм невозможно, так как интенсивность линий излучения становится ниже, чем уровень излучения континуума. Из Рис (при h > 5 мм) видно, что температура в верхней части факела также не спадает до нуля, а остается достаточно высокой на постоянном уровне до высоты 30‑ 40 мм. На основании полученных данных был сделан вывод, что только нижняя часть факела может быть названа лазерно-индуцированной плазмой, то есть потоком слабоионизованного металлического пара из паро-газового канала. Верхняя часть имеет другую природу. Ее излучение вызвано разогревом мелких частиц конденсированного металлического пара, попадающих под мощное лазерное излучение.

С использованием полученных спектроскопических данных, для вычисления степени ионизации было использовано уравнение Саха с учетом однократной ионизации при давлении газа в 1 атм: где α – степень ионизации, m – масса электрона, e – заряд электрона, V – потенциал ионизации газа (для Fe: V = 7. 78 В), p – давление газа. Для полученных температур электронная плотность была вычислена с помощью уравнения состояния идеального газа:

Зависимость температуры и электронной плотности сварочной плазмы от мощности лазерного излучения; высота над поверхностью металла 2 мм Видно, что даже при максимальной мощности лазера 20 к. Вт, температура сварочной плазмы не превышает 4500 K, а электронная плотность не более 1015 см-3. Максимальная степень ионизации металлического пара составила 10 -3. Это говорит о том, что состояние нижней части сварочного факела соответствует слабо ионизованному газу с гораздо более низкой температурой, чем в случае сварки СО 2 -лазером.

Высокоскоростное видеонаблюдение

Динамика факела
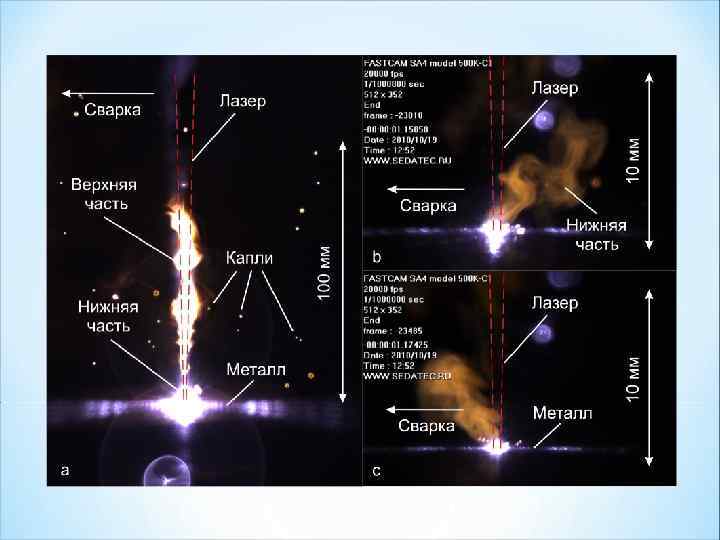

Схема визуализация процесса плазмообразования методом теневого фотографирования 1 2 4 ф 3 ПК Излучение Сu-лазера коллимировалось оптической системой 1 в параллельный пучок диаметром 5 см. В отсутствие оптической неоднородности световой пучок беспрепятственно проходит через диафрагму 3 с диаметром отверстия 0, 4 мм, расположенной в фокальной плоскости приемного объектива 2. Изображение объекта проецируется на камеру 4. Отклонение лучей в исследуемом объекте приводит к смещению лучей и перераспределению освещенности в изображении объекта на камере. Освещенность изображения на камере при этом изменяется пропорционально угловому отклонению луча ε.

Теневые фотографии плазменного факела в процессе лазерной сварки 500 Вт 9700 Вт 1000 Вт 9700 Вт 5000 Вт
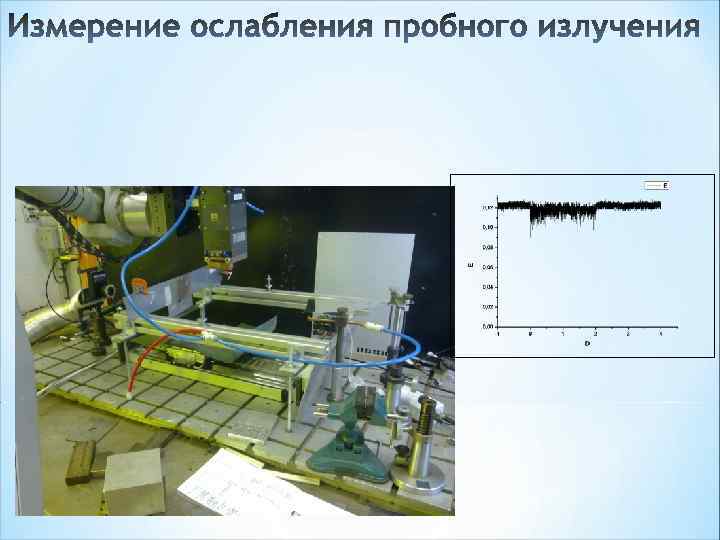

Отклонение положения луча пробного лазера на мишени под действием терморефракции в сварочном факеле. Расходимость для He-Ne лазера около 3 мрад Эквивалентное смещение пробного ИК-лазера < 1 мм

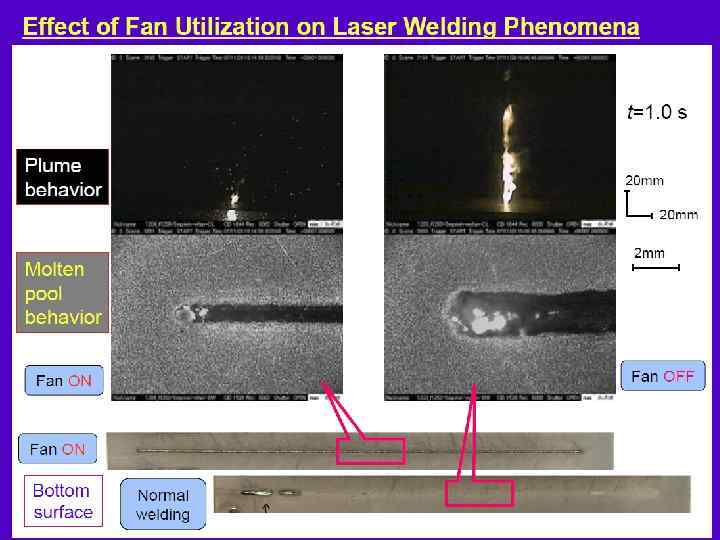
Cross-jet
 *Интегрирование по высоте")
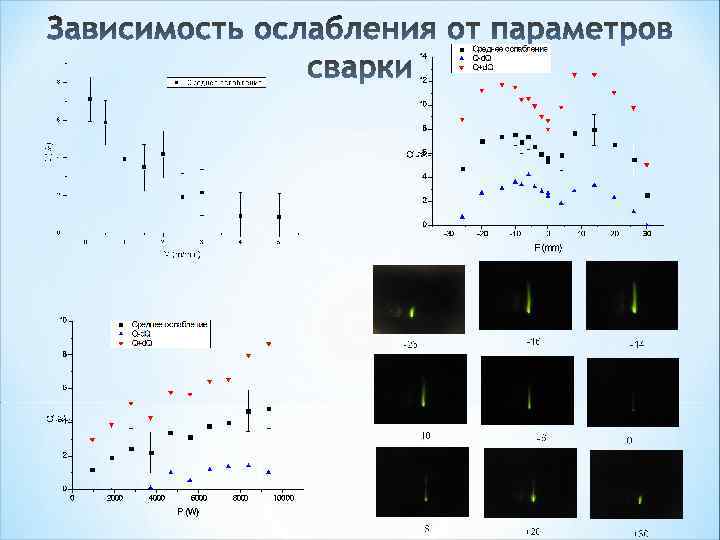
*Расчет пространственного распределения коэффициента ослабления по измеренным распределениям ослабления (абелева инверсия) *Интегрирование по высоте *Пересчет для длины волоконного лазера *Учет динамики *Q~ 12%

*

*

Комплекс лазерно-дуговой сварки Волоконный лазер Зеркальная оптическая головка Сварочный MIG/MAG источник Робот или портал

Гибридная и лазерная сварка стали 21 мм Номер зоны Si 1 2 3 4 Mn Fe 0. 27 1. 91 97. 81 0. 35 1. 72 97. 93 0. 39 1. 78 97. 83 0. 39 1. 57 98. 04 Номер зоны Si Cr Mn Fe Ni Cu 1 0. 87 0. 79 0. 78 96. 77 0. 58 0. 22 2 0. 88 0. 81 0. 72 96. 41 0. 68 0. 49 3 0. 89 0. 56 0. 84 96. 87 0. 46 0. 39 4 0. 89 0. 5 0. 92 96. 92 0. 44 0. 33

Гибридная сварка образцов стали 12 мм исходная структура стали Изменение элементного состава поперек сварного шва Fe Cr Ni Si Mn Cu ис х. металл 97. 32 0. 57 0. 18 0. 72 1. 05 0. 16 ай шва 97. 54 0. 68 0. 00 0. 64 0. 96 0. 18 сер едина шва 97. 29 0. 81 0. 33 0. 58 0. 80 0. 20 кр Край шва Середина шва 1. Толщина шва в средней его части ~ 1500 мкм, на краях шва (особенно в условно верхней его части, где на поверхности возникает наплыв) наблюдается заметное его уширение (почти в 2, 5 раза). 2. Свариваемая сталь предположительно имеет марку 10 ХСНД (точный состав, кроме углерода, приведен в таблицах). 3. ЗТВ (зона термического влияния) практически не наблюдается (кроме верхнего и нижнего краев. 4. Шов достаточно однородный. 5. Химический состав поперек шва меняется незначительно, что говорит о том, в процессе плавки ликвация отдельных элементов поперек шва не происходила. 6. Микротвердость шва неоднородна и возрастает к середине шва в 1, 7 раз, достигая значения 3500 МПа.
Волоконные лазеры -лекция 8_2013.ppt