

Плакаты КиТ 5.ppt
- Количество слайдов: 117
 5 КОНСТРУКТОРСКАЯ И ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ 5. 1. Структура и обозначение стандартов ЕСКД 5. 2. Виды изделий 5. 3. Виды и комплектность конструкторских документов 5. 4. Обозначение изделий и конструкторских документов. Классификатор ЕСКД 5. 5. Стадии разработки 5. 6. Техническое задание на проектирование 5. 7. Основные надписи 5. 8. Правила выполнения текстовых документов 5. 9. Правила выполнения графических конструкторских документов (чертежи деталей, сборочные чертежи, чертежи с применением электромонтажа, правила выполнения схем) 5. 10. Технологическая документация
5 КОНСТРУКТОРСКАЯ И ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ 5. 1. Структура и обозначение стандартов ЕСКД 5. 2. Виды изделий 5. 3. Виды и комплектность конструкторских документов 5. 4. Обозначение изделий и конструкторских документов. Классификатор ЕСКД 5. 5. Стадии разработки 5. 6. Техническое задание на проектирование 5. 7. Основные надписи 5. 8. Правила выполнения текстовых документов 5. 9. Правила выполнения графических конструкторских документов (чертежи деталей, сборочные чертежи, чертежи с применением электромонтажа, правила выполнения схем) 5. 10. Технологическая документация
 Рекомендуемая литература 1. Сапаров, В. Е. Дипломный проект от А до Я: учебное пособие. – М. : СОЛОН Пресс, 2003. – 224 с. (+ CD) 2. Леухин, В. Н. Проектирование радиоэлектронных узлов. – Йошкар Ола: «Периодика Марий Эл» , 2003. – 160 с. 3. Разработка и оформление конструкторской документации РЭА: Справочное пособие /Под ред. Э. Т. Романычевой. – М. : Радио и связь, 1989. – 448 с. 4. Новичихина, Л. И. Справочник по техническому черчению. – Мн. : Книжный дом, 2004. – 320 с. 5. Разработка конструкторских документов для электрического монтажа электронных средств: Методические указания к лабораторным занятиям по курсу "Основы проектирования электронных средств" /Сост. : Е. П. Павлов, М. С. Синельников, В. Е. Филимонов, К. С. Булыгин. – Йошкар Ола: Мар. ГТУ, 2003. – 24 с. 6. Павловский, В. В. Проектирование технологических процессов изготовления РЭА: Учебное пособие для вузов /В. В. Павловский, В. И. Васильев, Т. Н. Гутман /. – М. : Радио и связь, 1982. – 160 с. 7. Усатенко, Т. А. Выполнение схем по ЕСКД. М. : Изд во стандартов, 1992. Электронные ресурсы: КД. 2. doc Стандарты (в электронном виде на диске N Правила оформления дипломных проектов
Рекомендуемая литература 1. Сапаров, В. Е. Дипломный проект от А до Я: учебное пособие. – М. : СОЛОН Пресс, 2003. – 224 с. (+ CD) 2. Леухин, В. Н. Проектирование радиоэлектронных узлов. – Йошкар Ола: «Периодика Марий Эл» , 2003. – 160 с. 3. Разработка и оформление конструкторской документации РЭА: Справочное пособие /Под ред. Э. Т. Романычевой. – М. : Радио и связь, 1989. – 448 с. 4. Новичихина, Л. И. Справочник по техническому черчению. – Мн. : Книжный дом, 2004. – 320 с. 5. Разработка конструкторских документов для электрического монтажа электронных средств: Методические указания к лабораторным занятиям по курсу "Основы проектирования электронных средств" /Сост. : Е. П. Павлов, М. С. Синельников, В. Е. Филимонов, К. С. Булыгин. – Йошкар Ола: Мар. ГТУ, 2003. – 24 с. 6. Павловский, В. В. Проектирование технологических процессов изготовления РЭА: Учебное пособие для вузов /В. В. Павловский, В. И. Васильев, Т. Н. Гутман /. – М. : Радио и связь, 1982. – 160 с. 7. Усатенко, Т. А. Выполнение схем по ЕСКД. М. : Изд во стандартов, 1992. Электронные ресурсы: КД. 2. doc Стандарты (в электронном виде на диске N Правила оформления дипломных проектов
 5. 1 Структура и обозначение стандартов ЕСКД ГОСТ 2. 417 91 Правила выполнения чертежей печатных плат Год регистрации стандарта (91) Порядковый номер стандарта в группе (17) Номер группы (4) Класс стандартов ЕСКД (2. ) Индекс государственного стандарта (ГОСТ) Примеры: ГОСТ Р МЭК 60297 -3 -101 -2006. Конструкции несущие базовые радиоэлектронных средств. Блочные каркасы и связанные с ними вставные блоки. Размеры конструкций серии 482, 6 мм (19 дюймов) ГОСТ Р 52003 -2003 УРОВНИ РАЗУКРУПНЕНИЯ РАДИОЭЛЕКТРОННЫХ СРЕДСТВ Термины и определения
5. 1 Структура и обозначение стандартов ЕСКД ГОСТ 2. 417 91 Правила выполнения чертежей печатных плат Год регистрации стандарта (91) Порядковый номер стандарта в группе (17) Номер группы (4) Класс стандартов ЕСКД (2. ) Индекс государственного стандарта (ГОСТ) Примеры: ГОСТ Р МЭК 60297 -3 -101 -2006. Конструкции несущие базовые радиоэлектронных средств. Блочные каркасы и связанные с ними вставные блоки. Размеры конструкций серии 482, 6 мм (19 дюймов) ГОСТ Р 52003 -2003 УРОВНИ РАЗУКРУПНЕНИЯ РАДИОЭЛЕКТРОННЫХ СРЕДСТВ Термины и определения
 Стандарты ЕСКД разбиты на 10 классификационных групп, имеющих следующее содержание: 0 – общие положения; 1 – основные положения; 2 классификация и обозначение изделий и конструкторских документов; 3 – общие правила выполнения чертежей; 4 – правила выполнения чертежей машиностроения и приборостроения; 5 – правила обращения конструкторских документов (учет, хранение, дублирование, внесение изменений); 6 правила выполнения эксплуатационной и ремонтной документации; 7 – правила выполнения схем; 8 макетный метод проектирования и горная графическая документация; 9 – прочие стандарты.
Стандарты ЕСКД разбиты на 10 классификационных групп, имеющих следующее содержание: 0 – общие положения; 1 – основные положения; 2 классификация и обозначение изделий и конструкторских документов; 3 – общие правила выполнения чертежей; 4 – правила выполнения чертежей машиностроения и приборостроения; 5 – правила обращения конструкторских документов (учет, хранение, дублирование, внесение изменений); 6 правила выполнения эксплуатационной и ремонтной документации; 7 – правила выполнения схем; 8 макетный метод проектирования и горная графическая документация; 9 – прочие стандарты.

 5. 2 Виды изделий
5. 2 Виды изделий
 5. 2 Виды изделий • Деталь – это изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций. Например: литой корпус, печатная плата, отрезок кабеля заданной длины. Эти же изделия с покрытиями независимо от вида и толщины покрытия, или изготовленные с применением местной сварки, пайки, склеивания и т. д. , например винт хромированный; трубка, сваренная из одного куска листового материала; коробка, склеенная из одного куска картона. • Сборочная единица – это изделие, составные части которого подлежат соединению между собой на предприятии изготовителе сборочными операциями (свинчиванием, клепкой, сваркой, пайкой, запрессовкой и т. д. ) • Комплекс – это два и более специфицированных изделия, не соединенные на предприятии изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Например, радиоприемник и головные телефоны, вибростенд и пульт управления стендом. • Комплект – два и более изделия, не соединенных на предприятии изготовителе сборочными операциями и представляющие собой набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера. Например, комплект запасных частей, комплект тары, комплект инструмента.
5. 2 Виды изделий • Деталь – это изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций. Например: литой корпус, печатная плата, отрезок кабеля заданной длины. Эти же изделия с покрытиями независимо от вида и толщины покрытия, или изготовленные с применением местной сварки, пайки, склеивания и т. д. , например винт хромированный; трубка, сваренная из одного куска листового материала; коробка, склеенная из одного куска картона. • Сборочная единица – это изделие, составные части которого подлежат соединению между собой на предприятии изготовителе сборочными операциями (свинчиванием, клепкой, сваркой, пайкой, запрессовкой и т. д. ) • Комплекс – это два и более специфицированных изделия, не соединенные на предприятии изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Например, радиоприемник и головные телефоны, вибростенд и пульт управления стендом. • Комплект – два и более изделия, не соединенных на предприятии изготовителе сборочными операциями и представляющие собой набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера. Например, комплект запасных частей, комплект тары, комплект инструмента.
 5. 3 Виды и комплектность конструкторских документов • • К конструкторским документам относят графические и текстовые документы, которые в отдельности или в совокупности определяют состав изделия и его устройство, а также содержат необходимые данные для его разработки, изготовления, контроля, приемки, эксплуатации и ремонта. Виды документов представлены в ГОСТ 2. 102 -68 (всего 26 видов). Документы в зависимости от стадии разработки подразделяются на проектные (техническое предложение, эскизный проект и технический проект) и рабочие (рабочая документация). Для каждой стадии разработки разрабатывается своя номенклатура конструкторских документов, представленных в таблице 3 данного стандарта. В этой же таблице приведены шифры разрабатываемых документов, например, СБ сборочный чертеж, ВС – ведомость спецификаций, ПЗ – пояснительная записка и т. д. При заполнении спецификаций раздел «Документация» должен заполняться в порядке упоминания документов в данной таблице.
5. 3 Виды и комплектность конструкторских документов • • К конструкторским документам относят графические и текстовые документы, которые в отдельности или в совокупности определяют состав изделия и его устройство, а также содержат необходимые данные для его разработки, изготовления, контроля, приемки, эксплуатации и ремонта. Виды документов представлены в ГОСТ 2. 102 -68 (всего 26 видов). Документы в зависимости от стадии разработки подразделяются на проектные (техническое предложение, эскизный проект и технический проект) и рабочие (рабочая документация). Для каждой стадии разработки разрабатывается своя номенклатура конструкторских документов, представленных в таблице 3 данного стандарта. В этой же таблице приведены шифры разрабатываемых документов, например, СБ сборочный чертеж, ВС – ведомость спецификаций, ПЗ – пояснительная записка и т. д. При заполнении спецификаций раздел «Документация» должен заполняться в порядке упоминания документов в данной таблице.
 Виды конструкторских документов Вид документа Определение Чертеж детали Документ, содержащий изображение детали и другие данные, необходимые для ее изготовления и контроля Сборочный чертеж Документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки (изготовления) и контроля. К сборочным чертежам также относят чертежи, по которым выполняют гидромонтаж и пневмомонтаж Чертеж общего вида Документ, определяющий конструкцию изделия, взаимодействие его составных частей и поясняющий принцип работы изделия Теоретический чертеж Документ, определяющий геометрическую форму (обводы) изделия и координаты расположения составных частей Габаритный чертеж Документ, содержащий контурное (упрощенное) изображение изделия с габаритными, установочными и присоединительными размерами Электромонтажный чертеж Документ, содержащий данные, необходимые для выполнения электрического монтажа изделия Монтажный чертеж Документ, содержащий контурное (упрощенное) изображение изделия, а также данные, необходимые для его установки (монтажа) на месте применения. К монтажным чертежам также относят чертежи фундаментов, специально разрабатываемых для установки изделия Схема Документ, на котором показаны в виде условных изображений или обозначений составные части изделия и связи между ними Спецификация Документ, определяющий состав сборочной единицы, комплекса или комплекта Пояснительная записка Документ, содержащий описание устройства и принципа действия разрабатываемого изделия, а также обоснование принятых при его
Виды конструкторских документов Вид документа Определение Чертеж детали Документ, содержащий изображение детали и другие данные, необходимые для ее изготовления и контроля Сборочный чертеж Документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки (изготовления) и контроля. К сборочным чертежам также относят чертежи, по которым выполняют гидромонтаж и пневмомонтаж Чертеж общего вида Документ, определяющий конструкцию изделия, взаимодействие его составных частей и поясняющий принцип работы изделия Теоретический чертеж Документ, определяющий геометрическую форму (обводы) изделия и координаты расположения составных частей Габаритный чертеж Документ, содержащий контурное (упрощенное) изображение изделия с габаритными, установочными и присоединительными размерами Электромонтажный чертеж Документ, содержащий данные, необходимые для выполнения электрического монтажа изделия Монтажный чертеж Документ, содержащий контурное (упрощенное) изображение изделия, а также данные, необходимые для его установки (монтажа) на месте применения. К монтажным чертежам также относят чертежи фундаментов, специально разрабатываемых для установки изделия Схема Документ, на котором показаны в виде условных изображений или обозначений составные части изделия и связи между ними Спецификация Документ, определяющий состав сборочной единицы, комплекса или комплекта Пояснительная записка Документ, содержащий описание устройства и принципа действия разрабатываемого изделия, а также обоснование принятых при его
 5. 3 Виды и комплектность конструкторских документов Рабочая документация на Код докумен та Наименование документа Техни ческое предл ожени е Эскиз ный проект детали сборо чные едини цы компл ексы компл екты Дополнительные указания Допускается не выпускать чертеж в случаях, оговоренных в ГОСТ‑ 2. 109‑ 73 1. Чертеж детали СБ 2. Сборочный чертеж ВО 4. Теоретически й чертеж 3. Чертеж общего вида ТЧ Техни ческий проект ГЧ 5 а. Электромонта 5. Габаритный чертеж МЭ
5. 3 Виды и комплектность конструкторских документов Рабочая документация на Код докумен та Наименование документа Техни ческое предл ожени е Эскиз ный проект детали сборо чные едини цы компл ексы компл екты Дополнительные указания Допускается не выпускать чертеж в случаях, оговоренных в ГОСТ‑ 2. 109‑ 73 1. Чертеж детали СБ 2. Сборочный чертеж ВО 4. Теоретически й чертеж 3. Чертеж общего вида ТЧ Техни ческий проект ГЧ 5 а. Электромонта 5. Габаритный чертеж МЭ
 Виды документов в зависимости от способа их выполнения • В зависимости от способа выполнения и характера использования все конструкторские документы подразделяются на следующие виды: • оригинал – документ, выполненный на любом материале и предназначенный для изготовления по ним подлинника; • подлинник документ, оформленный подлинными установленными подписями и выполненный на любом материале, позволяющим многократное снятие с него копий; • дубликат документ, идентичный с подлинником, выполненный на любом материале, пригодном для многократного снятия с них копий, и заверенный подписью лица, ответственного за выпуск документов; • копия – документ, выполненный способом, обеспечивающим его идентичность с подлинником, и предназначенный для непосредственного использования при разработке, производстве, эксплуатации и ремонте изделия.
Виды документов в зависимости от способа их выполнения • В зависимости от способа выполнения и характера использования все конструкторские документы подразделяются на следующие виды: • оригинал – документ, выполненный на любом материале и предназначенный для изготовления по ним подлинника; • подлинник документ, оформленный подлинными установленными подписями и выполненный на любом материале, позволяющим многократное снятие с него копий; • дубликат документ, идентичный с подлинником, выполненный на любом материале, пригодном для многократного снятия с них копий, и заверенный подписью лица, ответственного за выпуск документов; • копия – документ, выполненный способом, обеспечивающим его идентичность с подлинником, и предназначенный для непосредственного использования при разработке, производстве, эксплуатации и ремонте изделия.
 Комплектность конструкторских документов • При определении комплектности конструкторских документов на изделия следует различать: – основной конструкторский документ; – основной комплект конструкторских документов; – полный комплект конструкторских документов. • За основные конструкторские документы принимают: – для деталей – чертеж детали; – для сборочных единиц, комплексов и комплектов – спецификацию. • Основной комплект конструкторских документов изделия объединяет конструкторские документы, относящиеся ко всему изделию (составленные на все данное изделие в целом). Конструкторские документы составных частей в основной комплект документов изделий не входят. • Полный комплект конструкторских документов изделия составляют из основного комплекта конструкторских документов на все составные части данного изделия, примененные по своим основным конструкторским документам.
Комплектность конструкторских документов • При определении комплектности конструкторских документов на изделия следует различать: – основной конструкторский документ; – основной комплект конструкторских документов; – полный комплект конструкторских документов. • За основные конструкторские документы принимают: – для деталей – чертеж детали; – для сборочных единиц, комплексов и комплектов – спецификацию. • Основной комплект конструкторских документов изделия объединяет конструкторские документы, относящиеся ко всему изделию (составленные на все данное изделие в целом). Конструкторские документы составных частей в основной комплект документов изделий не входят. • Полный комплект конструкторских документов изделия составляют из основного комплекта конструкторских документов на все составные части данного изделия, примененные по своим основным конструкторским документам.
 5. 4 Обозначение изделий и конструкторских документов. Классификатор ЕСКД • Каждому изделию в классификаторе ЕСКД соответствует только одна классификационная характеристика. • При классификации изделий использованы следующие признаки: функциональный, служебного назначения, конструктивный, принципа действия, параметрический, геометрической формы, наименования изделия. • Обозначение основного конструкторского документа (чертежа детали или спецификации) включает: – код организации разработчика (до 4 знаков); – код классификационной характеристики (6 знаков); – порядковый регистрационный номер (3 знака). • Обозначение неосновного конструкторского документа включает дополнительно код документа, который должен содержать не более четырех знаков (Э 3, ПЭЭ 3, СБ и др. )
5. 4 Обозначение изделий и конструкторских документов. Классификатор ЕСКД • Каждому изделию в классификаторе ЕСКД соответствует только одна классификационная характеристика. • При классификации изделий использованы следующие признаки: функциональный, служебного назначения, конструктивный, принципа действия, параметрический, геометрической формы, наименования изделия. • Обозначение основного конструкторского документа (чертежа детали или спецификации) включает: – код организации разработчика (до 4 знаков); – код классификационной характеристики (6 знаков); – порядковый регистрационный номер (3 знака). • Обозначение неосновного конструкторского документа включает дополнительно код документа, который должен содержать не более четырех знаков (Э 3, ПЭЭ 3, СБ и др. )
 ХХХХ. ХХХ ХХХХ Код организации разработчика Класс Код Подклассификационной Группа характеристики Подгруппа Вид Регистрационный номер Код документа
ХХХХ. ХХХ ХХХХ Код организации разработчика Класс Код Подклассификационной Группа характеристики Подгруппа Вид Регистрационный номер Код документа
 Классификатор ЕСКД содержит 100 классов, из которых в настоящее время занято 49. Все множество изделий по функциональному признаку разделено на следующие группы классов: • классы изделий по видам техники; • классы изделий общемашиностроительных (класс 30); • классы деталей (классы 71 76).
Классификатор ЕСКД содержит 100 классов, из которых в настоящее время занято 49. Все множество изделий по функциональному признаку разделено на следующие группы классов: • классы изделий по видам техники; • классы изделий общемашиностроительных (класс 30); • классы деталей (классы 71 76).
 Пример. Определить код классификационной характеристики для детали – печатной платы односторонней на жестком основании прямоугольной формы размерами 60 х80 мм. Детали размещены в шести классах с 71 по 76: • 71 и 72 детали тела вращения; • 73 и 74 детали не тела вращения; • 75 детали тела вращения и (или) не тела вращения; • 76 детали инструмента и оснастки. В классе 75 находим подкласс 758000 – детали крепежные, платы печатные, детали электрорадиоэлектронные. В данном подклассе находим группу: 758700 – ПП на жестком основании, платы микросхем (758800 – ПП на гибком основании) и подгруппу 758710 – ПП на жестком основании, односторонние, прямоугольные • (758720 – ПП на жестком основании двусторонние); • (758760 ПП на жестком основании с контуром в плане • непрямолинейном). И, наконец, в обозначении вида для подгруппы 758710 для размеров ПП находим: 1 – до 20 мм; 2 –от 20 до 30 мм; 3 – от 30 до 50 мм; 4 – от 50 до 80 мм; 5 – от 80 до 125 мм; 6 – от 125 до 200 мм; 7 – свыше 200 мм • Таким образом, код классификационной характеристики данного изделия – 758714.
Пример. Определить код классификационной характеристики для детали – печатной платы односторонней на жестком основании прямоугольной формы размерами 60 х80 мм. Детали размещены в шести классах с 71 по 76: • 71 и 72 детали тела вращения; • 73 и 74 детали не тела вращения; • 75 детали тела вращения и (или) не тела вращения; • 76 детали инструмента и оснастки. В классе 75 находим подкласс 758000 – детали крепежные, платы печатные, детали электрорадиоэлектронные. В данном подклассе находим группу: 758700 – ПП на жестком основании, платы микросхем (758800 – ПП на гибком основании) и подгруппу 758710 – ПП на жестком основании, односторонние, прямоугольные • (758720 – ПП на жестком основании двусторонние); • (758760 ПП на жестком основании с контуром в плане • непрямолинейном). И, наконец, в обозначении вида для подгруппы 758710 для размеров ПП находим: 1 – до 20 мм; 2 –от 20 до 30 мм; 3 – от 30 до 50 мм; 4 – от 50 до 80 мм; 5 – от 80 до 125 мм; 6 – от 125 до 200 мм; 7 – свыше 200 мм • Таким образом, код классификационной характеристики данного изделия – 758714.
 5. 6 Техническое задание на проектирование В общем случае техническое задание в соответствии с ГОСТ 15. 001 88 должно включать в себя следующие требования: • наименование и область применения (использования) изделия; • основание для проектирования; • цель и назначение проектирования; • источники разработки; • технические требования; • экономические показатели; • стадии и этапы проектирования; • порядок контроля и приемки.
5. 6 Техническое задание на проектирование В общем случае техническое задание в соответствии с ГОСТ 15. 001 88 должно включать в себя следующие требования: • наименование и область применения (использования) изделия; • основание для проектирования; • цель и назначение проектирования; • источники разработки; • технические требования; • экономические показатели; • стадии и этапы проектирования; • порядок контроля и приемки.
 Технические требования • • • • Раздел «Технические требования» в общем случае должен состоять из следующих подразделов: состав изделия и требования к конструкции; показатели назначения и экономного использования сырья, материалов, топлива и энергии; требования к надежности; требования к технологичности и метрологичесому обеспечению; требования к уровню унификации и стандартизации; требования безопасности и требования по охране природы; эстетические и эргономические требования; требования к патентной чистоте; требования к составным частям изделия, сырью, исходным и эксплуатационным материалам; условия эксплуатации; требования к техническому обслуживанию и ремонту; требования к маркировке и упаковке; требования к транспортированию и хранению.
Технические требования • • • • Раздел «Технические требования» в общем случае должен состоять из следующих подразделов: состав изделия и требования к конструкции; показатели назначения и экономного использования сырья, материалов, топлива и энергии; требования к надежности; требования к технологичности и метрологичесому обеспечению; требования к уровню унификации и стандартизации; требования безопасности и требования по охране природы; эстетические и эргономические требования; требования к патентной чистоте; требования к составным частям изделия, сырью, исходным и эксплуатационным материалам; условия эксплуатации; требования к техническому обслуживанию и ремонту; требования к маркировке и упаковке; требования к транспортированию и хранению.
 предусматривает применение различных форм основных надписей для") Основные надписи Стандарт (ГОСТ 2. 104 -68) предусматривает применение различных форм основных надписей для чертежей и схем (форма 1, размеры 55 х185 мм) и для текстовых документов, примерами которых являются пояснительная записка, перечень элементов, спецификация, паспорт (форма 2 размером 40 х185 мм для первого листа и формы 2 а и 2 б размером 15 х185 мм для последующих листов). Последующие листы чертежей и схем выполняются по форме 1, при этом графы 1, 3, 4, 5, 6, 9 (соответственно наименование изделия, материал, литера документа, масса, масштаб, наименование предприятия) не заполняют. Допускается для последующих листов чертежей и схем применять форму 2 а.
Основные надписи Стандарт (ГОСТ 2. 104 -68) предусматривает применение различных форм основных надписей для чертежей и схем (форма 1, размеры 55 х185 мм) и для текстовых документов, примерами которых являются пояснительная записка, перечень элементов, спецификация, паспорт (форма 2 размером 40 х185 мм для первого листа и формы 2 а и 2 б размером 15 х185 мм для последующих листов). Последующие листы чертежей и схем выполняются по форме 1, при этом графы 1, 3, 4, 5, 6, 9 (соответственно наименование изделия, материал, литера документа, масса, масштаб, наименование предприятия) не заполняют. Допускается для последующих листов чертежей и схем применять форму 2 а.
 Основные надписи В графе 1 основной надписи записывается наименование изделия, которое должно начинаться с имени существительного в единственном числе в именительном падеже (для ТУ во множественном), например: Плата печатная, и наименование документа (для основных документов – чертежа детали для детали и спецификации для сборочной единицы наименование документа не указывается). В графе 2 и 26 проставляется обозначение документа (например, для платы печатной в рассмотренном выше примере – КНФУ. 758714. 001 В графе 3 записывают обозначение материала (графу заполняют только на чертежах деталей). Обозначение материала должно содержать наименование материала, марку и номер стандарта или технических условий, например: Стеклотекстолит фольгированный СФ 2 35 1, 5 ГОСТ 10316 78; Сталь 45 ГОСТ 1050 74. Если деталь должна быть изготовлена из сортового материала определенного профиля и размера (лист, уголок, труба и т. д. ), то в обозначение вводят соответствующий стандарт на сортамент, например: Полоса 5 х50 ГОСТ 103 -76 Ст3 ГОСТ 535 -79
Основные надписи В графе 1 основной надписи записывается наименование изделия, которое должно начинаться с имени существительного в единственном числе в именительном падеже (для ТУ во множественном), например: Плата печатная, и наименование документа (для основных документов – чертежа детали для детали и спецификации для сборочной единицы наименование документа не указывается). В графе 2 и 26 проставляется обозначение документа (например, для платы печатной в рассмотренном выше примере – КНФУ. 758714. 001 В графе 3 записывают обозначение материала (графу заполняют только на чертежах деталей). Обозначение материала должно содержать наименование материала, марку и номер стандарта или технических условий, например: Стеклотекстолит фольгированный СФ 2 35 1, 5 ГОСТ 10316 78; Сталь 45 ГОСТ 1050 74. Если деталь должна быть изготовлена из сортового материала определенного профиля и размера (лист, уголок, труба и т. д. ), то в обозначение вводят соответствующий стандарт на сортамент, например: Полоса 5 х50 ГОСТ 103 -76 Ст3 ГОСТ 535 -79
 • • • Расположение текста") Общие требования к текстовым документам (ГОСТ 2. 105 -95) • • • Расположение текста и его выполнение Построение документа Изложение текста документа Формулы Таблицы Приложения
Общие требования к текстовым документам (ГОСТ 2. 105 -95) • • • Расположение текста и его выполнение Построение документа Изложение текста документа Формулы Таблицы Приложения
 Расположение текста и его выполнение • Размер шрифта – не менее 2, 5 мм, цвет только черный • Расстояние от рамки до границ текста в начале и в конце строк должно быть не менее 3 мм, вверху и внизу – не менее 10 мм. • Абзацный отступ равен пяти пробелам (15 – 17 мм). • Исправления в документ вносятся путем подчистки неточности или закрашиванием белой краской с последующим нанесением на том же месте исправленного текста.
Расположение текста и его выполнение • Размер шрифта – не менее 2, 5 мм, цвет только черный • Расстояние от рамки до границ текста в начале и в конце строк должно быть не менее 3 мм, вверху и внизу – не менее 10 мм. • Абзацный отступ равен пяти пробелам (15 – 17 мм). • Исправления в документ вносятся путем подчистки неточности или закрашиванием белой краской с последующим нанесением на том же месте исправленного текста.
 Рекомендации по компьютерному оформлению текстовых документов (см. Сапаров В. Е. Дипломный проект от А до Я …. . ) Наименование элементов 1 -й вариант 2 -й вариант 1 Заголовок раздела Новая страница Да Да 16 (полуж. ) 14 (полуж. ) 1, 0— 1, 2 0, 8— 1, 0 Интервал до (пт) 0 0 Интервал после (пт) 20 15 Слева 1, 5 инт. 1 инт. Шрифт (пт) Абзацный отступ (см) Выравнивание Межстрочное расстояние 2 Заголовок подраздела Новая страница Нет 14 (полуж. ) 12 (полуж. ) 1, 0— 1, 2 0, 8— 1, 0 Интервал до 12 10 Интервал после 8 5 Выравнивание Слева 1, 5 инт. 1 инт. Шрифт Абзацный отступ Межстрочное расстояние
Рекомендации по компьютерному оформлению текстовых документов (см. Сапаров В. Е. Дипломный проект от А до Я …. . ) Наименование элементов 1 -й вариант 2 -й вариант 1 Заголовок раздела Новая страница Да Да 16 (полуж. ) 14 (полуж. ) 1, 0— 1, 2 0, 8— 1, 0 Интервал до (пт) 0 0 Интервал после (пт) 20 15 Слева 1, 5 инт. 1 инт. Шрифт (пт) Абзацный отступ (см) Выравнивание Межстрочное расстояние 2 Заголовок подраздела Новая страница Нет 14 (полуж. ) 12 (полуж. ) 1, 0— 1, 2 0, 8— 1, 0 Интервал до 12 10 Интервал после 8 5 Выравнивание Слева 1, 5 инт. 1 инт. Шрифт Абзацный отступ Межстрочное расстояние
 Рекомендации по компьютерному оформлению текстовых документов 3 Основной текст Шрифт 14 12 Абзацный отступ 1, 0— 1, 2 0, 8— 1, 0 Выравнивание полное Межстрочное расстояние 1, 5 инт. 1 инт. 4 Подписи к рисункам и заголовки таблиц Шрифт 12 5 Параметры документа (параметры страницы) Размер бумаги А 4 (21 х 29, 7 см) Верхнее поле 20 мм Нижнее поле 20 мм Правое поле 10 мм Левое поле 30 мм 10
Рекомендации по компьютерному оформлению текстовых документов 3 Основной текст Шрифт 14 12 Абзацный отступ 1, 0— 1, 2 0, 8— 1, 0 Выравнивание полное Межстрочное расстояние 1, 5 инт. 1 инт. 4 Подписи к рисункам и заголовки таблиц Шрифт 12 5 Параметры документа (параметры страницы) Размер бумаги А 4 (21 х 29, 7 см) Верхнее поле 20 мм Нижнее поле 20 мм Правое поле 10 мм Левое поле 30 мм 10
 Построение документа • Текст документа при необходимости разбивают на разделы и подразделы. • Разделы должны иметь порядковые номера в пределах всего документа, обозначенные арабскими цифрами без точки и записанные с абзацного отступа. • Номер подраздела состоит из номеров раздела и подраздела, разделенных точкой. • Разделы и подразделы могут разбиваться на пункты и подпункты. • Внутри пунктов и подпунктов могут быть приведены перечисления (через дефис или строчную букву со скобкой). • Дальнейшая детализация выполняется с использованием арабских цифр со скобкой (запись производится с абзацного отступа). В конце номеров разделов, подразделов, пунктов и подпунктов точка не ставится.
Построение документа • Текст документа при необходимости разбивают на разделы и подразделы. • Разделы должны иметь порядковые номера в пределах всего документа, обозначенные арабскими цифрами без точки и записанные с абзацного отступа. • Номер подраздела состоит из номеров раздела и подраздела, разделенных точкой. • Разделы и подразделы могут разбиваться на пункты и подпункты. • Внутри пунктов и подпунктов могут быть приведены перечисления (через дефис или строчную букву со скобкой). • Дальнейшая детализация выполняется с использованием арабских цифр со скобкой (запись производится с абзацного отступа). В конце номеров разделов, подразделов, пунктов и подпунктов точка не ставится.
 Пример построения документа 3 Разработка конструкции автомата подгонки резисторов 3. 1 Разработка технических требований к конструкции 3. 1. 1 Состав изделия и требования к конструкции 3. 1. 1. 1 В состав автомата подгонки резисторов должны входить: а) блок управления, обеспечивающий: подключение контрольного омметра; дистанционное включение и выключение; …………………………. б) узел установки резисторов, обеспечивающий: подключение резистивных элементов 1) СП 3 44 а – 0, 5 Вт; 2) СП 3 44 а – 0, 25 Вт …………. .
Пример построения документа 3 Разработка конструкции автомата подгонки резисторов 3. 1 Разработка технических требований к конструкции 3. 1. 1 Состав изделия и требования к конструкции 3. 1. 1. 1 В состав автомата подгонки резисторов должны входить: а) блок управления, обеспечивающий: подключение контрольного омметра; дистанционное включение и выключение; …………………………. б) узел установки резисторов, обеспечивающий: подключение резистивных элементов 1) СП 3 44 а – 0, 5 Вт; 2) СП 3 44 а – 0, 25 Вт …………. .
 листе помещают содержание, включающее номера") Содержание • В документе большого объема на первом (заглавном) листе помещают содержание, включающее номера и наименования разделов и подразделов с указанием номеров страниц (при наличии приложений они также указываются в содержании с приведением их тематического названия). Слово «Содержание» записывают в виде заголовка (симметрично текста) с прописной буквы. Наименования, включенные в содержание, записывают строчными буквами, начиная с прописной.
Содержание • В документе большого объема на первом (заглавном) листе помещают содержание, включающее номера и наименования разделов и подразделов с указанием номеров страниц (при наличии приложений они также указываются в содержании с приведением их тематического названия). Слово «Содержание» записывают в виде заголовка (симметрично текста) с прописной буквы. Наименования, включенные в содержание, записывают строчными буквами, начиная с прописной.
 Пример построения содержания 1 Анализ технического задания. . . . . . 2 1. 1 Анализ объекта установки и уровня механических воздействий 1. 2 Анализ схемы электрической принципиальной и описание принципа работы изделия 1. 3 Анализ климатических условий эксплуатации 1. 4 Выработка основных ограничений на конструкцию исходя из схемотехнических особенностей изделия, условий производства и эксплуатации 2 Обоснование основных конструктивных решений 2. 1 Выбор элементной базы и вариантов ее установки 2. 2 Обоснование выбора печатной платы 2. 2. 1 Выбор типа печатной платы. . . . . . . 3 Разработка конструкции узла 3. 1 Выбор элементов внешней коммутации узла 3. 2 Варианты компоновки узла. . . . . . . 4 Проверочные расчеты 4. 1 Расчет на механическую устойчивость 4. 2 Расчет основных электрических параметров. . . . . . . Заключение Библиографический список Приложение А. Эскизы компоновки узла Приложение Б. Эскизы разработки топологии. . . . 32
Пример построения содержания 1 Анализ технического задания. . . . . . 2 1. 1 Анализ объекта установки и уровня механических воздействий 1. 2 Анализ схемы электрической принципиальной и описание принципа работы изделия 1. 3 Анализ климатических условий эксплуатации 1. 4 Выработка основных ограничений на конструкцию исходя из схемотехнических особенностей изделия, условий производства и эксплуатации 2 Обоснование основных конструктивных решений 2. 1 Выбор элементной базы и вариантов ее установки 2. 2 Обоснование выбора печатной платы 2. 2. 1 Выбор типа печатной платы. . . . . . . 3 Разработка конструкции узла 3. 1 Выбор элементов внешней коммутации узла 3. 2 Варианты компоновки узла. . . . . . . 4 Проверочные расчеты 4. 1 Расчет на механическую устойчивость 4. 2 Расчет основных электрических параметров. . . . . . . Заключение Библиографический список Приложение А. Эскизы компоновки узла Приложение Б. Эскизы разработки топологии. . . . 32
 Изложение текста документа • • • Текст документа должен быть кратким, четким и не допускать различных толкований. В документах должны применяться научно технические термины, обозначения и определения, установленные соответствующими стандартами, а при их отсутствии – общепринятые в научно технической литературе. Если в документе принята специфическая терминология, то в конце его (перед списком литературы) должен быть перечень принятых терминов с соответствующими разъяснениями. Перечень включают в содержание документа. При изложении текста документа не следует: использовать личные местоимения (например, вместо «… я разработал 3 варианта» следует записать: Было разработано 3 варианта); применять произвольные сокращения слов (типа т. о. , т. к. , м. б. ). Допускается использовать сокращения, общепринятые в русском языке (и т. д. , и т. п. , т. е. , др. ) по ГОСТ 7. 12 и ГОСТ 2. 316 68 в оговоренных в данном стандарте случаях (т. е. в основных надписях, технических требованиях, спецификациях); сокращать обозначения единиц физических величин, если они употребляются без цифр (кроме случаев использования их в таблицах и формулах); применять без числовых значений математические знаки ( , , =, , , ), а также знаки №, %, ; применять индексы стандартов, технических условий и других документов без регистрационного номера, а также разносить обозначения указанных документов на две строки.
Изложение текста документа • • • Текст документа должен быть кратким, четким и не допускать различных толкований. В документах должны применяться научно технические термины, обозначения и определения, установленные соответствующими стандартами, а при их отсутствии – общепринятые в научно технической литературе. Если в документе принята специфическая терминология, то в конце его (перед списком литературы) должен быть перечень принятых терминов с соответствующими разъяснениями. Перечень включают в содержание документа. При изложении текста документа не следует: использовать личные местоимения (например, вместо «… я разработал 3 варианта» следует записать: Было разработано 3 варианта); применять произвольные сокращения слов (типа т. о. , т. к. , м. б. ). Допускается использовать сокращения, общепринятые в русском языке (и т. д. , и т. п. , т. е. , др. ) по ГОСТ 7. 12 и ГОСТ 2. 316 68 в оговоренных в данном стандарте случаях (т. е. в основных надписях, технических требованиях, спецификациях); сокращать обозначения единиц физических величин, если они употребляются без цифр (кроме случаев использования их в таблицах и формулах); применять без числовых значений математические знаки ( , , =, , , ), а также знаки №, %, ; применять индексы стандартов, технических условий и других документов без регистрационного номера, а также разносить обозначения указанных документов на две строки.
 Изложение текста документа • • • Не допускается отделять единицу физической величины от числового значения (переносить их на разные строки или страницы). 220 В. Также не допускается разносить на две строки обозначения марок материалов, типов компонентов, обозначения нормативных документов (стандартов, технических условий и т. д. ). Округление числовых значений величин для различных типоразмеров, марок и т. п. изделий одного наименование должно быть одинаковым. Например, толщина печатной платы выбирается из ряда 0, 8; 1, 0; 1, 5; 2, 0 мм. Размерность указывается в конце перечисления. Дробные числа должны приводиться в виде десятичных дробей (кроме размеров в дюймах). Если в документе приводятся поясняющие надписи, наносимые непосредственно на изготовляемое изделие (например, на планке, на лицевой панели и т. п. ), их выделяют шрифтом (без кавычек), например, ВКЛ. , ОТКЛ. , или кавычками если надпись состоит из цифр и (или) знаков ( «+12 В» , « 20 д. Б» ). В документе следует применять стандартизованные единицы физических величин, их наименование, обозначение в соответствии с ГОСТ 8. 417. Применение в одном документе разных систем обозначений физических величин не допускается. Числовые значения величин в тексте следует указывать со степенью точности, которая необходима для обеспечения требуемых свойств изделия, при этом в ряду величин осуществляется выравнивание числа знаков после запятой.
Изложение текста документа • • • Не допускается отделять единицу физической величины от числового значения (переносить их на разные строки или страницы). 220 В. Также не допускается разносить на две строки обозначения марок материалов, типов компонентов, обозначения нормативных документов (стандартов, технических условий и т. д. ). Округление числовых значений величин для различных типоразмеров, марок и т. п. изделий одного наименование должно быть одинаковым. Например, толщина печатной платы выбирается из ряда 0, 8; 1, 0; 1, 5; 2, 0 мм. Размерность указывается в конце перечисления. Дробные числа должны приводиться в виде десятичных дробей (кроме размеров в дюймах). Если в документе приводятся поясняющие надписи, наносимые непосредственно на изготовляемое изделие (например, на планке, на лицевой панели и т. п. ), их выделяют шрифтом (без кавычек), например, ВКЛ. , ОТКЛ. , или кавычками если надпись состоит из цифр и (или) знаков ( «+12 В» , « 20 д. Б» ). В документе следует применять стандартизованные единицы физических величин, их наименование, обозначение в соответствии с ГОСТ 8. 417. Применение в одном документе разных систем обозначений физических величин не допускается. Числовые значения величин в тексте следует указывать со степенью точности, которая необходима для обеспечения требуемых свойств изделия, при этом в ряду величин осуществляется выравнивание числа знаков после запятой.
 Перечисления, знаки и числа в тексте • Если перечисление состоит из отдельных фраз или развернутых сочетаний со знаками препинания, то каждый элемент пишут с новой строки и отделяют фразы точкой с запятой. Пример. . . в последнее время во всех странах процесс развития радиоэлектроники и радиотехники характеризовался следующими основными тенденциями: • реализацией в аппаратуре более тонких физических эффектов и технических решений; • освоением новых диапазонов волн; • Нельзя обрывать основную фразу перед нумерованными перечислениями на предлогах и союзах: из, на, от, что, как и т. д. • Знаки: °, №, %, ln и т. д. применяются только при цифровых или буквенных величинах. Знаки №, % для обозначения множественного числа удваивать не следует. • Пример: Магниты № 1, 3 и 5. • Числа с размерностью пишутся только цифрами. Например: Масса 10 килограммов. Числа до десяти без размерностей или единиц измерения пишутся в тексте словами, свыше десяти — цифрами. Дроби пишутся всегда цифрами, например 1/2; 3, 25. • Количественные числительные, обозначаемые цифрами, пишутся в буквенно цифровой форме, например: 25 млн; 150 тыс. ; 3 млрд. • При указании пределов измерения значений величин их приводят один раз, например: • 35— 40 мм; от 1 до 5 м; 7, 2 х 3, 4 мм (а не 7, 2 мм х 3, 4 мм). • При написании обозначений производных единиц, не имеющих собственных наименований, применяют точки и косые черты. Примеры: Н • м 3; кг/м 3; Вт/(м 2 • К).
Перечисления, знаки и числа в тексте • Если перечисление состоит из отдельных фраз или развернутых сочетаний со знаками препинания, то каждый элемент пишут с новой строки и отделяют фразы точкой с запятой. Пример. . . в последнее время во всех странах процесс развития радиоэлектроники и радиотехники характеризовался следующими основными тенденциями: • реализацией в аппаратуре более тонких физических эффектов и технических решений; • освоением новых диапазонов волн; • Нельзя обрывать основную фразу перед нумерованными перечислениями на предлогах и союзах: из, на, от, что, как и т. д. • Знаки: °, №, %, ln и т. д. применяются только при цифровых или буквенных величинах. Знаки №, % для обозначения множественного числа удваивать не следует. • Пример: Магниты № 1, 3 и 5. • Числа с размерностью пишутся только цифрами. Например: Масса 10 килограммов. Числа до десяти без размерностей или единиц измерения пишутся в тексте словами, свыше десяти — цифрами. Дроби пишутся всегда цифрами, например 1/2; 3, 25. • Количественные числительные, обозначаемые цифрами, пишутся в буквенно цифровой форме, например: 25 млн; 150 тыс. ; 3 млрд. • При указании пределов измерения значений величин их приводят один раз, например: • 35— 40 мм; от 1 до 5 м; 7, 2 х 3, 4 мм (а не 7, 2 мм х 3, 4 мм). • При написании обозначений производных единиц, не имеющих собственных наименований, применяют точки и косые черты. Примеры: Н • м 3; кг/м 3; Вт/(м 2 • К).
 Сокращения обозначения ученых степеней и званий Ученые степени и звания, если они стоят перед фамилией, сокращают следующим образом: • академик — акад. ; • член корреспондент — чл. кор. ; • профессор — проф. ; • доцент — доц. ; • ассистент — ассист. ; • старший преподаватель — ст. преп. ; • доктор физико математических наук — д р физ. мат. наук; • доктор технических наук — д р техн. наук; • кандидат технических наук — канд. техн. наук; • старший научный сотрудник — ст. науч. сотр. ; • младший научный сотрудник — мл. науч. сотр. .
Сокращения обозначения ученых степеней и званий Ученые степени и звания, если они стоят перед фамилией, сокращают следующим образом: • академик — акад. ; • член корреспондент — чл. кор. ; • профессор — проф. ; • доцент — доц. ; • ассистент — ассист. ; • старший преподаватель — ст. преп. ; • доктор физико математических наук — д р физ. мат. наук; • доктор технических наук — д р техн. наук; • кандидат технических наук — канд. техн. наук; • старший научный сотрудник — ст. науч. сотр. ; • младший научный сотрудник — мл. науч. сотр. .
 Формулы • Расположение в тексте. Формулы являются составной частью текста и поэтому они не должны нарушать грамматической структуры фразы. Расположение – по центру строки • Пояснение символов и числовых коэффициентов, входящих в формулу, если они не пояснены ранее в тексте, должны быть приведены непосредственно под формулой. Пояснение каждого символа следует давать с новой строки в той последовательности, в которой символы приведены в формуле. Первая строка пояснения должна начинаться со слова «где» без двоеточия после него. Пример. Диаметры монтажных отверстий do вычисляются по формуле: do = dв + dно + r, (1) где dв – диаметр вывода элемента; dно – нижнее предельное отклонение диаметра отверстия; r – гарантированный монтажный зазор. • Переноска формулы допускается на знаках выполняемых операций (кроме знака деления : ), при этом знак в начале следующей строки повторяют. • Нумерация. Формулы должны иметь сквозную нумерацию, обозначаемую арабскими цифрами в круглых скобках, проставляемые справа на уровне формулы. Допускается нумерация формул в пределах раздела. Применение машинописных и рукописных символов в одной формуле не допускается. • Ссылки в тексте на порядковые номера формул дают в скобках, например, … в формуле (1)
Формулы • Расположение в тексте. Формулы являются составной частью текста и поэтому они не должны нарушать грамматической структуры фразы. Расположение – по центру строки • Пояснение символов и числовых коэффициентов, входящих в формулу, если они не пояснены ранее в тексте, должны быть приведены непосредственно под формулой. Пояснение каждого символа следует давать с новой строки в той последовательности, в которой символы приведены в формуле. Первая строка пояснения должна начинаться со слова «где» без двоеточия после него. Пример. Диаметры монтажных отверстий do вычисляются по формуле: do = dв + dно + r, (1) где dв – диаметр вывода элемента; dно – нижнее предельное отклонение диаметра отверстия; r – гарантированный монтажный зазор. • Переноска формулы допускается на знаках выполняемых операций (кроме знака деления : ), при этом знак в начале следующей строки повторяют. • Нумерация. Формулы должны иметь сквозную нумерацию, обозначаемую арабскими цифрами в круглых скобках, проставляемые справа на уровне формулы. Допускается нумерация формул в пределах раздела. Применение машинописных и рукописных символов в одной формуле не допускается. • Ссылки в тексте на порядковые номера формул дают в скобках, например, … в формуле (1)
 могут быть расположены как по тексту документа (возможно") Иллюстрации • Иллюстрации (рисунки, графики, фотографии) могут быть расположены как по тексту документа (возможно ближе к соответствующим частям текста), так и в конце его. • Нумерация. Рисунки следует нумеровать арабскими цифрами сквозной нумерацией. Допускается нумерация в пределах раздела (например, рисунок 3. 2. ). Ссылки на иллюстрации выполняют по типу: на рисунке 2 … • Иллюстрации, при необходимости, могут иметь наименование и пояснительные данные (подрисуночный текст). Слово «рисунок» и наименование помещают после пояснительных данных и располагают следующим образом: 1 2 3 1 – турбулентная волна; 2 – ламинарная волна; 3 – печатная плата Рисунок 1 – Пайка двойной волной припоя
Иллюстрации • Иллюстрации (рисунки, графики, фотографии) могут быть расположены как по тексту документа (возможно ближе к соответствующим частям текста), так и в конце его. • Нумерация. Рисунки следует нумеровать арабскими цифрами сквозной нумерацией. Допускается нумерация в пределах раздела (например, рисунок 3. 2. ). Ссылки на иллюстрации выполняют по типу: на рисунке 2 … • Иллюстрации, при необходимости, могут иметь наименование и пояснительные данные (подрисуночный текст). Слово «рисунок» и наименование помещают после пояснительных данных и располагают следующим образом: 1 2 3 1 – турбулентная волна; 2 – ламинарная волна; 3 – печатная плата Рисунок 1 – Пайка двойной волной припоя
 Приложения • • • В приложениях размещают материал, дополняющий текст документа (графический материал, объемные таблицы, расчеты, алгоритмы). В тексте документа на все приложения должны быть ссылки, приложения располагаются в порядке ссылок на них. Каждое приложение следует начинать с новой страницы с указанием наверху посередине страницы слова «Приложение…» и его обозначения. Приложение должно иметь заголовок, который записывают симметрично относительно текста с прописной буквы отдельной строкой. Обозначение. Приложения обозначают заглавными буквами русского алфавита, начиная с буквы А, за исключением букв Ё, З, Й, О, Ч, Ь, Ы, Ъ. Все приложения должны быть перечислены в содержании документа с указанием их номеров и заголовков. Формат. Приложения, как правило, выполняют на листах формата А 4. Допускается оформлять приложения на листах формата А 3, А 4 х4, А 2 и А 1. Нумерация страниц. Приложения должны иметь общую с остальной частью документа сквозную нумерацию страниц. Нумерация формул, рисунков, таблиц, приводимых в приложениях должна выполняться с обозначением приложения, например, рисунок В. 5; Таблица А. 7. 1 (текст приложения может разбиваться на разделы, подразделы, пункты, подпункты). Приложения, выпускаемые в виде самостоятельного документа, оформляют по общим правилам – первый лист с основной надписью по форме 2, последующие листы – по форме 2 а по ГОСТ 2. 104 68*.
Приложения • • • В приложениях размещают материал, дополняющий текст документа (графический материал, объемные таблицы, расчеты, алгоритмы). В тексте документа на все приложения должны быть ссылки, приложения располагаются в порядке ссылок на них. Каждое приложение следует начинать с новой страницы с указанием наверху посередине страницы слова «Приложение…» и его обозначения. Приложение должно иметь заголовок, который записывают симметрично относительно текста с прописной буквы отдельной строкой. Обозначение. Приложения обозначают заглавными буквами русского алфавита, начиная с буквы А, за исключением букв Ё, З, Й, О, Ч, Ь, Ы, Ъ. Все приложения должны быть перечислены в содержании документа с указанием их номеров и заголовков. Формат. Приложения, как правило, выполняют на листах формата А 4. Допускается оформлять приложения на листах формата А 3, А 4 х4, А 2 и А 1. Нумерация страниц. Приложения должны иметь общую с остальной частью документа сквозную нумерацию страниц. Нумерация формул, рисунков, таблиц, приводимых в приложениях должна выполняться с обозначением приложения, например, рисунок В. 5; Таблица А. 7. 1 (текст приложения может разбиваться на разделы, подразделы, пункты, подпункты). Приложения, выпускаемые в виде самостоятельного документа, оформляют по общим правилам – первый лист с основной надписью по форме 2, последующие листы – по форме 2 а по ГОСТ 2. 104 68*.
 Приложение А Пример оформления технического задания на разработку установки электроискровой подгонки резисторов 1 Назначение и область применения 1. 1 Изделию присвоить наименование "Установка для подгонки толстопленочных переменных резисторов" (УПР). 1. 2 УПР предназначена для подгонки толстопленочных переменных резисто ров без нарушения резистивного слоя. 2 Основание для разработки 2. 1 Отсутствие приемлемых методов и средств подгонки толстопленочных переменных резисторов. Повышение выхода годных, экономия материалов. З Цель и назначение разработки 3. 1 Целью разработки является создание УПР и комплекта рабочей кон структорской документации с литерой "И". 3. 2 Приборы с заданными в настоящем ТЗ характеристиками, отечествен ной промышленностью не выпускается. 3. 3 Потребность в УПР ПО "Контакт" составляет 3 шт.
Приложение А Пример оформления технического задания на разработку установки электроискровой подгонки резисторов 1 Назначение и область применения 1. 1 Изделию присвоить наименование "Установка для подгонки толстопленочных переменных резисторов" (УПР). 1. 2 УПР предназначена для подгонки толстопленочных переменных резисто ров без нарушения резистивного слоя. 2 Основание для разработки 2. 1 Отсутствие приемлемых методов и средств подгонки толстопленочных переменных резисторов. Повышение выхода годных, экономия материалов. З Цель и назначение разработки 3. 1 Целью разработки является создание УПР и комплекта рабочей кон структорской документации с литерой "И". 3. 2 Приборы с заданными в настоящем ТЗ характеристиками, отечествен ной промышленностью не выпускается. 3. 3 Потребность в УПР ПО "Контакт" составляет 3 шт.
 Таблицы • • • Таблицы применяют для лучшей наглядности и удобства сравнения показателей. Название таблицы, при его наличии, должно отражать ее содержание, быть точным, кратким. Название следует помещать над таблицей справа от слова «Таблица …» через дефис как это показано в примере. Таблицы, за исключением таблиц приложений, следует нумеровать арабскими цифрами сквозной нумерацией по всему документу (допускается нумерация в пределах раздела). В последнем случае номер таблицы состоит из номера раздела и порядкового номера таблицы, разделенных точкой. На все таблицы документа должны быть приведены ссылки в тексте документа, при ссылке следует писать слово «таблица» с указанием ее номера. Таблица 3. 1 Обозначение основных размеров чип компонента Типоразмер чипкорпуса (в сотых долях дюйма) Размеры в плане (Bx. L), мм 00501 0101 0201 0402 0603 1206 1210 2412 2225 0, 125 х0, 25 0, 5 х0, 25 1 х 0, 5 1, 6 х0, 8 3, 2 х1, 6 3, 2 х2, 6 6 х3 5, 7 х6, 3
Таблицы • • • Таблицы применяют для лучшей наглядности и удобства сравнения показателей. Название таблицы, при его наличии, должно отражать ее содержание, быть точным, кратким. Название следует помещать над таблицей справа от слова «Таблица …» через дефис как это показано в примере. Таблицы, за исключением таблиц приложений, следует нумеровать арабскими цифрами сквозной нумерацией по всему документу (допускается нумерация в пределах раздела). В последнем случае номер таблицы состоит из номера раздела и порядкового номера таблицы, разделенных точкой. На все таблицы документа должны быть приведены ссылки в тексте документа, при ссылке следует писать слово «таблица» с указанием ее номера. Таблица 3. 1 Обозначение основных размеров чип компонента Типоразмер чипкорпуса (в сотых долях дюйма) Размеры в плане (Bx. L), мм 00501 0101 0201 0402 0603 1206 1210 2412 2225 0, 125 х0, 25 0, 5 х0, 25 1 х 0, 5 1, 6 х0, 8 3, 2 х1, 6 3, 2 х2, 6 6 х3 5, 7 х6, 3
 Таблицы • Заголовки граф и строк следует писать с прописной буквы, а подзаголовки граф – со строчной, если они составляют одно предложение с заголовком, или с прописной буквы, если они имеют самостоятельное значение. В конце заголовков и подзаголовков таблиц точки не ставят. Заголовки и подзаголовки граф указывают в единственном числе. Заголовки граф, как правило, записывают параллельно строкам таблицы. При необходимости допускается перпендикулярное расположение заголовков граф. • Графу «Номер по порядку» в таблицу включать не допускается. При необходимости нумерации показателей, параметров или других данных порядковые номера следует указывать в первой графе (боковике) таблицы непосредственно перед их наименованием. Перед числовыми значениями величин и обозначением типов, марок и т. п. порядковые номера не проставляют. • Таблицы слева, справа и снизу, как правило, ограничивают линиями. • Горизонтальные и вертикальные линии, разграничивающие строки таблицы, допускается не проводить, если их отсутствие не затрудняет пользование таблицей. Высота строк таблицы должна быть не менее 8 мм.
Таблицы • Заголовки граф и строк следует писать с прописной буквы, а подзаголовки граф – со строчной, если они составляют одно предложение с заголовком, или с прописной буквы, если они имеют самостоятельное значение. В конце заголовков и подзаголовков таблиц точки не ставят. Заголовки и подзаголовки граф указывают в единственном числе. Заголовки граф, как правило, записывают параллельно строкам таблицы. При необходимости допускается перпендикулярное расположение заголовков граф. • Графу «Номер по порядку» в таблицу включать не допускается. При необходимости нумерации показателей, параметров или других данных порядковые номера следует указывать в первой графе (боковике) таблицы непосредственно перед их наименованием. Перед числовыми значениями величин и обозначением типов, марок и т. п. порядковые номера не проставляют. • Таблицы слева, справа и снизу, как правило, ограничивают линиями. • Горизонтальные и вертикальные линии, разграничивающие строки таблицы, допускается не проводить, если их отсутствие не затрудняет пользование таблицей. Высота строк таблицы должна быть не менее 8 мм.
 Таблицы • Если таблица большая, то ее размещают на нескольких листах. В этом случае слово «Таблица» с ее порядковым номером и наименованием указывают один раз над первой частью таблицы, над другими частями пишут слова «Продолжение таблицы» ( «Окончание таблицы» ) с указанием номера таблицы. При этом в каждой части таблицы повторяют ее головку и боковик (допускается заменять головку и боковик соответственно номером граф или строк, которые нумеруются в первой части таблицы). • Если в конце страницы таблица прерывается и ее продолжение будет на следующей странице, то в первой части таблицы нижнюю горизонтальную линию, ограничивающую таблицу, не проводят. • Таблицы с небольшим количеством граф допускается делить на части и помещать одну часть рядом с другой на одной странице. При этом головка таблицы повторяется, а части таблицы разделяются двойной линией или линией толщиной 2 s.
Таблицы • Если таблица большая, то ее размещают на нескольких листах. В этом случае слово «Таблица» с ее порядковым номером и наименованием указывают один раз над первой частью таблицы, над другими частями пишут слова «Продолжение таблицы» ( «Окончание таблицы» ) с указанием номера таблицы. При этом в каждой части таблицы повторяют ее головку и боковик (допускается заменять головку и боковик соответственно номером граф или строк, которые нумеруются в первой части таблицы). • Если в конце страницы таблица прерывается и ее продолжение будет на следующей странице, то в первой части таблицы нижнюю горизонтальную линию, ограничивающую таблицу, не проводят. • Таблицы с небольшим количеством граф допускается делить на части и помещать одну часть рядом с другой на одной странице. При этом головка таблицы повторяется, а части таблицы разделяются двойной линией или линией толщиной 2 s.
 Таблицы • Если все показатели, приведенные в графах таблицы, выражены в одной и той же единице физической величины, то ее обозначение необходимо помещать над таблицей справа, а при делении таблицы на части – над каждой ее частью. При этом указание единицы физической величины приводится не в сокращенном, а в полном виде, например: Таблица 3. 1 - Значения…… В миллиметрах Для преобладающего показателя физической величины также справа над таблицей записывают: Напряжение в вольтах; Вес в килограммах. • Текст, повторяющийся в строках одной и той же графы и состоящий из двух и более слов, при первом повторении заменяют словами «То же» , а далее кавычками. При наличии горизонтальных линий текст необходимо повторять. • Не допускается заменять кавычками повторяющиеся в таблице цифры, математические знаки, знаки процента, обозначение марок материалов и типоразмеров изделий, обозначения нормативных документов.
Таблицы • Если все показатели, приведенные в графах таблицы, выражены в одной и той же единице физической величины, то ее обозначение необходимо помещать над таблицей справа, а при делении таблицы на части – над каждой ее частью. При этом указание единицы физической величины приводится не в сокращенном, а в полном виде, например: Таблица 3. 1 - Значения…… В миллиметрах Для преобладающего показателя физической величины также справа над таблицей записывают: Напряжение в вольтах; Вес в килограммах. • Текст, повторяющийся в строках одной и той же графы и состоящий из двух и более слов, при первом повторении заменяют словами «То же» , а далее кавычками. При наличии горизонтальных линий текст необходимо повторять. • Не допускается заменять кавычками повторяющиеся в таблице цифры, математические знаки, знаки процента, обозначение марок материалов и типоразмеров изделий, обозначения нормативных документов.
 Примеры записи использованных источников •") Особенности оформления списка использованных источников (ГОСТ 7. 80 -2003) Примеры записи использованных источников • Для книг: 1. Никольский, В. В. Электродинамика и распространение радиоволн. М. : Наука, 1978. — 543 с. 2. Неганов, В. А. Электродинамическая теория полосково щелевых структур СВЧ. Самара: Изд во Саратовского ун та, Самарский филиал, 1991. — 240 с. 3. Радиотехнические цепи и сигналы /Д. В. Васильев, Н. Р. Витоль, А. П. Го рошенков и др. ; Под ред. К. А. Самойло. М. : Радио и связь, 1982. — 528 с. 4. Мидвинтер, Дж. Э. Волоконные световоды для передачи информации: Пер. с англ. /Под ред. Е. М. Дианова. — М. : Радио и связь, 1983. 336 с. 5. Сборник научных трудов /Центр, науч. исслед. ин т связи. Связь, 1975. Вып. 2. 80 с. Для статей: 1. Mezain, I. H. Rolling circuit boards improves soldering/ /Electronic Engenering. 1977. Vol. 34, № 16. — p. 181. 2. Неганов В. А. Метод сингулярных интегральных уравнений для расчета соб ственных волн экранированных щелевых структур / / Радиотехника и электроника, 1986. Т. 31, № 3, с. 479 484.
Особенности оформления списка использованных источников (ГОСТ 7. 80 -2003) Примеры записи использованных источников • Для книг: 1. Никольский, В. В. Электродинамика и распространение радиоволн. М. : Наука, 1978. — 543 с. 2. Неганов, В. А. Электродинамическая теория полосково щелевых структур СВЧ. Самара: Изд во Саратовского ун та, Самарский филиал, 1991. — 240 с. 3. Радиотехнические цепи и сигналы /Д. В. Васильев, Н. Р. Витоль, А. П. Го рошенков и др. ; Под ред. К. А. Самойло. М. : Радио и связь, 1982. — 528 с. 4. Мидвинтер, Дж. Э. Волоконные световоды для передачи информации: Пер. с англ. /Под ред. Е. М. Дианова. — М. : Радио и связь, 1983. 336 с. 5. Сборник научных трудов /Центр, науч. исслед. ин т связи. Связь, 1975. Вып. 2. 80 с. Для статей: 1. Mezain, I. H. Rolling circuit boards improves soldering/ /Electronic Engenering. 1977. Vol. 34, № 16. — p. 181. 2. Неганов В. А. Метод сингулярных интегральных уравнений для расчета соб ственных волн экранированных щелевых структур / / Радиотехника и электроника, 1986. Т. 31, № 3, с. 479 484.
 • Для патентной документации: 1.") Особенности оформления списка использованных источников (ГОСТ 7. 80 -2003) • Для патентной документации: 1. А. С. 1479980 СССР, МКИ 4 HOI P 1/39. Циркулятор СВЧ /В. А. Неганов (СССР). — 4147615/Z 4 09. Заяв. 17. 11. 86. Опуб. 15. 05. 89. Бюл. № 18. 2. Пат. 368740 Швейцария. Verfahren und Anlager zen Herstellung vor Baukorpern/N. W. Knauf. Для стандартов: 1. ГОСТ 26814 86 Кабели оптические. Методы измерения параметров. Депонированные научные работы: 1. Неганов, В. А. Метод сингулярных интегральных уравнений в теории экранированных структур СВЧ/Ред. журн. «Изв. вузов. Радиофизика» . — Горький, 1985, 27 с. — Деп. в ВИНИТИ 27. 09. 85, № 6953 В 85. Для сети Интернет: 1. Смирнов, И. Г. Структурированные кабельные системы, www/smartcity. ru/ books / content /html. Во всех случаях использования цитат, формулировок, формул, графиков, таблиц и др. , заимствованных из опубликованных источников, необходима соответствующая ссылка на них. Примеры: . . . в [1] приведено описание работы. . . Согласно [2], диаграмма направленности оценивается по формуле. . . Как показано в [3], характеристики имеют вид. . .
Особенности оформления списка использованных источников (ГОСТ 7. 80 -2003) • Для патентной документации: 1. А. С. 1479980 СССР, МКИ 4 HOI P 1/39. Циркулятор СВЧ /В. А. Неганов (СССР). — 4147615/Z 4 09. Заяв. 17. 11. 86. Опуб. 15. 05. 89. Бюл. № 18. 2. Пат. 368740 Швейцария. Verfahren und Anlager zen Herstellung vor Baukorpern/N. W. Knauf. Для стандартов: 1. ГОСТ 26814 86 Кабели оптические. Методы измерения параметров. Депонированные научные работы: 1. Неганов, В. А. Метод сингулярных интегральных уравнений в теории экранированных структур СВЧ/Ред. журн. «Изв. вузов. Радиофизика» . — Горький, 1985, 27 с. — Деп. в ВИНИТИ 27. 09. 85, № 6953 В 85. Для сети Интернет: 1. Смирнов, И. Г. Структурированные кабельные системы, www/smartcity. ru/ books / content /html. Во всех случаях использования цитат, формулировок, формул, графиков, таблиц и др. , заимствованных из опубликованных источников, необходима соответствующая ссылка на них. Примеры: . . . в [1] приведено описание работы. . . Согласно [2], диаграмма направленности оценивается по формуле. . . Как показано в [3], характеристики имеют вид. . .
 • • Спецификацию составляют на отдельных листах на каждую") Спецификация (ГОСТ 2. 106 -96) • • Спецификацию составляют на отдельных листах на каждую сборочную единицу, комплекс и комплект по форме 1 и 1 а. В спецификацию вносят составные части, входящие в специфицируемое изделие, а также конструкторские документы, относящиеся к этому изделию и к его неспецифицируемым частям. Спецификация в общем виде состоит из разделов, которые располагают в следующей последовательности: документация; комплексы; сборочные единицы; детали; стандартные изделия; прочие изделия; материалы; комплекты. Наименование каждого раздела указывают в виде заголовка в графе «Наименование» по центру графы и подчеркивают. Допускается объединять разделы «Стандартные изделия» и «Прочие изделия» .
Спецификация (ГОСТ 2. 106 -96) • • Спецификацию составляют на отдельных листах на каждую сборочную единицу, комплекс и комплект по форме 1 и 1 а. В спецификацию вносят составные части, входящие в специфицируемое изделие, а также конструкторские документы, относящиеся к этому изделию и к его неспецифицируемым частям. Спецификация в общем виде состоит из разделов, которые располагают в следующей последовательности: документация; комплексы; сборочные единицы; детали; стандартные изделия; прочие изделия; материалы; комплекты. Наименование каждого раздела указывают в виде заголовка в графе «Наименование» по центру графы и подчеркивают. Допускается объединять разделы «Стандартные изделия» и «Прочие изделия» .
 Спецификация В раздел «Документация» вносят документы, составляющие основной комплект конструкторских документов специфицированного изделия, кроме его спецификации, а также документы основного комплекта записываемых в спецификацию неспецифицируемых составных частей (деталей), кроме их рабочих чертежей (например, теоретический чертеж, габаритный чертеж, программа и методика испытаний, технические условия и др. ) Документы внутри раздела записывают в следующей последовательности: • документы на неспецифицируемые составные части. • документы на специфицируемое изделие Документы в каждой части раздела записывают в порядке, оговоренном для заполнения разделов «Комплексы» , «Сборочные единицы» и «Детали» , а в пределах обозначения изделия – в последовательности, в которой они перечислены в ГОСТ 2. 102 68 (таблица 3).
Спецификация В раздел «Документация» вносят документы, составляющие основной комплект конструкторских документов специфицированного изделия, кроме его спецификации, а также документы основного комплекта записываемых в спецификацию неспецифицируемых составных частей (деталей), кроме их рабочих чертежей (например, теоретический чертеж, габаритный чертеж, программа и методика испытаний, технические условия и др. ) Документы внутри раздела записывают в следующей последовательности: • документы на неспецифицируемые составные части. • документы на специфицируемое изделие Документы в каждой части раздела записывают в порядке, оговоренном для заполнения разделов «Комплексы» , «Сборочные единицы» и «Детали» , а в пределах обозначения изделия – в последовательности, в которой они перечислены в ГОСТ 2. 102 68 (таблица 3).
 5. 3 Виды и комплектность конструкторских документов Рабочая документация на Код докумен та Наименование документа Техни ческое предл ожени е Эскиз ный проект детали Сбороч Ком комплек ные плексы ты единиц ы 1. Чертеж детали СБ 2. Сборочный чертеж ВО 4. Теоретически й чертеж 3. Чертеж общего вида ТЧ Техни ческий проект ГЧ 5 а. Электромонта Допускается не выпускать чертеж в случаях, оговоренных в ГОСТ‑ 2. 109‑ 73 5. Габаритный чертеж МЭ Дополнительные указания
5. 3 Виды и комплектность конструкторских документов Рабочая документация на Код докумен та Наименование документа Техни ческое предл ожени е Эскиз ный проект детали Сбороч Ком комплек ные плексы ты единиц ы 1. Чертеж детали СБ 2. Сборочный чертеж ВО 4. Теоретически й чертеж 3. Чертеж общего вида ТЧ Техни ческий проект ГЧ 5 а. Электромонта Допускается не выпускать чертеж в случаях, оговоренных в ГОСТ‑ 2. 109‑ 73 5. Габаритный чертеж МЭ Дополнительные указания
 Спецификация • Заполнение разделов «Комплексы» , «Сборочные единицы» и «Детали» рекомендуется производить в алфавитном порядке сочетания букв кодов организаций разработчиков. В пределах этих кодов – в порядке возрастания классификационной характеристики, при одинаковой классификационной характеристике – по возрастанию порядкового регистрационного номера. В разделе «Стандартные изделия» записывают изделия, примененные по стандартам: межгосударст венным, государственным и отраслевым. В пределах каждой категории стандартов запись рекомендуется производить по группам изделий, объединенных по их функциональному назначению (например, подшипники, крепежные изделия, электрорадиоэлементы и т. п. ), в пределах каждой группы – в алфавитном порядке наименований изделий, в пределах каждого наименования – в порядке возрастания обозначений стандартов, а в пределах каждого обозначения стандарта – в порядке возрастания основных параметров или размеров изделия.
Спецификация • Заполнение разделов «Комплексы» , «Сборочные единицы» и «Детали» рекомендуется производить в алфавитном порядке сочетания букв кодов организаций разработчиков. В пределах этих кодов – в порядке возрастания классификационной характеристики, при одинаковой классификационной характеристике – по возрастанию порядкового регистрационного номера. В разделе «Стандартные изделия» записывают изделия, примененные по стандартам: межгосударст венным, государственным и отраслевым. В пределах каждой категории стандартов запись рекомендуется производить по группам изделий, объединенных по их функциональному назначению (например, подшипники, крепежные изделия, электрорадиоэлементы и т. п. ), в пределах каждой группы – в алфавитном порядке наименований изделий, в пределах каждого наименования – в порядке возрастания обозначений стандартов, а в пределах каждого обозначения стандарта – в порядке возрастания основных параметров или размеров изделия.
 Спецификация • • • В раздел «Прочие изделия» вносят изделия, примененные по техническим условиям. Запись изделий рекомендуется производить по группам, объединенным по их функциональному назначению; в пределах каждой группы – в алфавитном порядке наименований изделий, а в пределах каждого наименования – в порядке возрастания основных параметров или размеров изделия (или обозначения марки изделия, например: Микросхема К 555 ИЕ 5 б. КО. 348. 289 ТУ Микросхема К 555 ЛА 3 б. КО. 348. 289 ТУ Микросхема К 555 ЛА 8 б. КО. 348. 289 ТУ). В раздел «Материалы» вносят все материалы, непосредственно входящие в специфицируемое изделие. Материалы рекомендуется записывать по видам в следующей последовательности: металлы черные; металлы магнито электрические и ферромагнитные; металлы цветные, благородные и редкие; кабели, провода и шнуры; пластмассы и пресс материалы; бумажные и текстильные материалы; лесоматериалы; резиновые и кожевенные материалы; минеральные, керамические и стеклянные материалы; лаки, краски, нефтепродукты и химикаты; прочие материалы. В пределах каждого вида материалов рекомендуется записывать их в алфавитном порядке наименований, а для одинаковых по наименованию по возрастанию параметров, например толщины. В раздел «Материалы» не записывают материалы, необходимое количество которых не может быть определено конструктором по размерам элементов изделия и вследствие этого устанавливаются технологом. К таким материалам относят, например: лаки, краски, клей, смазки, припои, электроды. Указания о применении таких материалов дают в технических требованиях на поле чертежа.
Спецификация • • • В раздел «Прочие изделия» вносят изделия, примененные по техническим условиям. Запись изделий рекомендуется производить по группам, объединенным по их функциональному назначению; в пределах каждой группы – в алфавитном порядке наименований изделий, а в пределах каждого наименования – в порядке возрастания основных параметров или размеров изделия (или обозначения марки изделия, например: Микросхема К 555 ИЕ 5 б. КО. 348. 289 ТУ Микросхема К 555 ЛА 3 б. КО. 348. 289 ТУ Микросхема К 555 ЛА 8 б. КО. 348. 289 ТУ). В раздел «Материалы» вносят все материалы, непосредственно входящие в специфицируемое изделие. Материалы рекомендуется записывать по видам в следующей последовательности: металлы черные; металлы магнито электрические и ферромагнитные; металлы цветные, благородные и редкие; кабели, провода и шнуры; пластмассы и пресс материалы; бумажные и текстильные материалы; лесоматериалы; резиновые и кожевенные материалы; минеральные, керамические и стеклянные материалы; лаки, краски, нефтепродукты и химикаты; прочие материалы. В пределах каждого вида материалов рекомендуется записывать их в алфавитном порядке наименований, а для одинаковых по наименованию по возрастанию параметров, например толщины. В раздел «Материалы» не записывают материалы, необходимое количество которых не может быть определено конструктором по размерам элементов изделия и вследствие этого устанавливаются технологом. К таким материалам относят, например: лаки, краски, клей, смазки, припои, электроды. Указания о применении таких материалов дают в технических требованиях на поле чертежа.
 Спецификация. Пример оформления
Спецификация. Пример оформления
 • 5. 8. Правила выполнения графических конструкторских документов
• 5. 8. Правила выполнения графических конструкторских документов
 • Схема электрическая") Общие требования к выполнению схем и перечня элементов (ГОСТ 2. 702) • Схема электрическая принципиальная совместно с перечнем элементов определяет полный состав элементов и связей между ними. Оформление этих документов производится в соответствии со стандартами ГОСТ 2. 702 75, ГОСТ 2. 751 73. Элементы на схеме изображают в виде условных графических обозначений (УГО) согласно ГОСТ 2. 721. . . ГОСТ 2. 760, при этом УГО ориентируются вдоль формата (исключение могут составлять мостовые схемы). • Схемы выполняются без соблюдения масштаба, действительное пространственное расположение составных частей изделия либо не учитывается вообще, либо учитывается приближенно. Размеры условных графических обозначений, а также толщины их линий должны быть одинаковыми на всех схемах для данного изделия. Все размеры графических обозначений допускается пропорционально изменять. Графические обозначения на схемах следует выполнять линиями той же толщины, что и линии связи.
Общие требования к выполнению схем и перечня элементов (ГОСТ 2. 702) • Схема электрическая принципиальная совместно с перечнем элементов определяет полный состав элементов и связей между ними. Оформление этих документов производится в соответствии со стандартами ГОСТ 2. 702 75, ГОСТ 2. 751 73. Элементы на схеме изображают в виде условных графических обозначений (УГО) согласно ГОСТ 2. 721. . . ГОСТ 2. 760, при этом УГО ориентируются вдоль формата (исключение могут составлять мостовые схемы). • Схемы выполняются без соблюдения масштаба, действительное пространственное расположение составных частей изделия либо не учитывается вообще, либо учитывается приближенно. Размеры условных графических обозначений, а также толщины их линий должны быть одинаковыми на всех схемах для данного изделия. Все размеры графических обозначений допускается пропорционально изменять. Графические обозначения на схемах следует выполнять линиями той же толщины, что и линии связи.
 Линии связи • • • Линии связи выполняют толщиной от 0, 2 до 1 мм в зависимости от форматов схемы и размеров графических обозначений. Рекомендуемая толщина линий от 0, 3 до 0, 4 мм. На схемах должно быть наименьшее количество изломов и пересечений линий связи. Расстояние между соседними параллельными линиями связи должно быть не менее 3 мм, а расстояние между отдельными условными графическими обозначениями не менее 2 мм. Линии связи располагаются параллельно сторонам формата. Допускается проводить их под углом для некоторых элементов (триггеров, мостовых схем). Для упрощения схемы допускается несколько электрически не связанных линий связи сливать в линию групповой связи, но при подходе к контактам или элементам каждую линию связи изображают отдельной линией. Линии групповой связи выполняются в соответствии с требованиями ГОСТ 2. 751 73. Толщина линии групповой связи выбирается в пределах (2 – 4) s. Слияние линий электрической связи в групповую выполняется под прямым углом либо под углом 45° (в последнем случае наклон линии должен соответствовать дальнейшему направлению прохождения линии связи). При подходе линий электрической связи под прямым углом с двух сторон к линии групповой связи расстояние между этими линями должно быть не менее 2 мм. При слиянии линий связи каждую линию помечают в месте слияния и в месте разветвления условными обозначениями (цифрами, буквами или сочетанием букв и цифр).
Линии связи • • • Линии связи выполняют толщиной от 0, 2 до 1 мм в зависимости от форматов схемы и размеров графических обозначений. Рекомендуемая толщина линий от 0, 3 до 0, 4 мм. На схемах должно быть наименьшее количество изломов и пересечений линий связи. Расстояние между соседними параллельными линиями связи должно быть не менее 3 мм, а расстояние между отдельными условными графическими обозначениями не менее 2 мм. Линии связи располагаются параллельно сторонам формата. Допускается проводить их под углом для некоторых элементов (триггеров, мостовых схем). Для упрощения схемы допускается несколько электрически не связанных линий связи сливать в линию групповой связи, но при подходе к контактам или элементам каждую линию связи изображают отдельной линией. Линии групповой связи выполняются в соответствии с требованиями ГОСТ 2. 751 73. Толщина линии групповой связи выбирается в пределах (2 – 4) s. Слияние линий электрической связи в групповую выполняется под прямым углом либо под углом 45° (в последнем случае наклон линии должен соответствовать дальнейшему направлению прохождения линии связи). При подходе линий электрической связи под прямым углом с двух сторон к линии групповой связи расстояние между этими линями должно быть не менее 2 мм. При слиянии линий связи каждую линию помечают в месте слияния и в месте разветвления условными обозначениями (цифрами, буквами или сочетанием букв и цифр).
 Позиционные обозначения элементов • Каждый элемент электрической схемы должен иметь позиционное обозначение в соответствии с ГОСТ 2. 710 81. Порядковые номера позиционных обозначений присваиваются начиная с единицы для каждого вида элементов (конденсаторов, резисторов, диодов и др. ) на схеме сверху вниз в направлении слева направо. Образно это можно представить в виде вертикального сканирования изображения схемы (в отличие от горизонтального построчного сканирования что мы делаем при чтении). • Позиционные обозначения проставляются на схеме рядом с условными графическими обозначениями элементов с правой стороны (например, для вертикально ориентированного обозначения резистора) или над ними. Поэтому надо быть внимательными при вычерчивании схемы и предусматривать в соответствующих местах зону, свободную от каких либо обозначений (линий связи, УГО). • При наличии в изделии нескольких одинаковых функциональных групп позиционные обозначения элементов, присвоенные в одной из этих групп, следует повторять во всех последующих группах. При этом вначале присваивают позиционные обозначения элементам, не входящим в функциональные группы, и затем элементам, входящим в функциональные группы. Обозначение функциональной группы, присвоенное в соответствии с ГОСТ 2. 710 81, указывают около изображения функциональной группы.
Позиционные обозначения элементов • Каждый элемент электрической схемы должен иметь позиционное обозначение в соответствии с ГОСТ 2. 710 81. Порядковые номера позиционных обозначений присваиваются начиная с единицы для каждого вида элементов (конденсаторов, резисторов, диодов и др. ) на схеме сверху вниз в направлении слева направо. Образно это можно представить в виде вертикального сканирования изображения схемы (в отличие от горизонтального построчного сканирования что мы делаем при чтении). • Позиционные обозначения проставляются на схеме рядом с условными графическими обозначениями элементов с правой стороны (например, для вертикально ориентированного обозначения резистора) или над ними. Поэтому надо быть внимательными при вычерчивании схемы и предусматривать в соответствующих местах зону, свободную от каких либо обозначений (линий связи, УГО). • При наличии в изделии нескольких одинаковых функциональных групп позиционные обозначения элементов, присвоенные в одной из этих групп, следует повторять во всех последующих группах. При этом вначале присваивают позиционные обозначения элементам, не входящим в функциональные группы, и затем элементам, входящим в функциональные группы. Обозначение функциональной группы, присвоенное в соответствии с ГОСТ 2. 710 81, указывают около изображения функциональной группы.
 Регулятор напряжения Схема электрическая принципиальная.
Регулятор напряжения Схема электрическая принципиальная.
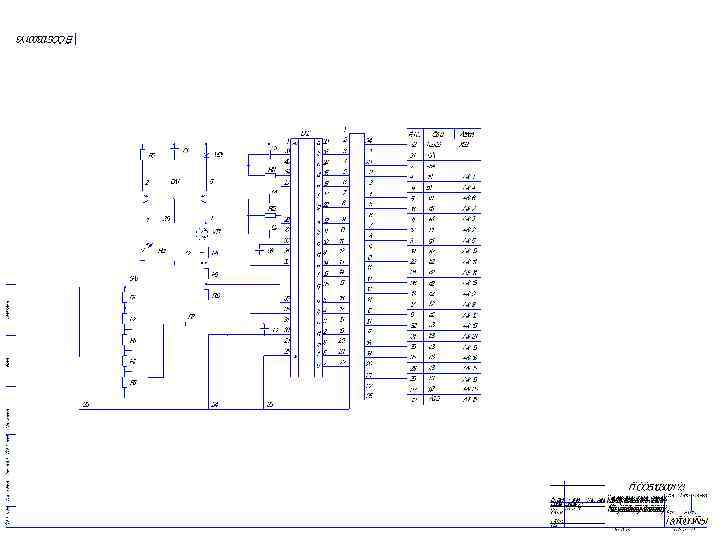
 Перечень элементов схемы помещают на первом листе схемы или выполняют в виде самостоятельного документа. Не допускается начинать перечень элементов на первом листе схемы, а заканчивать на последующих листах или на отдельных листах формата А 4. При выполнении перечня элементов в виде самостоятельного документа ему присваивают шифр ПЭ Э 3. • Перечень элементов оформляют в виде таблицы, заполняемой сверху вниз, и располагают над основной надписью, при этом расстояние между перечнем элементов и основной надписью должно быть не менее 12 мм. Продолжение перечня элементов помещают слева от основной надписи, повторяя головку таблицы.
Перечень элементов схемы помещают на первом листе схемы или выполняют в виде самостоятельного документа. Не допускается начинать перечень элементов на первом листе схемы, а заканчивать на последующих листах или на отдельных листах формата А 4. При выполнении перечня элементов в виде самостоятельного документа ему присваивают шифр ПЭ Э 3. • Перечень элементов оформляют в виде таблицы, заполняемой сверху вниз, и располагают над основной надписью, при этом расстояние между перечнем элементов и основной надписью должно быть не менее 12 мм. Продолжение перечня элементов помещают слева от основной надписи, повторяя головку таблицы.
 Совмещенное выполнение Э 3 и ПЭ
Совмещенное выполнение Э 3 и ПЭ
 Перечень элементов • В графу “Поз. обозначения” перечня элементов вносят позицион ные обозначения элементов, устройств и функциональных групп. Заполнение этой графы производят по группам в алфавитном порядке позиционных обозначений (соответственно по латинскому алфавиту). В пределах каждой группы, имеющей одинаковые буквенные позиционные обозначения, элементы располагают по возрастанию порядковых номеров. Допускается для элементов одного типа с одинаковыми параметрами и с последовательными порядковыми номерами в данной графе указывать только элементы с наименьшим и наибольшим порядковыми номерами, например: ВА 1, ВА 2; С 3…С 7. В этом случае в графе «Кол во» указывается общее количество таких элементов. • В графе «Наименование» для элементов приводят их наименование в соответствии с документом, на основании которого данный элемент применен, необходимые технические характеристики элемента (например, для резисторов – номинальную мощность, сопротивление с предельными отклонениями величины сопротивления; для конденсаторов – группу ТКЕ, рабочее напряжение, величину емкости и допуск на нее), обозначение документа (ГОСТ, ТУ или основной конструкторский документ для оригинальных электрорадиоэлементов и устройств).
Перечень элементов • В графу “Поз. обозначения” перечня элементов вносят позицион ные обозначения элементов, устройств и функциональных групп. Заполнение этой графы производят по группам в алфавитном порядке позиционных обозначений (соответственно по латинскому алфавиту). В пределах каждой группы, имеющей одинаковые буквенные позиционные обозначения, элементы располагают по возрастанию порядковых номеров. Допускается для элементов одного типа с одинаковыми параметрами и с последовательными порядковыми номерами в данной графе указывать только элементы с наименьшим и наибольшим порядковыми номерами, например: ВА 1, ВА 2; С 3…С 7. В этом случае в графе «Кол во» указывается общее количество таких элементов. • В графе «Наименование» для элементов приводят их наименование в соответствии с документом, на основании которого данный элемент применен, необходимые технические характеристики элемента (например, для резисторов – номинальную мощность, сопротивление с предельными отклонениями величины сопротивления; для конденсаторов – группу ТКЕ, рабочее напряжение, величину емкости и допуск на нее), обозначение документа (ГОСТ, ТУ или основной конструкторский документ для оригинальных электрорадиоэлементов и устройств).
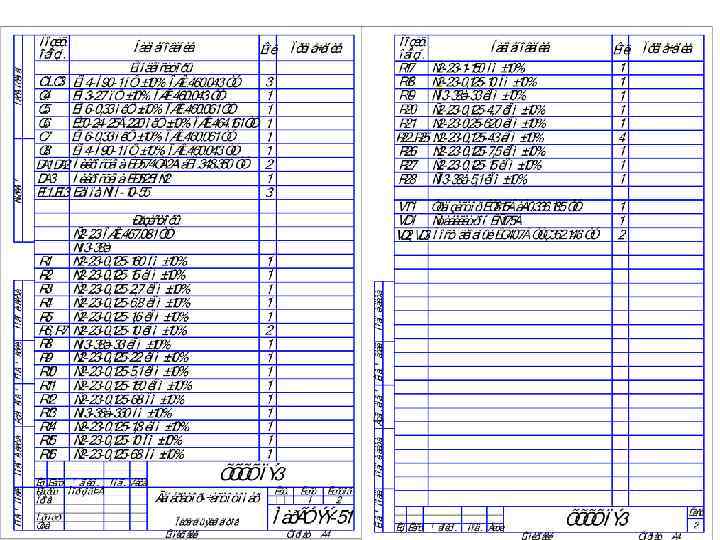
. А А а б в") Особенности оформления чертежей печатных плат (ГОСТ 2. 417 -91). А А а б в Рисунок 5. 6 – Неправильное (а) и правильное (б, в) расположение проекций печатной платы
Особенности оформления чертежей печатных плат (ГОСТ 2. 417 -91). А А а б в Рисунок 5. 6 – Неправильное (а) и правильное (б, в) расположение проекций печатной платы
 Пример оформления чертежа печатной платы .
Пример оформления чертежа печатной платы .
 Пример оформления чертежа печатной платы
Пример оформления чертежа печатной платы
 Пример оформления сборочного чертежа радиоэлектронного узла.
Пример оформления сборочного чертежа радиоэлектронного узла.
 Пример оформления сборочного чертежа радиоэлектронного узла
Пример оформления сборочного чертежа радиоэлектронного узла
 Пример оформления чертежа лицевой панели
Пример оформления чертежа лицевой панели
 Пример сборочного чертежа изделия
Пример сборочного чертежа изделия
 * Размеры для справок Размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом, называются справочными. Справочные размеры на чертеже отмечают знаком «*» , а в технических требованиях записывают: «* Размеры для справок» . К справочным размерам относятся: а) один из размеров замкнутой размерной цепи. Предельные отклонения таких размеров на чертеже не указывают; б) размеры, перенесенные с чертежей изделий заготовок; в) размеры, определяющие положение элементов детали, подлежащих обработке по другой детали; г) размеры на сборочном чертеже, по которым определяют предельные положения отдельных элементов конструкции, например, ход поршня; д) размеры на сборочном чертеже, перенесенные с чертежей деталей и используемые в качестве установочных и присоединительных; е) габаритные размеры на сборочном чертеже, перенесенные с чертежей деталей или являющиеся суммой размеров нескольких деталей; ж) размеры деталей (элементов) из сортового, фасонного, листового и другого проката, если они полностью определяются обозначением материала в графе 3 основной надписи.
* Размеры для справок Размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом, называются справочными. Справочные размеры на чертеже отмечают знаком «*» , а в технических требованиях записывают: «* Размеры для справок» . К справочным размерам относятся: а) один из размеров замкнутой размерной цепи. Предельные отклонения таких размеров на чертеже не указывают; б) размеры, перенесенные с чертежей изделий заготовок; в) размеры, определяющие положение элементов детали, подлежащих обработке по другой детали; г) размеры на сборочном чертеже, по которым определяют предельные положения отдельных элементов конструкции, например, ход поршня; д) размеры на сборочном чертеже, перенесенные с чертежей деталей и используемые в качестве установочных и присоединительных; е) габаритные размеры на сборочном чертеже, перенесенные с чертежей деталей или являющиеся суммой размеров нескольких деталей; ж) размеры деталей (элементов) из сортового, фасонного, листового и другого проката, если они полностью определяются обозначением материала в графе 3 основной надписи.
 Технические требования на чертежах • • • Текстовая часть состоит из технических требований и (или) технической характеристики (ГОСТ 2. 316 68). Если в чертеже имеются и технические требования и техническая характеристика, то над основной надписью помещаются технические требования. На листах формата более А 4 допускается текст располагать в несколько колонок, ширина которых должна быть не более 185 мм, при этом продолжение помещают слева от основной надписи. Технические требования на чертеже излагают, группируя вместе однородные и близкие по своему характеру требования в следующей последовательности : указание материалов заменителей; требования к материалам и качеству швов неразъемных соединений; термической обработке и к свойствам материала готовой детали; размеры, предельные отклонения размеров, формы и расположения поверхностей, массы и т. п. ; требования к качеству поверхности, указания по их отделке, покрытия; требования, предъявляемые к настройке и регулированию изделия; другие требования к качеству изделия, например, виброустойчивость, бесшумность и т. д. условия и методы испытаний; указания о маркировании и клеймении; правила транспортирования и хранения; особые условия эксплуатации; ссылки на другие документы, содержащие технические требования на данное изделие, но не приведенные в чертеже. Примечание. На чертежах печатных плат первым пунктом записывается метод изготовления печатной платы, если такие указания необходимы (ГОСТ 2. 417 -91).
Технические требования на чертежах • • • Текстовая часть состоит из технических требований и (или) технической характеристики (ГОСТ 2. 316 68). Если в чертеже имеются и технические требования и техническая характеристика, то над основной надписью помещаются технические требования. На листах формата более А 4 допускается текст располагать в несколько колонок, ширина которых должна быть не более 185 мм, при этом продолжение помещают слева от основной надписи. Технические требования на чертеже излагают, группируя вместе однородные и близкие по своему характеру требования в следующей последовательности : указание материалов заменителей; требования к материалам и качеству швов неразъемных соединений; термической обработке и к свойствам материала готовой детали; размеры, предельные отклонения размеров, формы и расположения поверхностей, массы и т. п. ; требования к качеству поверхности, указания по их отделке, покрытия; требования, предъявляемые к настройке и регулированию изделия; другие требования к качеству изделия, например, виброустойчивость, бесшумность и т. д. условия и методы испытаний; указания о маркировании и клеймении; правила транспортирования и хранения; особые условия эксплуатации; ссылки на другие документы, содержащие технические требования на данное изделие, но не приведенные в чертеже. Примечание. На чертежах печатных плат первым пунктом записывается метод изготовления печатной платы, если такие указания необходимы (ГОСТ 2. 417 -91).
 Технические требования на чертежах • Пункты технических требований должны иметь сквозную нумерацию и каждый пункт должен записываться с новой строки с абзаца. Заголовок «Технические требования» не пишут (кроме случая применения на чертеже одновременно и технической характеристики и технических требований. В этом случае указываются оба заголовка). • Текстовая часть помещается только на первом листе чертежа при выполнении его на нескольких листах. • Необходимые таблицы располагаются на свободном поле чертежа справа от изображений или под ними. Если на таблицы нет ссылок в технических требованиях и если в чертеже только одна таблица, то они не нумеруются и слово «Таблица» не пишется.
Технические требования на чертежах • Пункты технических требований должны иметь сквозную нумерацию и каждый пункт должен записываться с новой строки с абзаца. Заголовок «Технические требования» не пишут (кроме случая применения на чертеже одновременно и технической характеристики и технических требований. В этом случае указываются оба заголовка). • Текстовая часть помещается только на первом листе чертежа при выполнении его на нескольких листах. • Необходимые таблицы располагаются на свободном поле чертежа справа от изображений или под ними. Если на таблицы нет ссылок в технических требованиях и если в чертеже только одна таблица, то они не нумеруются и слово «Таблица» не пишется.
 Понятие точности Для определения точности линейных размеров элементов деталей используется единая система допусков и посадок (ЕСДП), опирающаяся на международную систему стандартов ИСО. В ЕСДП приняты 19 квалитетов точности (вместо ранее применявшихся классов точности), записываемые в порядке понижения точности: 01, 0, 1, 2, 3, . . . , 17. Квалитеты имеют следующее назначение: 01, 0 и 1 для концевых мер длины; со 2 го по 4 й — для калибров и особо точных изделий; с 5 го по 13 й допуски для сопрягаемых размеров деталей; с 14 го по 17 й — для несопрягаемых размеров деталей. Допуски обозначают IT с порядковым номером квалитета, например IT 12. При назначении допусков (квалитетов) используют систему отверстия и систему вала.
Понятие точности Для определения точности линейных размеров элементов деталей используется единая система допусков и посадок (ЕСДП), опирающаяся на международную систему стандартов ИСО. В ЕСДП приняты 19 квалитетов точности (вместо ранее применявшихся классов точности), записываемые в порядке понижения точности: 01, 0, 1, 2, 3, . . . , 17. Квалитеты имеют следующее назначение: 01, 0 и 1 для концевых мер длины; со 2 го по 4 й — для калибров и особо точных изделий; с 5 го по 13 й допуски для сопрягаемых размеров деталей; с 14 го по 17 й — для несопрягаемых размеров деталей. Допуски обозначают IT с порядковым номером квалитета, например IT 12. При назначении допусков (квалитетов) используют систему отверстия и систему вала.
 Схема расположения рядов основных отклонений валов и отверстий А, В, С…отклонения в системе отверстия a, b, c…отклонения в системе вала
Схема расположения рядов основных отклонений валов и отверстий А, В, С…отклонения в системе отверстия a, b, c…отклонения в системе вала
 Точность деталей при обработке резанием Вид обработки резанием Класс точности Квалитет точности токарных токарно револьверных Точение на станках-автоматах: 2— 5 3— 4 6— 12 8— 11 токарно револьверных продольного точения многошпиндельных Фрезерование и строгание Шлифование Сверление Зенкерование и растачивание Развертывание Протягивание 3 4 2— 3 4— 5 2— 5 1— 3 2 8— 11 6— 8 11— 12 6— 13 5— 8 11— 13 6— 12 5— 9 6 Точение на станках:
Точность деталей при обработке резанием Вид обработки резанием Класс точности Квалитет точности токарных токарно револьверных Точение на станках-автоматах: 2— 5 3— 4 6— 12 8— 11 токарно револьверных продольного точения многошпиндельных Фрезерование и строгание Шлифование Сверление Зенкерование и растачивание Развертывание Протягивание 3 4 2— 3 4— 5 2— 5 1— 3 2 8— 11 6— 8 11— 12 6— 13 5— 8 11— 13 6— 12 5— 9 6 Точение на станках:
 Понятие шероховатости поверхности Поперечные микронеровности и их расчетные элементы: 1 — резец, 2 — деталь Высота h неровности может быть определена по формуле h=R— R cos(α /2)=R[1—cos (α/2)]=2 R sin 2 (α /4), где α — центральный угол резания, который связан с подачей соотношением S/2=R sin (α /2),
Понятие шероховатости поверхности Поперечные микронеровности и их расчетные элементы: 1 — резец, 2 — деталь Высота h неровности может быть определена по формуле h=R— R cos(α /2)=R[1—cos (α/2)]=2 R sin 2 (α /4), где α — центральный угол резания, который связан с подачей соотношением S/2=R sin (α /2),
 Параметры шероховатости Среднее арифметическое отклонение профиля Ra поверхности отсчитывается от условной средней линии профиля АВ и определяется как среднее арифметическое абсолютных значений отклонений профиля у (без учета их алгебраического знака) в пределах базовой длины /: Ra= (У 1+У 2+Уз+-. . +Уп)/n, где n — число измеренных значений всех расстояний У. Базовая длина l - от 0, 08 до 8 мм. Параметр Ra может иметь значение от 0, 012 до 100 мкм Высота неровностей Rz определяется как сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших его впадин в пределах базовой длины: Параметр Rz может иметь значение от 0, 025 до 1600 мкм
Параметры шероховатости Среднее арифметическое отклонение профиля Ra поверхности отсчитывается от условной средней линии профиля АВ и определяется как среднее арифметическое абсолютных значений отклонений профиля у (без учета их алгебраического знака) в пределах базовой длины /: Ra= (У 1+У 2+Уз+-. . +Уп)/n, где n — число измеренных значений всех расстояний У. Базовая длина l - от 0, 08 до 8 мм. Параметр Ra может иметь значение от 0, 012 до 100 мкм Высота неровностей Rz определяется как сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших его впадин в пределах базовой длины: Параметр Rz может иметь значение от 0, 025 до 1600 мкм
 Зависимость шероховатости поверхности от метода обработки
Зависимость шероховатости поверхности от метода обработки
 Шероховатость поверхности при различных видах обработки Методы обработки Rа мкм, не более Rz, мкм, не более Резцами и фрезами 80 40 20 10 5 2, 5 1, 25 0, 63 0, 32 0, 16 0, 08 0, 04 0, 02 0, 01 320 160 80 40 20 10 6, 3 3, 2 1, 6 0, 8 0, 4 0, 2 0, 1 0, 05 Резцами, чистовая Фрезами чистовая + + + Резцами, тонкая Развертывание Шлифование грубое + + + черновая + + + Шлифование чистовое и тонкое + + Притирка + + + Полиров ка + + + Доводка и хонинго вание + + +
Шероховатость поверхности при различных видах обработки Методы обработки Rа мкм, не более Rz, мкм, не более Резцами и фрезами 80 40 20 10 5 2, 5 1, 25 0, 63 0, 32 0, 16 0, 08 0, 04 0, 02 0, 01 320 160 80 40 20 10 6, 3 3, 2 1, 6 0, 8 0, 4 0, 2 0, 1 0, 05 Резцами, чистовая Фрезами чистовая + + + Резцами, тонкая Развертывание Шлифование грубое + + + черновая + + + Шлифование чистовое и тонкое + + Притирка + + + Полиров ка + + + Доводка и хонинго вание + + +
 Особенности простановки параметров шероховатости
Особенности простановки параметров шероховатости
 Обозначение параметров шероховатости
Обозначение параметров шероховатости
 Простановка параметров шероховатости
Простановка параметров шероховатости
 Простановка параметров шероховатости
Простановка параметров шероховатости
 Простановка параметров шероховатости
Простановка параметров шероховатости
 6. 5 Изготовление деталей холодной штамповкой • Холодная штамповка — высокопроизводительный, малоотходный довольно точный метод формообразования деталей ЭС. Этим методом изготавливают каркасы, направляющие в каркасах, пластины магнитопроводов, клеммные зажимы и многие другие детали. • Исходными материалами для холодной штамповки являются листы, полосы, ленты из черных и цветных металлов, неметаллических материалов (картон, резина, фибра, текстолит). Предварительно исходный материал раскраивают, размещая будущие детали с наименьшими отходами
6. 5 Изготовление деталей холодной штамповкой • Холодная штамповка — высокопроизводительный, малоотходный довольно точный метод формообразования деталей ЭС. Этим методом изготавливают каркасы, направляющие в каркасах, пластины магнитопроводов, клеммные зажимы и многие другие детали. • Исходными материалами для холодной штамповки являются листы, полосы, ленты из черных и цветных металлов, неметаллических материалов (картон, резина, фибра, текстолит). Предварительно исходный материал раскраивают, размещая будущие детали с наименьшими отходами
 Виды раскроя материала перед штамповкой Для решения вопроса рационального использования материалов рекомендуется использовать обзор: "Оптимизация раскроя материалов" /Сост. Ф. В. Бабаев. – М. : НИИ Маш, 1978. – 72 с.
Виды раскроя материала перед штамповкой Для решения вопроса рационального использования материалов рекомендуется использовать обзор: "Оптимизация раскроя материалов" /Сост. Ф. В. Бабаев. – М. : НИИ Маш, 1978. – 72 с.
 Операции холодной штамповки • Операции холодной штамповки можно разбить на две основные группы: разделительные и формообразующие. • К разделительным операциям относятся: отрезка, вырубка, пробивка, надрезка, просечка, зачистка, калибровка; • К формообразующим — операции, в результате которых происходит изменение формы и размеров заготовки: гибка, вытяжка, правка (рихтовка), формовка, холодное выдавливание. • Отрезка — отделение одной части материала от другой по незамкнутому контуру. Эта операция проводится на ножницах или в штампах. Для отрезки листового материала используют гильотинные, роликовые и вибрационные ножницы
Операции холодной штамповки • Операции холодной штамповки можно разбить на две основные группы: разделительные и формообразующие. • К разделительным операциям относятся: отрезка, вырубка, пробивка, надрезка, просечка, зачистка, калибровка; • К формообразующим — операции, в результате которых происходит изменение формы и размеров заготовки: гибка, вытяжка, правка (рихтовка), формовка, холодное выдавливание. • Отрезка — отделение одной части материала от другой по незамкнутому контуру. Эта операция проводится на ножницах или в штампах. Для отрезки листового материала используют гильотинные, роликовые и вибрационные ножницы
 Примеры разделительных и формообразующих операций штамповки Разделительные операции штамповки Формообразующие операции штамповки
Примеры разделительных и формообразующих операций штамповки Разделительные операции штамповки Формообразующие операции штамповки
 Минимальные размеры элементов вырубаемого контура и отверстий в зависимости от толщины листа
Минимальные размеры элементов вырубаемого контура и отверстий в зависимости от толщины листа
 Минимальные размеры перемычек между отверстиями в зависимости от толщины листа при штамповке
Минимальные размеры перемычек между отверстиями в зависимости от толщины листа при штамповке
 Выбор базы при простановке размеров при штамповке
Выбор базы при простановке размеров при штамповке
 Тема 2 Технологическая документация • Виды технологических документов и их назначение • Обозначение технологических документов • Особенности описания технологического процесса и оформления карты эскизов • Особенности оформления маршрутных карт
Тема 2 Технологическая документация • Виды технологических документов и их назначение • Обозначение технологических документов • Особенности описания технологического процесса и оформления карты эскизов • Особенности оформления маршрутных карт
 •") Разновидности технической документации На всех этапах жизненного цикла (разработка — производство — эксплуатация) • • • ЭC сопровождает техническая документация (ТД). Состав этой документации и ее содержание регламентируется Государственными стандартами. В настоящее время в стране действует большое количество стандартов, которые сгруппированы по направлениям жизненного цикла изделий в следующие комплексы: единая система конструкторской документации (ЕСКД); единая система технологической документации (ЕСТД); единая система программной документации (ЕСПД); единая система технологической подготовки производства (ЕСТПП); единая система защиты изделий и материалов от коррозии, старения и биоповреждений (ЕСЗКС) и др.
Разновидности технической документации На всех этапах жизненного цикла (разработка — производство — эксплуатация) • • • ЭC сопровождает техническая документация (ТД). Состав этой документации и ее содержание регламентируется Государственными стандартами. В настоящее время в стране действует большое количество стандартов, которые сгруппированы по направлениям жизненного цикла изделий в следующие комплексы: единая система конструкторской документации (ЕСКД); единая система технологической документации (ЕСТД); единая система программной документации (ЕСПД); единая система технологической подготовки производства (ЕСТПП); единая система защиты изделий и материалов от коррозии, старения и биоповреждений (ЕСЗКС) и др.
 Состав систем стандартов, используемых в Единой системе технологической подготовки производства Единая система технологической подготовки производства Обеспечение Разработка ТП на Разработка средств технологического технологичности основе типовых и оснащения на основе конструкции стандартных унифицированных и решений стандартных элементов
Состав систем стандартов, используемых в Единой системе технологической подготовки производства Единая система технологической подготовки производства Обеспечение Разработка ТП на Разработка средств технологического технологичности основе типовых и оснащения на основе конструкции стандартных унифицированных и решений стандартных элементов
 Стандарты ЕСТПП — установленная государственными стандартами система организации и управления процессом технологической подготовки производства, предусматривающая широкое применение: • прогрессивных типовых ТП, • стандартного технологического оснащения, • средств механизации и автоматизации производственных процессов Основная цель ЕСТПП заключается в том, чтобы обеспечить необходимые условия для достижения полной готовности любого типа производства (единичного, серийного, массового) к выпуску изделий заданного качества в минимальные сроки и при минимальных трудовых и материальных затратах. Задачи, решаемые при технологической подготовке производства : 1) организация и управление технологической подготовкой производства; 2) обеспечение технологичности конструкции изделий; 3) разработка технологических процессов; 4) проектирование и изготовление средств технологического оснащения. Примечание: Основные положения ЕСТПП приведены в ГОСТ 14. 001 -73.
Стандарты ЕСТПП — установленная государственными стандартами система организации и управления процессом технологической подготовки производства, предусматривающая широкое применение: • прогрессивных типовых ТП, • стандартного технологического оснащения, • средств механизации и автоматизации производственных процессов Основная цель ЕСТПП заключается в том, чтобы обеспечить необходимые условия для достижения полной готовности любого типа производства (единичного, серийного, массового) к выпуску изделий заданного качества в минимальные сроки и при минимальных трудовых и материальных затратах. Задачи, решаемые при технологической подготовке производства : 1) организация и управление технологической подготовкой производства; 2) обеспечение технологичности конструкции изделий; 3) разработка технологических процессов; 4) проектирование и изготовление средств технологического оснащения. Примечание: Основные положения ЕСТПП приведены в ГОСТ 14. 001 -73.
 Общие положения ЕСТД представляет собой комплекс, состоящий из государственных стандартов и рекомендаций Госстандарта, устанавливающий взаимосвязанные правила и положения по порядку разработки, комплектации, оформления и обращения технологической документации, применяемой при изготовлении и ремонте изделий и их составных частей. Комплекс документов ЕСТД устанавливает типовые правила оформления: ● комплектов технологической документации на изделия; ● сводных технологических ведомостей на изделия; ● комплектов технологических документов на процессы и операции с учетом применяемых методов и их видов; ● отдельных видов основных технологических документов; ● отдельных видов вспомогательных технологических документов. В целом комплекс документов ЕСТД предусматривает: ● общие положения по построению системы; ● общие правила по оформлению технологических документов с текстом, разбитым на графы, а также текстовых и графических документов; ● термины и определения основных понятий, применяемых при выполнении и оформлении технологической документации; ● систему обозначения технологических документов и их комплектов; правила построения форм технологических документов; ● правила выполнения бланков форм технологических документов; ● систему условных обозначений опор, зажимов и установочных устройств; ● классификацию состава информации, применяемой в формах технологических документов; ● классификацию видов комплектов технологических документов на процессы; ● правила по отражению требований безопасности в технологических документах
Общие положения ЕСТД представляет собой комплекс, состоящий из государственных стандартов и рекомендаций Госстандарта, устанавливающий взаимосвязанные правила и положения по порядку разработки, комплектации, оформления и обращения технологической документации, применяемой при изготовлении и ремонте изделий и их составных частей. Комплекс документов ЕСТД устанавливает типовые правила оформления: ● комплектов технологической документации на изделия; ● сводных технологических ведомостей на изделия; ● комплектов технологических документов на процессы и операции с учетом применяемых методов и их видов; ● отдельных видов основных технологических документов; ● отдельных видов вспомогательных технологических документов. В целом комплекс документов ЕСТД предусматривает: ● общие положения по построению системы; ● общие правила по оформлению технологических документов с текстом, разбитым на графы, а также текстовых и графических документов; ● термины и определения основных понятий, применяемых при выполнении и оформлении технологической документации; ● систему обозначения технологических документов и их комплектов; правила построения форм технологических документов; ● правила выполнения бланков форм технологических документов; ● систему условных обозначений опор, зажимов и установочных устройств; ● классификацию состава информации, применяемой в формах технологических документов; ● классификацию видов комплектов технологических документов на процессы; ● правила по отражению требований безопасности в технологических документах
 Основное назначение комплекса документов ЕСТД: • • установление единых унифицированных форм документов, обеспечивающих совместимость информации, независимо от применяемых методов проектирования документов создание единой информационной базы для внедрения средств механизации и автоматизации, применяемых при проектировании технологических документов и решение соответствующего комплекса инженерно технических задач в области технологической подготовки и управления производством; установление единых требований и правил по оформлению документов на единичные, типовые и групповые технологические процессы и операции; установление единых правил оформления документов в зависимости от типа и характера производства и степени детализации описания технологических процессов; обеспечение оптимальных условий при передаче технологической документации с одного предприятия на другое (другие предприятия) с минимальным переоформлением; создание предпосылок по снижению трудоемкости инженерно технических работ, выполняемых в сфере технологической подготовки и управления производством за счет оптимизации оформления документов и их документооборота, обеспечение взаимосвязи с общетехническими системами стандартов (СРПП; ЕСКД; ГСС; ССБТ и др. ) ; обеспечение взаимосвязи с международными системами стандартов ИСО и МЭК.
Основное назначение комплекса документов ЕСТД: • • установление единых унифицированных форм документов, обеспечивающих совместимость информации, независимо от применяемых методов проектирования документов создание единой информационной базы для внедрения средств механизации и автоматизации, применяемых при проектировании технологических документов и решение соответствующего комплекса инженерно технических задач в области технологической подготовки и управления производством; установление единых требований и правил по оформлению документов на единичные, типовые и групповые технологические процессы и операции; установление единых правил оформления документов в зависимости от типа и характера производства и степени детализации описания технологических процессов; обеспечение оптимальных условий при передаче технологической документации с одного предприятия на другое (другие предприятия) с минимальным переоформлением; создание предпосылок по снижению трудоемкости инженерно технических работ, выполняемых в сфере технологической подготовки и управления производством за счет оптимизации оформления документов и их документооборота, обеспечение взаимосвязи с общетехническими системами стандартов (СРПП; ЕСКД; ГСС; ССБТ и др. ) ; обеспечение взаимосвязи с международными системами стандартов ИСО и МЭК.
 Стадии разработки технологической документации • Стадии разработки конструкторской и технологической документации стали применяться в документах с момента введения в действие комплексов государственных стандартов ЕСКД и ЕСТД. Необходимость отражения этой информации продиктована степенью уровня выпускаемой документации, связанной с ее отработкой на технологичность и повышением качества и надежности изготовляемых (ремонтируемых) изделий. Если проследить путь проектирования и внедрения конструкторской и технологической документации, то можно определить тесные связи между этими двумя системами документирования. Вначале ведет ся разработка конструкторской документации, которая создает основу для всех действий, связанных с организацией технологической подготовки и управлением производством. При разработке технологической документации на процессы изготовления (ремонта) изделий и их составных частей осуществляются действия по взаимной увязке документов и последующей их отработке. Стадии разработки конструкторской и технологической документации охватывают все этапы, начиная от момента начала разработки до производства изделий. Информация по стадиям разработки конструкторской и технологической документации условно обозначается в виде заглавной буквы русского алфавита литеры, представляемой в основной надписи конструкторского и технологического документов. Требования по стадиям разработки конструкторской документации установлены в ГОСТ 2. 103 68, а по технологической в ГОСТ 3. 1102 82.
Стадии разработки технологической документации • Стадии разработки конструкторской и технологической документации стали применяться в документах с момента введения в действие комплексов государственных стандартов ЕСКД и ЕСТД. Необходимость отражения этой информации продиктована степенью уровня выпускаемой документации, связанной с ее отработкой на технологичность и повышением качества и надежности изготовляемых (ремонтируемых) изделий. Если проследить путь проектирования и внедрения конструкторской и технологической документации, то можно определить тесные связи между этими двумя системами документирования. Вначале ведет ся разработка конструкторской документации, которая создает основу для всех действий, связанных с организацией технологической подготовки и управлением производством. При разработке технологической документации на процессы изготовления (ремонта) изделий и их составных частей осуществляются действия по взаимной увязке документов и последующей их отработке. Стадии разработки конструкторской и технологической документации охватывают все этапы, начиная от момента начала разработки до производства изделий. Информация по стадиям разработки конструкторской и технологической документации условно обозначается в виде заглавной буквы русского алфавита литеры, представляемой в основной надписи конструкторского и технологического документов. Требования по стадиям разработки конструкторской документации установлены в ГОСТ 2. 103 68, а по технологической в ГОСТ 3. 1102 82.
 Соответствие стадий разработки конструкторской и технологической документации
Соответствие стадий разработки конструкторской и технологической документации
 Стандарты ЕСТД Обозначение стандартов ЕСТД строится по классификационному признаку: ГОСТ 3. 1102 – 81 Стадии разработки и виды документов Год регистрации стандарта Порядковый номер стандарта в группе Номер группы (с 0 по 9) Подкласс (1 – стандарты ЕСТД для изделий машино и приборостроения) Класс стандартов ЕСТД Индекс государственного стандарта
Стандарты ЕСТД Обозначение стандартов ЕСТД строится по классификационному признаку: ГОСТ 3. 1102 – 81 Стадии разработки и виды документов Год регистрации стандарта Порядковый номер стандарта в группе Номер группы (с 0 по 9) Подкласс (1 – стандарты ЕСТД для изделий машино и приборостроения) Класс стандартов ЕСТД Индекс государственного стандарта
 Группы стандартов ЕСТД Шифр Содержание стандартов в группе 0 Общие положения 1 Основополагающие стандарты 2 Классификация и обозначение технологических документов 3 Учет применяемости деталей и сборочных единиц в изделиях и средств технологического оснащения 4 Основное производство. Формы технологических документов и правила их оформления на процессы, специализированные по видам работ 5 Основное производство. Формы документов и правила их оформления на испытания и контроль 6 Вспомогательное производство. Формы технологических документов и правила их оформления 7 Правила заполнения технологических документов 8 Резервная 9 Информационная база
Группы стандартов ЕСТД Шифр Содержание стандартов в группе 0 Общие положения 1 Основополагающие стандарты 2 Классификация и обозначение технологических документов 3 Учет применяемости деталей и сборочных единиц в изделиях и средств технологического оснащения 4 Основное производство. Формы технологических документов и правила их оформления на процессы, специализированные по видам работ 5 Основное производство. Формы документов и правила их оформления на испытания и контроль 6 Вспомогательное производство. Формы технологических документов и правила их оформления 7 Правила заполнения технологических документов 8 Резервная 9 Информационная база
 Перечень стандартов ЕСТД № Обозначение ГОСТ Наименование 1 2 3 4 5. 6. 7. 8. 9. 10. ГОСТ 3. 1001 - 81 ГОСТ 3. 1102 - 81 ГОСТ 3. 1103 - 82 ГОСТ 3. 1104 - 81 ГОСТ 3. 1105 - 84 ГОСТ 3. 1107 - 81 ГОСТ 3. 1109 - 82 ГОСТ 3. 1116 - 79 ГОСТ 3. 1118 - 82 ГОСТ 3. 1119 -83 11 ГОСТ 3. 1120 – 83 12 ГОСТ 3. 1121 -84 13 ГОСТ 3. 1122 – 84 14 ГОСТ 3. 1123 – 84 15 ГОСТ 3. 1125 – 88 16 ГОСТ 3. 1126 - 88 ЕСТД. Общие положения ЕСТД. Стадия разработки и виды документов ЕСТД. Основные надписи ЕСТД. Общие требования к формам, бланкам и документам ЕСТД. Формы и правила оформления документов общего назначения ЕСТД. Опоры, зажимы и установочные устройства. Графические обозначения ЕСТД. Термины и определения основных понятий ЕСТД. Нормоконтроль ЕСТД. Формы и правила оформления маршрутных карт ЕСТД. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы ЕСТД. Общие правила отражения и оформления требований безопасности труда в технологической документации ЕСТД, Общие требования к комплектности и оформлению комплектов документов на типовые и групповые технологические процессы (операции) ЕСТД. Формы и правила оформления документов специального назначения. Ведомости технологические ЕСТД. Формы и правила оформления технологических документов, применяемых при нормировании расхода материалов ЕСТД. Правила графического выполнения элементов литейных форм и отливок ЕСТД. Правила выполнения графических документов на поковки
Перечень стандартов ЕСТД № Обозначение ГОСТ Наименование 1 2 3 4 5. 6. 7. 8. 9. 10. ГОСТ 3. 1001 - 81 ГОСТ 3. 1102 - 81 ГОСТ 3. 1103 - 82 ГОСТ 3. 1104 - 81 ГОСТ 3. 1105 - 84 ГОСТ 3. 1107 - 81 ГОСТ 3. 1109 - 82 ГОСТ 3. 1116 - 79 ГОСТ 3. 1118 - 82 ГОСТ 3. 1119 -83 11 ГОСТ 3. 1120 – 83 12 ГОСТ 3. 1121 -84 13 ГОСТ 3. 1122 – 84 14 ГОСТ 3. 1123 – 84 15 ГОСТ 3. 1125 – 88 16 ГОСТ 3. 1126 - 88 ЕСТД. Общие положения ЕСТД. Стадия разработки и виды документов ЕСТД. Основные надписи ЕСТД. Общие требования к формам, бланкам и документам ЕСТД. Формы и правила оформления документов общего назначения ЕСТД. Опоры, зажимы и установочные устройства. Графические обозначения ЕСТД. Термины и определения основных понятий ЕСТД. Нормоконтроль ЕСТД. Формы и правила оформления маршрутных карт ЕСТД. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы ЕСТД. Общие правила отражения и оформления требований безопасности труда в технологической документации ЕСТД, Общие требования к комплектности и оформлению комплектов документов на типовые и групповые технологические процессы (операции) ЕСТД. Формы и правила оформления документов специального назначения. Ведомости технологические ЕСТД. Формы и правила оформления технологических документов, применяемых при нормировании расхода материалов ЕСТД. Правила графического выполнения элементов литейных форм и отливок ЕСТД. Правила выполнения графических документов на поковки
 Перечень стандартов ЕСТД 17 18 19 ГОСТ 3. 1201 - 85 ГОСТ 3. 1401 - 85 ЕСТД. Система обозначения технологической документации ЕСТД. Формы и правила оформления документов на технологические процессы литья ГОСТ 3. 1402 - 84 20 ГОСТ 3. 1403 - 85 21 ГОСТ 3. 1404 - 86 22 ГОСТ 3. 1405 – 86 23 ГОСТ 3. 1407 – 86 24 ГОСТ 3. 1408 – 85 25 ГОСТ 3. 1409 – 86 26 ГОСТ 3. 1412 – 87 27 28 29 30 31 32 33 34 35 36 37 ГОСТ 3. 1428 - 77 ГОСТ 3. 1502 - 85 ГОСТ 3. 1507 – 84 ГОСТ 3. 1701 -79 ГОСТ 3. 1702 - 79 ГОСТ 3. 1703 - 79 ГОСТ 3. 1704 - 81 ГОСТ 3. 1705 - 83 ГОСТ 3. 1706 - 83 ГОСТ 3. 1707 - 84 ГОСТ 3. 1901 - 74 ЕСТД. Формы и правила оформления документов на технологические процессы раскроя материалов ЕСТД. Формы и правила оформления документов на технологические процессы ковки и штамповки ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы термической обработки ЕСТД. Формы и требования к заполнению и оформлению документов на процессы (операции), специализированные по методам сборки ЕСТД. Формы и правила оформления документов на технологические процессы получения покрытий ЕСТД Формы и требования к заполнению и оформлению документов на технологические процессы (операции) изготовления изделий из пластмасс и резины ЕСТД. Требования к оформлению документов на технологические процессы изготовления изделий методом порошковой металлургии ЕСТД. Правила оформления документов на процессы изготовления печатных плат ЕСТД. Формы и правила оформления документов на технический контроль ЕСТД. Правила оформления документов на испытания ЕСТД. Правила записи операций и переходов. Холодная штамповка ЕСТД. Правила записи операций и переходов. Обработка резанием ЕСТД. Правила записи операций и переходов. Слесарные, слесарно-сборочные работы ЕСТД. Правила записи операций и переходов. Пайка и лужение ЕСТД. Правила записи операций и переходов. Сварка ЕСТД. Правила записи операций и переходов. Ковка и горячая штамповка ЕСТД. Правила записи операций и переходов. Литье ЕСТД. Состав нормативно-справочной информации, переносимой на машинные носители
Перечень стандартов ЕСТД 17 18 19 ГОСТ 3. 1201 - 85 ГОСТ 3. 1401 - 85 ЕСТД. Система обозначения технологической документации ЕСТД. Формы и правила оформления документов на технологические процессы литья ГОСТ 3. 1402 - 84 20 ГОСТ 3. 1403 - 85 21 ГОСТ 3. 1404 - 86 22 ГОСТ 3. 1405 – 86 23 ГОСТ 3. 1407 – 86 24 ГОСТ 3. 1408 – 85 25 ГОСТ 3. 1409 – 86 26 ГОСТ 3. 1412 – 87 27 28 29 30 31 32 33 34 35 36 37 ГОСТ 3. 1428 - 77 ГОСТ 3. 1502 - 85 ГОСТ 3. 1507 – 84 ГОСТ 3. 1701 -79 ГОСТ 3. 1702 - 79 ГОСТ 3. 1703 - 79 ГОСТ 3. 1704 - 81 ГОСТ 3. 1705 - 83 ГОСТ 3. 1706 - 83 ГОСТ 3. 1707 - 84 ГОСТ 3. 1901 - 74 ЕСТД. Формы и правила оформления документов на технологические процессы раскроя материалов ЕСТД. Формы и правила оформления документов на технологические процессы ковки и штамповки ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы термической обработки ЕСТД. Формы и требования к заполнению и оформлению документов на процессы (операции), специализированные по методам сборки ЕСТД. Формы и правила оформления документов на технологические процессы получения покрытий ЕСТД Формы и требования к заполнению и оформлению документов на технологические процессы (операции) изготовления изделий из пластмасс и резины ЕСТД. Требования к оформлению документов на технологические процессы изготовления изделий методом порошковой металлургии ЕСТД. Правила оформления документов на процессы изготовления печатных плат ЕСТД. Формы и правила оформления документов на технический контроль ЕСТД. Правила оформления документов на испытания ЕСТД. Правила записи операций и переходов. Холодная штамповка ЕСТД. Правила записи операций и переходов. Обработка резанием ЕСТД. Правила записи операций и переходов. Слесарные, слесарно-сборочные работы ЕСТД. Правила записи операций и переходов. Пайка и лужение ЕСТД. Правила записи операций и переходов. Сварка ЕСТД. Правила записи операций и переходов. Ковка и горячая штамповка ЕСТД. Правила записи операций и переходов. Литье ЕСТД. Состав нормативно-справочной информации, переносимой на машинные носители
 Виды технологических документов и их назначение • Виды и правила проектирования ТД определяются видом производства, на котором будут изготовляться или ремонтироваться изделия и его составные части. В машино и приборостроении в зависимости от назначения производства можно разделить на основное, вспомогательное и опытное. • По типу производства разделяются на единичное, серийное и массовое. • По организации производства разделяют на поточное, групповое и установившееся. • По уровню применяемых средств автоматизации и механизации производства разделяют на автоматизированное и механизированное. • По виду или признаку применяемого метода для изготовления (ремонта) изделия различают: литейное, прессовое, механообрабатывающее, термическое, сборочное, сварочное, гальваническое, лакокрасочное, полупроводниковое, вакуумное и другие производства.
Виды технологических документов и их назначение • Виды и правила проектирования ТД определяются видом производства, на котором будут изготовляться или ремонтироваться изделия и его составные части. В машино и приборостроении в зависимости от назначения производства можно разделить на основное, вспомогательное и опытное. • По типу производства разделяются на единичное, серийное и массовое. • По организации производства разделяют на поточное, групповое и установившееся. • По уровню применяемых средств автоматизации и механизации производства разделяют на автоматизированное и механизированное. • По виду или признаку применяемого метода для изготовления (ремонта) изделия различают: литейное, прессовое, механообрабатывающее, термическое, сборочное, сварочное, гальваническое, лакокрасочное, полупроводниковое, вакуумное и другие производства.
 Классификация производств изделий электронной техники
Классификация производств изделий электронной техники
 Назначение технологических документов • • Основные технологические документы содержат различную информацию: о комплектующих составных частях изделия и применяемых материалах; о действиях, выполняемых исполнителями проведении технологических процессов и операций; о средствах технологического оснащения производства; о наладке средств технологического оснащения и применяемых данных по технологическим режимам; о расчете трудозатрат, материалов и средств технологического оснащения; о технологическом маршруте изготовления и ремонте; о требованиях к рабочим местам, экологии окружающей среды и т. п.
Назначение технологических документов • • Основные технологические документы содержат различную информацию: о комплектующих составных частях изделия и применяемых материалах; о действиях, выполняемых исполнителями проведении технологических процессов и операций; о средствах технологического оснащения производства; о наладке средств технологического оснащения и применяемых данных по технологическим режимам; о расчете трудозатрат, материалов и средств технологического оснащения; о технологическом маршруте изготовления и ремонте; о требованиях к рабочим местам, экологии окружающей среды и т. п.
 Классификация технологических документов
Классификация технологических документов
 Виды технологических документов Состав документов зависит от стадии разработки технологического процесса, типа и характера производства. В условиях серийного и массового производства используются следующие документы по ГОСТ 3. 1102 81: • Маршрутная карта (МК) • Операционная карта (ОК) • Карта эскизов (КЭ) • Карта технологического процесса (КТП) • Ведомость технологических документов (ВТД) • Ведомость материалов (ВМ) • Ведомость технологической оснастки (ВО) • Ведомость оборудования (ВОБ) • Технологическая инструкция (ТИ) • Комплектовочная карта (КК) и некоторые другие.
Виды технологических документов Состав документов зависит от стадии разработки технологического процесса, типа и характера производства. В условиях серийного и массового производства используются следующие документы по ГОСТ 3. 1102 81: • Маршрутная карта (МК) • Операционная карта (ОК) • Карта эскизов (КЭ) • Карта технологического процесса (КТП) • Ведомость технологических документов (ВТД) • Ведомость материалов (ВМ) • Ведомость технологической оснастки (ВО) • Ведомость оборудования (ВОБ) • Технологическая инструкция (ТИ) • Комплектовочная карта (КК) и некоторые другие.
 Назначение технологических документов • Маршрутная карта является основным технологическим документом, применяемым при разработке технологических процессов изготовления или ремонта изделия. Она предназначена для маршрутного, маршрутно операционного или операционного описания технологического процесса или указания полного состава технологических операций при операционным описании изготовления изделия, включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах.
Назначение технологических документов • Маршрутная карта является основным технологическим документом, применяемым при разработке технологических процессов изготовления или ремонта изделия. Она предназначена для маршрутного, маршрутно операционного или операционного описания технологического процесса или указания полного состава технологических операций при операционным описании изготовления изделия, включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах.
 Назначение технологических документов • Карта технологического процесса предназначена для операционного описания технологического процесса изготовления изделия в технологической последователь ности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологи ческих режимов и данных о средствах технологического оснащения, материальных и трудовых затратах. • Операционная карта содержит описание технологической операции с указанием переходов, режимов обработки и данных о средствах технологического оснащения. Она используется непосредственно на рабочем месте.
Назначение технологических документов • Карта технологического процесса предназначена для операционного описания технологического процесса изготовления изделия в технологической последователь ности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологи ческих режимов и данных о средствах технологического оснащения, материальных и трудовых затратах. • Операционная карта содержит описание технологической операции с указанием переходов, режимов обработки и данных о средствах технологического оснащения. Она используется непосредственно на рабочем месте.
 Назначение технологических документов • Карта эскизов представляет собой графический документ, содержащий эскизы, схемы и таблицы и предназначена для пояснения выполнения технологического процесса, операций или перехода изготовления изделия и его составных частей, включая контроль и перемещения. • Основным технологическим документом является маршрутная карта, при необходимости более подробного изложения операции используют операционные карты и карты техпроцесса. • Общие требования к технологическим документам изложены в ГОСТ 3. 1104 82, правила оформления технологических документов – в ГОСТ 3. 1105 82, формы и правила оформления маршрутных карт – в ГОСТ 3. 1118 82, система обозначения технологических документов – в ГОСТ 3. 1201 82.
Назначение технологических документов • Карта эскизов представляет собой графический документ, содержащий эскизы, схемы и таблицы и предназначена для пояснения выполнения технологического процесса, операций или перехода изготовления изделия и его составных частей, включая контроль и перемещения. • Основным технологическим документом является маршрутная карта, при необходимости более подробного изложения операции используют операционные карты и карты техпроцесса. • Общие требования к технологическим документам изложены в ГОСТ 3. 1104 82, правила оформления технологических документов – в ГОСТ 3. 1105 82, формы и правила оформления маршрутных карт – в ГОСТ 3. 1118 82, система обозначения технологических документов – в ГОСТ 3. 1201 82.
 Поля маршрутной карты
Поля маршрутной карты
 Пример оформления маршрутной карты
Пример оформления маршрутной карты
 Обозначение технологических документов
Обозначение технологических документов
 Обозначение технологических документов Виды технологического документа обозначаются следующим образом: • 10 – маршрутная карта, • 20 – карта эскизов, • 30 – комплектовочная карта, • 42 – ведомость оснастки, • 43 ведомость материалов, • 50 – карта технологического процесса. Виды технологического процесса: 0 – без указания; 1 – единичный процесс; 2 – типовой процесс, 3 – групповой процесс.
Обозначение технологических документов Виды технологического документа обозначаются следующим образом: • 10 – маршрутная карта, • 20 – карта эскизов, • 30 – комплектовочная карта, • 42 – ведомость оснастки, • 43 ведомость материалов, • 50 – карта технологического процесса. Виды технологического процесса: 0 – без указания; 1 – единичный процесс; 2 – типовой процесс, 3 – групповой процесс.
 Обозначение технологических документов • • • Обозначение техпроцесса по методу выполнения: 01 – технологический процесс изготовления изделия; 02 – ремонт; 03 – технический контроль; 40 – механическая обработка; 60 – изготовление деталей из пластмасс; 70 – нанесение защитного и защитно декоративного покрытия; 80 – пайка; 88 – слесарные, слесарно сборочные и электромонтажные работы. Таким образом, пример обозначения маршрутной карты технологического процесса электромонтажных работ с первым порядковым номером будет выглядеть следующим образом: КНФУ. 10088. 00001
Обозначение технологических документов • • • Обозначение техпроцесса по методу выполнения: 01 – технологический процесс изготовления изделия; 02 – ремонт; 03 – технический контроль; 40 – механическая обработка; 60 – изготовление деталей из пластмасс; 70 – нанесение защитного и защитно декоративного покрытия; 80 – пайка; 88 – слесарные, слесарно сборочные и электромонтажные работы. Таким образом, пример обозначения маршрутной карты технологического процесса электромонтажных работ с первым порядковым номером будет выглядеть следующим образом: КНФУ. 10088. 00001
 Особенности описания технологических операций • При описании технологического процесса операции следует нумеровать числами ряда арифметической прогрессии, кратными пяти (5, 10, 15 и т. д. ). • Переходы следует нумеровать числам натурального ряда (1, 2, 3 и т. д. ) • Содержание операции (перехода) включает наименование метода обработки, выраженного глаголом в повелительной форме (паять, установить, сверлить и т. д. ), наименования обрабатываемой поверхности материала или детали. Содержание операций и переходов должно быть сформулировано кратко, но с предельной ясностью и без возможности других толкований текста. Построение фразы или формулировки перехода должно обращать внимание исполнителя в первую очередь на главный предмет и действие, а затем указываются предметы и действия, посредством которых достигается основная цель. Например: «Установить транзистор поз. 17 на радиатор поз. 3 через прокладку поз. 4 и закрепить винтом поз. 8 с шайбой поз. 10»
Особенности описания технологических операций • При описании технологического процесса операции следует нумеровать числами ряда арифметической прогрессии, кратными пяти (5, 10, 15 и т. д. ). • Переходы следует нумеровать числам натурального ряда (1, 2, 3 и т. д. ) • Содержание операции (перехода) включает наименование метода обработки, выраженного глаголом в повелительной форме (паять, установить, сверлить и т. д. ), наименования обрабатываемой поверхности материала или детали. Содержание операций и переходов должно быть сформулировано кратко, но с предельной ясностью и без возможности других толкований текста. Построение фразы или формулировки перехода должно обращать внимание исполнителя в первую очередь на главный предмет и действие, а затем указываются предметы и действия, посредством которых достигается основная цель. Например: «Установить транзистор поз. 17 на радиатор поз. 3 через прокладку поз. 4 и закрепить винтом поз. 8 с шайбой поз. 10»
 Особенности оформления карты эскизов • • При оформлении карты эскизов для сборочных операций должны быть изображены: базовая деталь или ее часть в положении, удобном для работы; детали и узлы, устанавливаемые на данной операции, с указанием их схемных обозначений; выноски, указывающие позиции входящих деталей; контуры деталей, относительно которых размещаются провода, кабели, жгуты и навесные электрорадиоэлементы, монтируемые в данной операции. Изображения устанавливаемых деталей и узлов с их креплениями или монтируемых проводов должны выполняться линиями толщиной 0, 6 0, 8 мм, а остальные элементы показываются тонкими линиями (0, 1 – 0, 2 мм). На карте эскизов не показывают сборку деталей и узлов, выполненных предварительно.
Особенности оформления карты эскизов • • При оформлении карты эскизов для сборочных операций должны быть изображены: базовая деталь или ее часть в положении, удобном для работы; детали и узлы, устанавливаемые на данной операции, с указанием их схемных обозначений; выноски, указывающие позиции входящих деталей; контуры деталей, относительно которых размещаются провода, кабели, жгуты и навесные электрорадиоэлементы, монтируемые в данной операции. Изображения устанавливаемых деталей и узлов с их креплениями или монтируемых проводов должны выполняться линиями толщиной 0, 6 0, 8 мм, а остальные элементы показываются тонкими линиями (0, 1 – 0, 2 мм). На карте эскизов не показывают сборку деталей и узлов, выполненных предварительно.
, установленных ГОСТ 3. 1118") Особенности оформления маршрутных карт • В формах маршрутных карт (МК), установленных ГОСТ 3. 1118 82, применен блочно модульный принцип построения формы документа. Вместо строго фиксированных граф для внесения информации применена построчная запись информации с помощью служебных символов, определяющих состав и расположение на строке вносимой информации. • Стандартом предусмотрено шесть форм МК, которые принципиально могут быть сведены к двум разновидностям: • формы МК, предназначенные для разработки единичных технологических процессов, выполняемых с применением различных методов обработки и формообразования, в которых необходимо указывать данные по основному исходному материалу, например, обработка резанием, штамповкой и т. п. (формы 1, 3, 5); • формы МК, предназначенные для разработки единичных технологических процессов, выполняемых с применением других различных методов изготовления и ремонта, например, сборка, сварка, испытания, перемещения и т. п. , а также для разработки типовых и групповых технологических процессов (формы 2, 4, 6) • Формы 1, 3 и 5 отличаются от формы 2, 4 и 6 тем, что в них имеется информация об основном материале, из которого изготавливается та или иная деталь. В то же время в формах 2, 4 и 6 предусмотрена информация о комплектующих изделиях и материалах.
Особенности оформления маршрутных карт • В формах маршрутных карт (МК), установленных ГОСТ 3. 1118 82, применен блочно модульный принцип построения формы документа. Вместо строго фиксированных граф для внесения информации применена построчная запись информации с помощью служебных символов, определяющих состав и расположение на строке вносимой информации. • Стандартом предусмотрено шесть форм МК, которые принципиально могут быть сведены к двум разновидностям: • формы МК, предназначенные для разработки единичных технологических процессов, выполняемых с применением различных методов обработки и формообразования, в которых необходимо указывать данные по основному исходному материалу, например, обработка резанием, штамповкой и т. п. (формы 1, 3, 5); • формы МК, предназначенные для разработки единичных технологических процессов, выполняемых с применением других различных методов изготовления и ремонта, например, сборка, сварка, испытания, перемещения и т. п. , а также для разработки типовых и групповых технологических процессов (формы 2, 4, 6) • Формы 1, 3 и 5 отличаются от формы 2, 4 и 6 тем, что в них имеется информация об основном материале, из которого изготавливается та или иная деталь. В то же время в формах 2, 4 и 6 предусмотрена информация о комплектующих изделиях и материалах.
 Информация в формы МК вносится построчно с помощью служебных символов, причем каждой строке соответствует свой служебный символ. В качестве служебных символов приняты буквы русского алфавита, проставляемые слева перед номером строки и выполняемые прописной буквой Обозначение служебного символа А Б К М О Т Содержание информации, вносимой в графы, расположенные на строке Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции Код, наименование оборудования и информация по трудозатратам Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода Содержание операции (перехода) Информация о применяемой при выполнении операции технологической оснастке
Информация в формы МК вносится построчно с помощью служебных символов, причем каждой строке соответствует свой служебный символ. В качестве служебных символов приняты буквы русского алфавита, проставляемые слева перед номером строки и выполняемые прописной буквой Обозначение служебного символа А Б К М О Т Содержание информации, вносимой в графы, расположенные на строке Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции Код, наименование оборудования и информация по трудозатратам Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода Содержание операции (перехода) Информация о применяемой при выполнении операции технологической оснастке