

Тема 3 - Организация и совершенствование потока создания ценности.pptx
- Количество слайдов: 111
 3. ОРГАНИЗАЦИЯ И СОВЕРШЕНСТВОВАНИЕ ПОТОКА СОЗДАНИЯ ЦЕННОСТИ 3. 1. МЕТОДЫ УСТРАНЕНИЯ ПОТЕРЬ 3. 2. ВЫРАВНИВАНИЕ ПРОЦЕССА (ПОТОКА)
3. ОРГАНИЗАЦИЯ И СОВЕРШЕНСТВОВАНИЕ ПОТОКА СОЗДАНИЯ ЦЕННОСТИ 3. 1. МЕТОДЫ УСТРАНЕНИЯ ПОТЕРЬ 3. 2. ВЫРАВНИВАНИЕ ПРОЦЕССА (ПОТОКА)
 3. 1 МЕТОДЫ УСТРАНЕНИЯ ПОТЕРЬ 3. 1. 1 СОВЕРШЕНСТВОВАНИЕ РАБОЧИХ МЕСТ ПО СИСТЕМЕ 5 S 3. 1. 2. ВИЗУАЛИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА 3. 1. 3. СТАНДАРТИЗАЦИЯ ОПЕРАЦИЙ. ЦИКЛЫ PDCA И SDCA 3. 1. 4. МЕТОДЫ «ПОКА-ЙОКЕ» И «АНДОН» 3. 1. 5. SMED – БЫСТРАЯ ПЕРЕНАЛАДКА 3. 1. 6. TPM – ВСЕОБЩАЯ ЭКСПЛУАТАЦИОННАЯ СИСТЕМА 3. 1. 7 ДИАГРАММА «СПАГЕТТИ»
3. 1 МЕТОДЫ УСТРАНЕНИЯ ПОТЕРЬ 3. 1. 1 СОВЕРШЕНСТВОВАНИЕ РАБОЧИХ МЕСТ ПО СИСТЕМЕ 5 S 3. 1. 2. ВИЗУАЛИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА 3. 1. 3. СТАНДАРТИЗАЦИЯ ОПЕРАЦИЙ. ЦИКЛЫ PDCA И SDCA 3. 1. 4. МЕТОДЫ «ПОКА-ЙОКЕ» И «АНДОН» 3. 1. 5. SMED – БЫСТРАЯ ПЕРЕНАЛАДКА 3. 1. 6. TPM – ВСЕОБЩАЯ ЭКСПЛУАТАЦИОННАЯ СИСТЕМА 3. 1. 7 ДИАГРАММА «СПАГЕТТИ»
 3. 1. 1. СОВЕРШЕНСТВОВАНИЕ РАБОЧИХ МЕСТ ПО СИСТЕМЕ 5 S
3. 1. 1. СОВЕРШЕНСТВОВАНИЕ РАБОЧИХ МЕСТ ПО СИСТЕМЕ 5 S
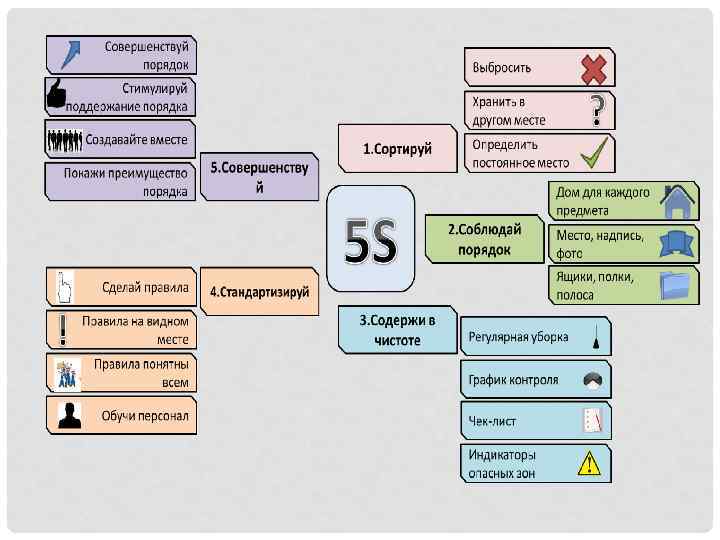
 СОВЕРШЕНСТВОВАНИЕ РАБОЧИХ МЕСТ ПО СИСТЕМЕ 5 S Система 5 S – один из основных инструментов бережливых технологий. Чаще всего построение собственной системы начинается именно с этого инструмента. Данная система была разработана в Японии в 60 -70 -х годах прошлого века, но многие элементы этой системы были известны еще в начале 20 -го века и были разработаны известным ученым Алексеем Гастевым
СОВЕРШЕНСТВОВАНИЕ РАБОЧИХ МЕСТ ПО СИСТЕМЕ 5 S Система 5 S – один из основных инструментов бережливых технологий. Чаще всего построение собственной системы начинается именно с этого инструмента. Данная система была разработана в Японии в 60 -70 -х годах прошлого века, но многие элементы этой системы были известны еще в начале 20 -го века и были разработаны известным ученым Алексеем Гастевым
 ОФИС НЕВЕЗЕНИЯ http: //www. youtube. com/watch? v=KYt 0 g. Fy 2 pgw
ОФИС НЕВЕЗЕНИЯ http: //www. youtube. com/watch? v=KYt 0 g. Fy 2 pgw
 СОВЕРШЕНСТВОВАНИЕ РАБОЧИХ МЕСТ ПО СИСТЕМЕ 5 S Система 5 S – это метод организации рабочих мест, производственных площадей. С целью создания оптимальных, комфортных условий для выполнения рабочих операций. Применение данного метода повышает эффективность рабочих мест, улучшает трудовую дисциплину, повышает безопасность рабочих мест.
СОВЕРШЕНСТВОВАНИЕ РАБОЧИХ МЕСТ ПО СИСТЕМЕ 5 S Система 5 S – это метод организации рабочих мест, производственных площадей. С целью создания оптимальных, комфортных условий для выполнения рабочих операций. Применение данного метода повышает эффективность рабочих мест, улучшает трудовую дисциплину, повышает безопасность рабочих мест.
 ü Отдели необходимое от бесполезного ü Обозначь редко используемое") 1 ЭТАП – СОРТИРУЙ (SEIRI) ü Отдели необходимое от бесполезного ü Обозначь редко используемое ü Оставь только нужное
1 ЭТАП – СОРТИРУЙ (SEIRI) ü Отдели необходимое от бесполезного ü Обозначь редко используемое ü Оставь только нужное
 ПРИМЕРЫ РАБОЧИХ МЕСТ
ПРИМЕРЫ РАБОЧИХ МЕСТ
 ü Определи место для каждой вещи ü Каждая") 2 ЭТАП – СОБЛЮДАЙ ПОРЯДОК (SEITON) ü Определи место для каждой вещи ü Каждая вещь на своём месте
2 ЭТАП – СОБЛЮДАЙ ПОРЯДОК (SEITON) ü Определи место для каждой вещи ü Каждая вещь на своём месте
 ПРИМЕРЫ РАБОЧИХ МЕСТ
ПРИМЕРЫ РАБОЧИХ МЕСТ
 ПРИМЕРЫ РАБОЧИХ МЕСТ
ПРИМЕРЫ РАБОЧИХ МЕСТ
 ПРИМЕРЫ РАБОЧИХ МЕСТ
ПРИМЕРЫ РАБОЧИХ МЕСТ
 ü помыть оборудование ü очистить рабочее место ü") 3 ШАГ: СОДЕРЖИ В ЧИСТОТЕ (SEISO) ü помыть оборудование ü очистить рабочее место ü выявить источники загрязнения ü устранить источники загрязнений
3 ШАГ: СОДЕРЖИ В ЧИСТОТЕ (SEISO) ü помыть оборудование ü очистить рабочее место ü выявить источники загрязнения ü устранить источники загрязнений
 1. Позволяет не задумываться каждый раз над") СТАНДАРТ УБОРКИ (В ОФИСЕ, ПРОИЗВОДСТВЕ, РАБОЧЕМ МЕСТЕ) 1. Позволяет не задумываться каждый раз над тем, что нужно убирать 2. По нему можно сразу проверить готовность к уборке (список инвентаря и материалов) для исключения потерь лишнего перемещения 3. предотвращает совершение ошибок (использование неправильного средства по уходу за оборудованием или способа очистки предмета) 4. Помогает не забыть осуществить какие-либо действия (полить цветы)
СТАНДАРТ УБОРКИ (В ОФИСЕ, ПРОИЗВОДСТВЕ, РАБОЧЕМ МЕСТЕ) 1. Позволяет не задумываться каждый раз над тем, что нужно убирать 2. По нему можно сразу проверить готовность к уборке (список инвентаря и материалов) для исключения потерь лишнего перемещения 3. предотвращает совершение ошибок (использование неправильного средства по уходу за оборудованием или способа очистки предмета) 4. Помогает не забыть осуществить какие-либо действия (полить цветы)
 ПРИМЕРЫ
ПРИМЕРЫ
 ü обозначить места требующие особого внимания ü создать визуальные стандарты") 4 ШАГ: СТАНДАРТИЗИРУЙ (SEIKETSU) ü обозначить места требующие особого внимания ü создать визуальные стандарты
4 ШАГ: СТАНДАРТИЗИРУЙ (SEIKETSU) ü обозначить места требующие особого внимания ü создать визуальные стандарты
 ПРИМЕРЫ РАБОЧИХ МЕСТ ПРОИЗВОДСТВО
ПРИМЕРЫ РАБОЧИХ МЕСТ ПРОИЗВОДСТВО
 ПРИМЕРЫ РАБОЧИХ МЕСТ ОФИС
ПРИМЕРЫ РАБОЧИХ МЕСТ ОФИС
 ПРИМЕРЫ РАБОЧИХ МЕСТ ОФИС
ПРИМЕРЫ РАБОЧИХ МЕСТ ОФИС
 ПРИМЕРЫ РАБОЧИХ МЕСТ ОФИС
ПРИМЕРЫ РАБОЧИХ МЕСТ ОФИС
 (SHITSUKE) ü соблюдать дисциплину ü ежедневно применять принципы") 5 ШАГ: СОВЕРШЕНСТВУЙ (УЧЁБА И ДИСЦИПЛИНА) (SHITSUKE) ü соблюдать дисциплину ü ежедневно применять принципы 5 S ü непрерывная проверка соблюдения стандартов ü улучшение разработанных стандартов
5 ШАГ: СОВЕРШЕНСТВУЙ (УЧЁБА И ДИСЦИПЛИНА) (SHITSUKE) ü соблюдать дисциплину ü ежедневно применять принципы 5 S ü непрерывная проверка соблюдения стандартов ü улучшение разработанных стандартов
 3. 1. 2. ВИЗУАЛИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
3. 1. 2. ВИЗУАЛИЗАЦИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
 ПОЧЕМУ МЫ ПРИМЕНЯЕМ ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ? Ускоряет понимание - 90% информации человек воспринимает через зрение, - в 60000 раз быстрее воспринимается визуальная информация по сравнению с текстовой. Обеспечивает запоминание - на 4, 5% лучше воспоминаются подробные детали визуальной информации, - 10% человек запоминает из услышанного, 20% — из прочитанного, и 80% — из увиденного и сделанного. Запомнил! Помогает достигать успеха - на 17% выше производительность человека, работающего с визуальной информацией - на 323% лучше человек выполняет инструкцию, если она содержит иллюстрации
ПОЧЕМУ МЫ ПРИМЕНЯЕМ ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ? Ускоряет понимание - 90% информации человек воспринимает через зрение, - в 60000 раз быстрее воспринимается визуальная информация по сравнению с текстовой. Обеспечивает запоминание - на 4, 5% лучше воспоминаются подробные детали визуальной информации, - 10% человек запоминает из услышанного, 20% — из прочитанного, и 80% — из увиденного и сделанного. Запомнил! Помогает достигать успеха - на 17% выше производительность человека, работающего с визуальной информацией - на 323% лучше человек выполняет инструкцию, если она содержит иллюстрации
 ЧТО ТАКОЕ ВИЗУАЛИЗАЦИЯ? • Визуализация - это любое средство, информирующее о том, как должна выполняться работа. Это такое размещение инструментов, деталей и других индикаторов состояния • При визуализации используются всевозможные виды оптических изображений (разметка, графики, рисунки, фото, диаграммы, схемы, карты). Визуализация часто встречается в жизни любого человека: • знаки дорожного движения и дорожная разметка; • карта схема метро; • указатели (навигация) в аэропортах, торговых центрах, на дорогах и т. д. ; • инструкции по установке какого-либо оборудования. • Использование визуализации в любых процессах позволяет сделать их более эффективными, надежными, предсказуемыми, быстро выявлять проблемные ситуации и внедрять требуемые изменения.
ЧТО ТАКОЕ ВИЗУАЛИЗАЦИЯ? • Визуализация - это любое средство, информирующее о том, как должна выполняться работа. Это такое размещение инструментов, деталей и других индикаторов состояния • При визуализации используются всевозможные виды оптических изображений (разметка, графики, рисунки, фото, диаграммы, схемы, карты). Визуализация часто встречается в жизни любого человека: • знаки дорожного движения и дорожная разметка; • карта схема метро; • указатели (навигация) в аэропортах, торговых центрах, на дорогах и т. д. ; • инструкции по установке какого-либо оборудования. • Использование визуализации в любых процессах позволяет сделать их более эффективными, надежными, предсказуемыми, быстро выявлять проблемные ситуации и внедрять требуемые изменения.
 ОКОНТУРИВАНИЕ • Оконтуривание — это хороший способ показать, где должны храниться инструменты и сборочные приспособления. Оконтурить — значит обвести контуром сборочные приспособления и инструменты там, где они должны постоянно храниться. Когда вы захотите вернуть инструмент на место, контур укажет вам место хранения этого инструмента.
ОКОНТУРИВАНИЕ • Оконтуривание — это хороший способ показать, где должны храниться инструменты и сборочные приспособления. Оконтурить — значит обвести контуром сборочные приспособления и инструменты там, где они должны постоянно храниться. Когда вы захотите вернуть инструмент на место, контур укажет вам место хранения этого инструмента.
 ОКОНТУРИВАНИЕ •
ОКОНТУРИВАНИЕ •
 ГРАФИЧЕСКИЕ РАБОЧИЕ ИНСТРУКЦИИ • Графические рабочие инструкции в максимально простой и визуальной форме описывают рабочие операции и требования по качеству на каждом рабочем месте. Графические рабочие инструкции находятся непосредственно на рабочем месте и стандартизируют оптимальный способ выполнения работ, обеспечивая универсализацию рабочих и соблюдение стандартов.
ГРАФИЧЕСКИЕ РАБОЧИЕ ИНСТРУКЦИИ • Графические рабочие инструкции в максимально простой и визуальной форме описывают рабочие операции и требования по качеству на каждом рабочем месте. Графические рабочие инструкции находятся непосредственно на рабочем месте и стандартизируют оптимальный способ выполнения работ, обеспечивая универсализацию рабочих и соблюдение стандартов.
 ГРАФИЧЕСКИЕ РАБОЧИЕ ИНСТРУКЦИИ
ГРАФИЧЕСКИЕ РАБОЧИЕ ИНСТРУКЦИИ
 ГРАФИЧЕСКИЕ РАБОЧИЕ ИНСТРУКЦИИ • Графические рабочие инструкции – создание наглядных, простых инструкций по выполнению операций. Которые непосредственно располагаются на рабочем месте, это визуальные стандарты выполнения операций.
ГРАФИЧЕСКИЕ РАБОЧИЕ ИНСТРУКЦИИ • Графические рабочие инструкции – создание наглядных, простых инструкций по выполнению операций. Которые непосредственно располагаются на рабочем месте, это визуальные стандарты выполнения операций.
 ЦВЕТОВАЯ МАРКИРОВКА • Цветовая маркировка указывает, для чего конкретно используются те или иные детали, инструменты, приспособления и прессформы. Например, если какие-то детали нужны при производстве определенного изделия, они могут быть окрашены в одинаковый цвет и находиться в месте хранения, окрашенном в такой же цвет.
ЦВЕТОВАЯ МАРКИРОВКА • Цветовая маркировка указывает, для чего конкретно используются те или иные детали, инструменты, приспособления и прессформы. Например, если какие-то детали нужны при производстве определенного изделия, они могут быть окрашены в одинаковый цвет и находиться в месте хранения, окрашенном в такой же цвет.
 МАРКИРОВКА КРАСКОЙ • Маркировка краской — это метод, который используется для выделения местонахождения чеголибо на полу или в проходах. • Маркировку краской применяют для обозначения разделительных линий между рабочими зонами или транспортных проездов.
МАРКИРОВКА КРАСКОЙ • Маркировка краской — это метод, который используется для выделения местонахождения чеголибо на полу или в проходах. • Маркировку краской применяют для обозначения разделительных линий между рабочими зонами или транспортных проездов.
 МЕТОД ДОРОЖНЫХ ЗНАКОВ • Метод дорожных знаков — использует принцип указания на предметы, находящиеся перед вами (ЧТО, ГДЕ и в каком КОЛИЧЕСТВЕ). Есть три основных вида таких знаков: • · указатели на предметах, обозначающие, где должны находиться предметы • · указатели на местах, сообщающие, какие именно предметы должны находиться тут • · указатели количества, сообщающие, сколько предметов должно находиться в этом месте
МЕТОД ДОРОЖНЫХ ЗНАКОВ • Метод дорожных знаков — использует принцип указания на предметы, находящиеся перед вами (ЧТО, ГДЕ и в каком КОЛИЧЕСТВЕ). Есть три основных вида таких знаков: • · указатели на предметах, обозначающие, где должны находиться предметы • · указатели на местах, сообщающие, какие именно предметы должны находиться тут • · указатели количества, сообщающие, сколько предметов должно находиться в этом месте
 «БЫЛО» — «СТАЛО» • «Было» — «Стало» • Изображение рабочего места/участка/цеха «до» и «после» изменений наглядно демонстрирует произошедшие изменения, повышает мотивацию работников и поддерживает новый стандарт.
«БЫЛО» — «СТАЛО» • «Было» — «Стало» • Изображение рабочего места/участка/цеха «до» и «после» изменений наглядно демонстрирует произошедшие изменения, повышает мотивацию работников и поддерживает новый стандарт.
 ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ ПО МЕТОДУ ОБЭЯ
ВИЗУАЛЬНОЕ УПРАВЛЕНИЕ ПО МЕТОДУ ОБЭЯ
 ОПЫТ ПРИМЕНЕНИЯ В БЫТУ ДО ПОСЛЕ
ОПЫТ ПРИМЕНЕНИЯ В БЫТУ ДО ПОСЛЕ
 ОПЫТ ПРИМЕНЕНИЯ В БЫТУ ДО
ОПЫТ ПРИМЕНЕНИЯ В БЫТУ ДО
 ОПЫТ ПРИМЕНЕНИЯ В БЫТУ
ОПЫТ ПРИМЕНЕНИЯ В БЫТУ
 ОПЫТ ПРИМЕНЕНИЯ В БЫТУ ПОСЛЕ
ОПЫТ ПРИМЕНЕНИЯ В БЫТУ ПОСЛЕ
 ОПЫТ ПРИМЕНЕНИЯ В БЫТУ ПОСЛЕ
ОПЫТ ПРИМЕНЕНИЯ В БЫТУ ПОСЛЕ
 ОПЫТ ПРИМЕНЕНИЯ В БЫТУ
ОПЫТ ПРИМЕНЕНИЯ В БЫТУ
 3. 1. З. СТАНДАРТИЗАЦИЯ ОПЕРАЦИЙ. ЦИКЛЫ PDCA И SDCA
3. 1. З. СТАНДАРТИЗАЦИЯ ОПЕРАЦИЙ. ЦИКЛЫ PDCA И SDCA
 СТАНДАРТИЗАЦИЯ Если здесь нет стандарта, здесь не может быть кайдзен. ТАЙИТИ ОНО
СТАНДАРТИЗАЦИЯ Если здесь нет стандарта, здесь не может быть кайдзен. ТАЙИТИ ОНО
 или наилучший способ") СТАНДАРТИЗАЦИЯ Стандарт – это правильное и безопасное выполнение процесса (последовательности действий) или наилучший способ выполнения работ (действий) Цель создания стандартов: хорошие результаты должны повторяться! Ошибка – отклонение от стандарта.
СТАНДАРТИЗАЦИЯ Стандарт – это правильное и безопасное выполнение процесса (последовательности действий) или наилучший способ выполнения работ (действий) Цель создания стандартов: хорошие результаты должны повторяться! Ошибка – отклонение от стандарта.
 ТРЕБОВАНИЯ К СТАНДАРТУ • Краткий и содержательный • Использование визуализации, делающей стандарт легко воспринимаемым и запоминающимся • Удобен для оперативного использования
ТРЕБОВАНИЯ К СТАНДАРТУ • Краткий и содержательный • Использование визуализации, делающей стандарт легко воспринимаемым и запоминающимся • Удобен для оперативного использования
 Стандарт должен рассматривать пять основных позиций: • Безопасность - предотвращение травм; • Качество - предотвращение брака; • Метод - удобство в работе, внешний вид и ощущение; • Себестоимость - рациональное использование материалов; • Производительность - скорость работы.
Стандарт должен рассматривать пять основных позиций: • Безопасность - предотвращение травм; • Качество - предотвращение брака; • Метод - удобство в работе, внешний вид и ощущение; • Себестоимость - рациональное использование материалов; • Производительность - скорость работы.
 СРАВНИТЕ ИНФОРМАЦИЯ ДЛЯ ГРАЖДАН О ПОДАЧЕ ОБРАЩЕНИЙ В ОРГАНЫ МСУ Наименование, порядок получения и заполнения бланков, необходимых для получения услуги. Наличие раздаточных документов и образцов заполнения Обращение: письменное, с указанием наименования органа местного самоуправления, в который направляется письменное обращение, либо фамилия, имя, отчество соответствующего должностного лица, либо должность соответствующего лица, а также свои фамилия, имя, отчество (последнее – при наличии), почтовый адрес, по которому должны быть направлены ответ, уведомление о переадресации обращения, изложение сути предложения, заявления или жалобы, личная подпись и дата. В случае необходимости в подтверждение своих доводов гражданин прилагает к письменному обращению документы и материалы либо их копии. При личном приёме гражданин предъявляет документ, удостоверяющий его личность. устное, телефонный звонок.
СРАВНИТЕ ИНФОРМАЦИЯ ДЛЯ ГРАЖДАН О ПОДАЧЕ ОБРАЩЕНИЙ В ОРГАНЫ МСУ Наименование, порядок получения и заполнения бланков, необходимых для получения услуги. Наличие раздаточных документов и образцов заполнения Обращение: письменное, с указанием наименования органа местного самоуправления, в который направляется письменное обращение, либо фамилия, имя, отчество соответствующего должностного лица, либо должность соответствующего лица, а также свои фамилия, имя, отчество (последнее – при наличии), почтовый адрес, по которому должны быть направлены ответ, уведомление о переадресации обращения, изложение сути предложения, заявления или жалобы, личная подпись и дата. В случае необходимости в подтверждение своих доводов гражданин прилагает к письменному обращению документы и материалы либо их копии. При личном приёме гражданин предъявляет документ, удостоверяющий его личность. устное, телефонный звонок.
 ФОРМЫ СТАНДАРТОВ 1. ПРОЦЕДУРЫ, СХЕМЫ БИЗНЕС-ПРОЦЕССОВ, ИНСТРУКЦИИ
ФОРМЫ СТАНДАРТОВ 1. ПРОЦЕДУРЫ, СХЕМЫ БИЗНЕС-ПРОЦЕССОВ, ИНСТРУКЦИИ
 2. Визуальные схемы операций. Это вид визуализации – графическая рабочая инструкция который используется при разработке стандартов
2. Визуальные схемы операций. Это вид визуализации – графическая рабочая инструкция который используется при разработке стандартов
 3. Разметка, маркировка. То же вид визуализации - используемый при разработке стандартов
3. Разметка, маркировка. То же вид визуализации - используемый при разработке стандартов
 4. Фотографии Еще одна форма визуализации стандартов
4. Фотографии Еще одна форма визуализации стандартов
 4. ФОТОГРАФИИ Пример использования фотографии при стандартизации конкретного процесса и его действий
4. ФОТОГРАФИИ Пример использования фотографии при стандартизации конкретного процесса и его действий
 Разработка стандартов осуществляется по следующему циклу: • • • • Написание стандарта 1. Выявить процесс для стандартизации 2. Проанализировать процесс для устранения бесполезных действий Muda 3. Формализовать стандарт Работа по стандарту 4. Сделать стандарт доступным для пользователей 5. Проинформировать о введении, обучить 6. Следовать стандарту в работе Выявление отклонений, проверка стандарта на точность 7. Оценить результаты применения стандарта 8. Выявлять отклонения от стандарта 9. Определять причины отклонений Корректировка стандарта 10. Принять временные меры для предупреждения отклонений 11. Скорректировать стандарт 12. Проверить, что сотрудники стали использовать обновленный стандарт
Разработка стандартов осуществляется по следующему циклу: • • • • Написание стандарта 1. Выявить процесс для стандартизации 2. Проанализировать процесс для устранения бесполезных действий Muda 3. Формализовать стандарт Работа по стандарту 4. Сделать стандарт доступным для пользователей 5. Проинформировать о введении, обучить 6. Следовать стандарту в работе Выявление отклонений, проверка стандарта на точность 7. Оценить результаты применения стандарта 8. Выявлять отклонения от стандарта 9. Определять причины отклонений Корректировка стандарта 10. Принять временные меры для предупреждения отклонений 11. Скорректировать стандарт 12. Проверить, что сотрудники стали использовать обновленный стандарт
 КОНТРОЛЬ СТАНДАРТОВ Стандарты должны находиться на рабочем месте Gemba, чтобы быть доступными для сотрудников. Контроль их соблюдения может осуществляться тремя способами: 1. Через визуальное управление – например, по отклонениям от разметки. 2. Через индикаторы (показатели деятельности) – по ухудшению показателей. 3. Через систему периодической проверки (аудит стандартов) – особенно для функциональных служб – по ответам на контрольные вопросы. Успешное управление с точки зрения Kaizen можно свести к двум правилам: 1. Поддерживать стандарты. 2. Улучшать стандарты.
КОНТРОЛЬ СТАНДАРТОВ Стандарты должны находиться на рабочем месте Gemba, чтобы быть доступными для сотрудников. Контроль их соблюдения может осуществляться тремя способами: 1. Через визуальное управление – например, по отклонениям от разметки. 2. Через индикаторы (показатели деятельности) – по ухудшению показателей. 3. Через систему периодической проверки (аудит стандартов) – особенно для функциональных служб – по ответам на контрольные вопросы. Успешное управление с точки зрения Kaizen можно свести к двум правилам: 1. Поддерживать стандарты. 2. Улучшать стандарты.
 (PDCA cycle) — цикл совершенствования любого процесса") КАК ВНЕДРЯТЬ СТАНДАРТ Цикл P-D-C-A (цикл Шухарта-Деминга) (PDCA cycle) — цикл совершенствования любого процесса или деятельности: планируй – делай – проверяй - воздействуй. PDCA означает: "никогда не удовлетворяться существующим положением вещей".
КАК ВНЕДРЯТЬ СТАНДАРТ Цикл P-D-C-A (цикл Шухарта-Деминга) (PDCA cycle) — цикл совершенствования любого процесса или деятельности: планируй – делай – проверяй - воздействуй. PDCA означает: "никогда не удовлетворяться существующим положением вещей".
 БЕРЕЖЛИВОЕ ПРОИЗВОДСТВО. КОНЦЕПЦИЯ ЦИКЛА
БЕРЕЖЛИВОЕ ПРОИЗВОДСТВО. КОНЦЕПЦИЯ ЦИКЛА
 КАК ВНЕДРЯТЬ СТАНДАРТ SDCA – цикл контроля за процессом в целом стандартизируй – делай – проверяй - воздействуй
КАК ВНЕДРЯТЬ СТАНДАРТ SDCA – цикл контроля за процессом в целом стандартизируй – делай – проверяй - воздействуй
 КАК ВНЕДРЯТЬ СТАНДАРТ
КАК ВНЕДРЯТЬ СТАНДАРТ
 ВЗАИМОДЕЙСТВИЕ ЦИКЛОВ
ВЗАИМОДЕЙСТВИЕ ЦИКЛОВ
 3. 1. 4. МЕТОДЫ «ПОКА-ЙОКЕ» И «АНДОН»
3. 1. 4. МЕТОДЫ «ПОКА-ЙОКЕ» И «АНДОН»
 УПРАВЛЕНИЕ КАЧЕСТВОМ В СИСТЕМЕ БЕРЕЖЛИВЫХ ТЕХНОЛОГИЙ ОСНОВЫВАЕТСЯ НА СЛЕДУЮЩИХ ПРИНЦИПАХ: 1. 2. 3. 4. 5. 6. 7. Клиент превыше всего Внутренний заказчик также должен получать качественные изделия для использования в своем процессе Для обеспечения качества каждому работнику необходимо выполнять работу по стандарту, в соответствии с инструкцией Нельзя принимать бракованную или дефектную продукцию от предыдущего производственного процесса Каждый работник должен самостоятельно проверять качество выполняемых операций Нельзя передавать брак на последующий производственный процесс Необходимо осуществлять контроль качества всех изделий ЭТИ ПРИНЦИПЫ ФОРМИРУЮТ НЕ КОНТРОЛЬ КАЧЕСТВА НА ЭТАПАХ, А ВСТРОЕННОЕ В ПРОЦЕСС КАЧЕСТВО
УПРАВЛЕНИЕ КАЧЕСТВОМ В СИСТЕМЕ БЕРЕЖЛИВЫХ ТЕХНОЛОГИЙ ОСНОВЫВАЕТСЯ НА СЛЕДУЮЩИХ ПРИНЦИПАХ: 1. 2. 3. 4. 5. 6. 7. Клиент превыше всего Внутренний заказчик также должен получать качественные изделия для использования в своем процессе Для обеспечения качества каждому работнику необходимо выполнять работу по стандарту, в соответствии с инструкцией Нельзя принимать бракованную или дефектную продукцию от предыдущего производственного процесса Каждый работник должен самостоятельно проверять качество выполняемых операций Нельзя передавать брак на последующий производственный процесс Необходимо осуществлять контроль качества всех изделий ЭТИ ПРИНЦИПЫ ФОРМИРУЮТ НЕ КОНТРОЛЬ КАЧЕСТВА НА ЭТАПАХ, А ВСТРОЕННОЕ В ПРОЦЕСС КАЧЕСТВО
 ВСТРОЕННОЕ В ПРОЦЕСС КАЧЕСТВО Личная ответственность каждого работника за качество выполняемой работы и производимой продукции Я не принимаю брак Я не произвожу брак Я не передаю брак
ВСТРОЕННОЕ В ПРОЦЕСС КАЧЕСТВО Личная ответственность каждого работника за качество выполняемой работы и производимой продукции Я не принимаю брак Я не произвожу брак Я не передаю брак
 ВСТРОЕННОЕ В ПРОЦЕСС КАЧЕСТВО • Визуализация качества — это визуальное средство, информирующее о том, как должна выполняться работа, при котором каждый может понять состояние системы — норма или отклонение.
ВСТРОЕННОЕ В ПРОЦЕСС КАЧЕСТВО • Визуализация качества — это визуальное средство, информирующее о том, как должна выполняться работа, при котором каждый может понять состояние системы — норма или отклонение.
 ЗАЩИТА ОТ ОШИБОК POKA-YOKE ПРИНЦИП НУЛЕВОЙ ОШИБКИ, АНГЛ. ZERO DEFECTS
ЗАЩИТА ОТ ОШИБОК POKA-YOKE ПРИНЦИП НУЛЕВОЙ ОШИБКИ, АНГЛ. ZERO DEFECTS
 АВТОР МЕТОДА –СИГЕО СИНГО 1961 г. - Метод Poka-Yoke - защита от ошибок (защита от дурака). Внедрение системы защиты в сам процесс выполнения работы. Результаты: в 1977 году производственные цеха компании «Matsushita Elecric» , где была внедрена система Синго, в течение 7 месяцев работали без дефектов.
АВТОР МЕТОДА –СИГЕО СИНГО 1961 г. - Метод Poka-Yoke - защита от ошибок (защита от дурака). Внедрение системы защиты в сам процесс выполнения работы. Результаты: в 1977 году производственные цеха компании «Matsushita Elecric» , где была внедрена система Синго, в течение 7 месяцев работали без дефектов.
 ИНСТРУМЕНТ- ПОКА-ЙОКЕ • Пока-ёкэ — это устройства или процедуры, которые предотвращают появление дефектов в процессах. • Существует 10 видов ошибок человека, которые приводят к дефектам. Это: • забывчивость, • непонимание причин (возникновения чего-либо) • недооценка какой-либо ситуации (или невозможность идентифицировать какой-либо объект) • неопытность • нежелание (следовать процедурам и правилам) • невнимательность • медлительность (в принятии решения) • отсутствие стандартов • неожиданность • намеренное совершение ошибки (или саботаж)
ИНСТРУМЕНТ- ПОКА-ЙОКЕ • Пока-ёкэ — это устройства или процедуры, которые предотвращают появление дефектов в процессах. • Существует 10 видов ошибок человека, которые приводят к дефектам. Это: • забывчивость, • непонимание причин (возникновения чего-либо) • недооценка какой-либо ситуации (или невозможность идентифицировать какой-либо объект) • неопытность • нежелание (следовать процедурам и правилам) • невнимательность • медлительность (в принятии решения) • отсутствие стандартов • неожиданность • намеренное совершение ошибки (или саботаж)
 АНДОН - СИСТЕМА ОПОВЕЩЕНИЯ • Табло Андон имеет каждый участок. • Это электронное табло, которое отражает все рабочие операции участка. • Это система оповещения для всех рабочих участка. Зеленый – работа в штатном режиме. Желтый - вызов руководителя участка при возникновении проблемы, которая может привести к браку. У него есть 60 секунд на решение. Красный -остановка линии через 60 секунд, если проблема не решена.
АНДОН - СИСТЕМА ОПОВЕЩЕНИЯ • Табло Андон имеет каждый участок. • Это электронное табло, которое отражает все рабочие операции участка. • Это система оповещения для всех рабочих участка. Зеленый – работа в штатном режиме. Желтый - вызов руководителя участка при возникновении проблемы, которая может привести к браку. У него есть 60 секунд на решение. Красный -остановка линии через 60 секунд, если проблема не решена.
 АНДОН - СИСТЕМА ОПОВЕЩЕНИЯ
АНДОН - СИСТЕМА ОПОВЕЩЕНИЯ
 3. 1. 5. SMED – БЫСТРАЯ ПЕРЕНАЛАДКА
3. 1. 5. SMED – БЫСТРАЯ ПЕРЕНАЛАДКА
 SMED Разработчик данного инструмента – Сигео Синго
SMED Разработчик данного инструмента – Сигео Синго
 РЕЗУЛЬТАТЫ ИСПОЛЬЗОВАНИЯ SMED Компания Оборудование Время переналад ки до внедрения Время переналадки после внедрения Mitsubishi Heavy Сверлильный станок Industries 24 часа 2 минуты 40 секунд Toyota Motor Замена болтовысадоч-ного станка 8 часов 58 секунд H. Weidmann Формовочная 2, 5 часа машина для пластика 6 минут 35 секунд Federal Mogul Co. Замена инструмента на размольной машине 2 минуты 2 часа
РЕЗУЛЬТАТЫ ИСПОЛЬЗОВАНИЯ SMED Компания Оборудование Время переналад ки до внедрения Время переналадки после внедрения Mitsubishi Heavy Сверлильный станок Industries 24 часа 2 минуты 40 секунд Toyota Motor Замена болтовысадоч-ного станка 8 часов 58 секунд H. Weidmann Формовочная 2, 5 часа машина для пластика 6 минут 35 секунд Federal Mogul Co. Замена инструмента на размольной машине 2 минуты 2 часа
 ВЫДЕЛЯЮТ 2 ВИДА ОПЕРАЦИЙ НАЛАДКИ: • внешние операции наладки - операции, которые можно выполнять, когда станок работает, такие, как транспортировка штампа к месту хранения или от него. http: //www. instructables. com/id/supercharged-lemon/
ВЫДЕЛЯЮТ 2 ВИДА ОПЕРАЦИЙ НАЛАДКИ: • внешние операции наладки - операции, которые можно выполнять, когда станок работает, такие, как транспортировка штампа к месту хранения или от него. http: //www. instructables. com/id/supercharged-lemon/
 ВЫДЕЛЯЮТ 2 ВИДА ОПЕРАЦИЙ НАЛАДКИ: • внутренние операции наладки - операции, которые можно выполнять только на остановленном станке, такие как монтаж и удаление штампа; http: //ccpl. lib. co. us/history_old/prisons/bestnegs. html http: //www. tanco-autowrap. com/round-bale-wrapper/1300 -eh
ВЫДЕЛЯЮТ 2 ВИДА ОПЕРАЦИЙ НАЛАДКИ: • внутренние операции наладки - операции, которые можно выполнять только на остановленном станке, такие как монтаж и удаление штампа; http: //ccpl. lib. co. us/history_old/prisons/bestnegs. html http: //www. tanco-autowrap. com/round-bale-wrapper/1300 -eh
 8 МЕТОДОВ СОКРАЩЕНИЯ ВРЕМЕНИ ПЕРЕНАЛАДКИ: • Разделение операций на внутренние и внешние. • Преобразование внутренних операций во внешние • Стандартизация функций, а не формы • Применение функциональных зажимов или отказ от использования крепежа • Использование дополнительных приспособлений • Применение параллельных операций. • Устранение регулировок. • Механизация
8 МЕТОДОВ СОКРАЩЕНИЯ ВРЕМЕНИ ПЕРЕНАЛАДКИ: • Разделение операций на внутренние и внешние. • Преобразование внутренних операций во внешние • Стандартизация функций, а не формы • Применение функциональных зажимов или отказ от использования крепежа • Использование дополнительных приспособлений • Применение параллельных операций. • Устранение регулировок. • Механизация
 – переналадка штампа в «одно касание»") OTED • OTED (One Touch Exchange of Die) – переналадка штампа в «одно касание» . • Переналадка осуществляется менее чем за одну минуту
OTED • OTED (One Touch Exchange of Die) – переналадка штампа в «одно касание» . • Переналадка осуществляется менее чем за одну минуту
 3. 1. 6. TPM – ВСЕОБЩАЯ ЭКСПЛУАТАЦИОННАЯ СИСТЕМА
3. 1. 6. TPM – ВСЕОБЩАЯ ЭКСПЛУАТАЦИОННАЯ СИСТЕМА
 была разработана") TPM • ТРМ – система всеобщего ухода за оборудованием (Total Productive Maintenance) была разработана в начале 1970 -х годов в Японии, в рамках производственной системы фирмы Toyota. Необходимость в создании такой системы возникла из-за огромных потерь, вызываемых простоем технологического оборудования
TPM • ТРМ – система всеобщего ухода за оборудованием (Total Productive Maintenance) была разработана в начале 1970 -х годов в Японии, в рамках производственной системы фирмы Toyota. Необходимость в создании такой системы возникла из-за огромных потерь, вызываемых простоем технологического оборудования
 ЦЕЛЬ TPM УСТРАНИТЬ ХРОНИЧЕСКИЕ ПОТЕРИ Выход из строя оборудования Высокое время переналадки и юстировки Холостой ход и мелкие неисправности Снижение быстродействия (скорости) в работе оборудования • Дефектные детали • Потери при вводе в действие оборудования. • •
ЦЕЛЬ TPM УСТРАНИТЬ ХРОНИЧЕСКИЕ ПОТЕРИ Выход из строя оборудования Высокое время переналадки и юстировки Холостой ход и мелкие неисправности Снижение быстродействия (скорости) в работе оборудования • Дефектные детали • Потери при вводе в действие оборудования. • •
 ЧТО ДАЕТ ТРМ? Вовлеченность персонала: В TPM совместно участвуют операторы и ремонтники, обеспечивающие повышение надежности оборудования. Увеличение срока службы оборудования: за счет локализации проблем предотвращая дорогостоящие аварии. на начальной Наивысшая эффективность оборудования предотвращения всех видов потерь ( «НОЛЬ случаев» , «НОЛЬ поломок» , «НОЛЬ брака» ). стадии, с целью несчастных
ЧТО ДАЕТ ТРМ? Вовлеченность персонала: В TPM совместно участвуют операторы и ремонтники, обеспечивающие повышение надежности оборудования. Увеличение срока службы оборудования: за счет локализации проблем предотвращая дорогостоящие аварии. на начальной Наивысшая эффективность оборудования предотвращения всех видов потерь ( «НОЛЬ случаев» , «НОЛЬ поломок» , «НОЛЬ брака» ). стадии, с целью несчастных
 Предотвращение потерь благодаря многофункциональных рабочих группах Improvement; 2) Формальное") ОСНОВНЫЕ СФЕРЫ ПРИМЕНЕНИЯ ТРМ 1) Предотвращение потерь благодаря многофункциональных рабочих группах Improvement; 2) Формальное вовлечение производственных рабочих в помощь при обслуживании оборудования − Autonomous Maintenance; 3) Создание системы плановых технических осмотров, ухода и превентивных действий − Planned Maintenance; 4) Развитие профессиональных знаний и навыков операторов и персонала Отдела технического обслуживания в рамках специального обучения; 5) Создание системы, обеспечивающей проектирование/закупки/производство оборудования простого и удобного в обслуживании и уходе − Early Equipment Management. работе в − Focused
ОСНОВНЫЕ СФЕРЫ ПРИМЕНЕНИЯ ТРМ 1) Предотвращение потерь благодаря многофункциональных рабочих группах Improvement; 2) Формальное вовлечение производственных рабочих в помощь при обслуживании оборудования − Autonomous Maintenance; 3) Создание системы плановых технических осмотров, ухода и превентивных действий − Planned Maintenance; 4) Развитие профессиональных знаний и навыков операторов и персонала Отдела технического обслуживания в рамках специального обучения; 5) Создание системы, обеспечивающей проектирование/закупки/производство оборудования простого и удобного в обслуживании и уходе − Early Equipment Management. работе в − Focused
 ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ В ТРМ Прогресс в TPM измеряется прежде всего при помощи вычисления следующих показателей: q OEE (Overall Equipment Effectiveness) – общая эффективность оборудования, охватывающая безаварийность оборудования и качество производственного процесса; q MTBF – среднее время между появлением аварии оборудования; q METR – скорость реакции на появление аварии; q Время незапланированных и запланированных простоев оборудования.
ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ В ТРМ Прогресс в TPM измеряется прежде всего при помощи вычисления следующих показателей: q OEE (Overall Equipment Effectiveness) – общая эффективность оборудования, охватывающая безаварийность оборудования и качество производственного процесса; q MTBF – среднее время между появлением аварии оборудования; q METR – скорость реакции на появление аварии; q Время незапланированных и запланированных простоев оборудования.
 ПРИМЕР ИСПОЛЬЗОВАНИЯ TPM Раздел видео, группа в контакте «Бережливое мышление – Куб. ГАУ»
ПРИМЕР ИСПОЛЬЗОВАНИЯ TPM Раздел видео, группа в контакте «Бережливое мышление – Куб. ГАУ»
 3. 1. 7. ДИАГРАММА СПАГЕТТИ
3. 1. 7. ДИАГРАММА СПАГЕТТИ
 ДИАГРАММА СПАГЕТТИ • Диаграмма "Спагетти" (spaghrtti chart) это наглядный инструмент, который позволяет описать траекторию движения работника, продукта, транспорта, инструментов или сырья по предприятию. Название связано с тем, что сама диаграмма зачастую выглядит как тарелка спагетти. • Суть метода заключается в нанесении на план-схему предприятия траектории движения сотрудников, транспорта или других объектов
ДИАГРАММА СПАГЕТТИ • Диаграмма "Спагетти" (spaghrtti chart) это наглядный инструмент, который позволяет описать траекторию движения работника, продукта, транспорта, инструментов или сырья по предприятию. Название связано с тем, что сама диаграмма зачастую выглядит как тарелка спагетти. • Суть метода заключается в нанесении на план-схему предприятия траектории движения сотрудников, транспорта или других объектов
 ДИАГРАММА СПАГЕТТИ
ДИАГРАММА СПАГЕТТИ
") 3. 2. ВЫРАВНИВАНИЕ ПРОЦЕССА (ПОТОКА)
3. 2. ВЫРАВНИВАНИЕ ПРОЦЕССА (ПОТОКА)
 • «Выталкивающая» система — это такая организация движения материальных") «ВЫТАЛКИВАЮЩАЯ» СИСТЕМА (PUSH SCHEDULING) • «Выталкивающая» система — это такая организация движения материальных потоков через производственную систему, при которой материальные ресурсы подаются с предыдущей операции на последующую в соответствии с заранее сформированным жестким графиком поставок. Материальные ресурсы «выталкиваются» с одного звена производственнойсистемы на другое.
«ВЫТАЛКИВАЮЩАЯ» СИСТЕМА (PUSH SCHEDULING) • «Выталкивающая» система — это такая организация движения материальных потоков через производственную систему, при которой материальные ресурсы подаются с предыдущей операции на последующую в соответствии с заранее сформированным жестким графиком поставок. Материальные ресурсы «выталкиваются» с одного звена производственнойсистемы на другое.
 • «Выталкивающая» система с централизованным планированием предполагает, что каждый") «ВЫТАЛКИВАЮЩАЯ» СИСТЕМА (PUSH SCHEDULING) • «Выталкивающая» система с централизованным планированием предполагает, что каждый производственный участок получает конкретные задания на плановый период (это могут быть комплекты деталей) и отчитывается о его выполнении перед централизованной системой управления предприятием.
«ВЫТАЛКИВАЮЩАЯ» СИСТЕМА (PUSH SCHEDULING) • «Выталкивающая» система с централизованным планированием предполагает, что каждый производственный участок получает конкретные задания на плановый период (это могут быть комплекты деталей) и отчитывается о его выполнении перед централизованной системой управления предприятием.
 • «Вытягивающая» система — это такая организация движения материальных") «ВЫТЯГИВАЮЩАЯ» СИСТЕМА (PULL SCHEDULING) • «Вытягивающая» система — это такая организация движения материальных потоков, при которой материальные ресурсы подаются ( «вытягиваются» ) на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения материальных потоков отсутствует.
«ВЫТЯГИВАЮЩАЯ» СИСТЕМА (PULL SCHEDULING) • «Вытягивающая» система — это такая организация движения материальных потоков, при которой материальные ресурсы подаются ( «вытягиваются» ) на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения материальных потоков отсутствует.
 Эта система основана на «вытягивании» продукта последующей операцией с") «ВЫТЯГИВАЮЩАЯ» СИСТЕМА (PULL SCHEDULING) Эта система основана на «вытягивании» продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе. То есть когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос. (Just-in-Time)
«ВЫТЯГИВАЮЩАЯ» СИСТЕМА (PULL SCHEDULING) Эта система основана на «вытягивании» продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе. То есть когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос. (Just-in-Time)

 • Just in time (точно вовремя) – это система") JUST IN TIME (ТОЧНО ВОВРЕМЯ) • Just in time (точно вовремя) – это система управления производством, направленная на снижение количества запасов, сокращение потерь. В соответствии с этой системой необходимые комплектующие поступают в производство в необходимом количестве в нужное место и точное время.
JUST IN TIME (ТОЧНО ВОВРЕМЯ) • Just in time (точно вовремя) – это система управления производством, направленная на снижение количества запасов, сокращение потерь. В соответствии с этой системой необходимые комплектующие поступают в производство в необходимом количестве в нужное место и точное время.
 Применение системы «точно вовремя» имеет ряд преимуществ: • Снижения") JUST IN TIME (ТОЧНО ВОВРЕМЯ) Применение системы «точно вовремя» имеет ряд преимуществ: • Снижения уровня запасов • Сокращение незавершенного производства • Сокращение производственных площадей • Сокращение сроков производства • Снижение количества брака
JUST IN TIME (ТОЧНО ВОВРЕМЯ) Применение системы «точно вовремя» имеет ряд преимуществ: • Снижения уровня запасов • Сокращение незавершенного производства • Сокращение производственных площадей • Сокращение сроков производства • Снижение количества брака
 JUST IN TIME") «ВЫТЯГИВАЮЩАЯ» СИСТЕМА (PULL SCHEDULING) JUST IN TIME
«ВЫТЯГИВАЮЩАЯ» СИСТЕМА (PULL SCHEDULING) JUST IN TIME
 «ВЫТЯГИВАЮЩАЯ» СИСТЕМА ВОСПОЛНЕНИЕ «СУПЕРМАРКЕТА» Процесс-потребитель забирает исходные материалы из ячеек супермаркета тогда, когда ему это нужно. Процесс-поставщик исполняет заказ на восполнение материалов. Заказанные материалы физически помещаются в соответствующие ячейки «Супермаркета» .
«ВЫТЯГИВАЮЩАЯ» СИСТЕМА ВОСПОЛНЕНИЕ «СУПЕРМАРКЕТА» Процесс-потребитель забирает исходные материалы из ячеек супермаркета тогда, когда ему это нужно. Процесс-поставщик исполняет заказ на восполнение материалов. Заказанные материалы физически помещаются в соответствующие ячейки «Супермаркета» .
 «ВЫТЯГИВАЮЩАЯ» СИСТЕМА ЛИМИТИРОВАННЫЕ ОЧЕРЕДИ FIFO Когда нет необходимости предоставлять участку-потребителю возможность выбора, лучше использовать не «Супермаркет» , а очередь FIFO (от английского First-In-First-Out — «первым пришел, первым вышел» , т. е. очередность в порядке поступления). Последовательность исполняемых заказов
«ВЫТЯГИВАЮЩАЯ» СИСТЕМА ЛИМИТИРОВАННЫЕ ОЧЕРЕДИ FIFO Когда нет необходимости предоставлять участку-потребителю возможность выбора, лучше использовать не «Супермаркет» , а очередь FIFO (от английского First-In-First-Out — «первым пришел, первым вышел» , т. е. очередность в порядке поступления). Последовательность исполняемых заказов
 JUST IN TIME - КАНБАН • Канбан – это основа системы «точно вовремя» . В результате работы которой ресурсы и материалы, необходимы для производства поставляют небольшими партиями непосредственно к необходимым этапам процесса производства, минуя склад.
JUST IN TIME - КАНБАН • Канбан – это основа системы «точно вовремя» . В результате работы которой ресурсы и материалы, необходимы для производства поставляют небольшими партиями непосредственно к необходимым этапам процесса производства, минуя склад.
 КАНБАН В качестве средства передачи информации используются бирки, карточки. Тара, электронное сообщение и др. Которые перемещаются между потребителями производителями по принципу супермаркета.
КАНБАН В качестве средства передачи информации используются бирки, карточки. Тара, электронное сообщение и др. Которые перемещаются между потребителями производителями по принципу супермаркета.
 КАНБАН • Канбан –сигнальная карточка (дословно «кан» значит видимый, визуальный, «бан» значит карточка или доска) – это метод управления производством, использующий информационные карточки для передачи заказа на изготовление с последующего процесса на предыдущий.
КАНБАН • Канбан –сигнальная карточка (дословно «кан» значит видимый, визуальный, «бан» значит карточка или доска) – это метод управления производством, использующий информационные карточки для передачи заказа на изготовление с последующего процесса на предыдущий.
 КАНБАН
КАНБАН
 КАНБАН
КАНБАН
 КАНБАН
КАНБАН
 ВРЕМЯ ТАКТА Время такта – это расчетное время скорости, с которой должно работать производство, чтобы удовлетворить имеющийся спрос. Время такта относится только к готовой продукции, потому что в основе расчёта времени такта лежит уровень потребительского спроса на конечный продукт или на услугу.
ВРЕМЯ ТАКТА Время такта – это расчетное время скорости, с которой должно работать производство, чтобы удовлетворить имеющийся спрос. Время такта относится только к готовой продукции, потому что в основе расчёта времени такта лежит уровень потребительского спроса на конечный продукт или на услугу.
 ВРЕМЯ ТАКТА – ЭТО ВСЕГДА РАСЧЁТНАЯ ВЕЛИЧИНА. ЭТО ПРОМЕЖУТОК ВРЕМЕНИ, ЧЕРЕЗ КОТОРЫЙ ЗАКАЗЧИК ЖЕЛАЕТ ПОЛУЧАТЬ ЕДИНИЦУ ГОТОВОЙ ПРОДУКЦИИ • Время такта периодически пересчитывается в зависимости от изменений потребности Заказчика и доступного времени.
ВРЕМЯ ТАКТА – ЭТО ВСЕГДА РАСЧЁТНАЯ ВЕЛИЧИНА. ЭТО ПРОМЕЖУТОК ВРЕМЕНИ, ЧЕРЕЗ КОТОРЫЙ ЗАКАЗЧИК ЖЕЛАЕТ ПОЛУЧАТЬ ЕДИНИЦУ ГОТОВОЙ ПРОДУКЦИИ • Время такта периодически пересчитывается в зависимости от изменений потребности Заказчика и доступного времени.
 ВРЕМЯ ЦИКЛА Время цикла – это время, которое требуется фактически для выполнения одного операционного цикла. Времени цикла рассчитывается на основе наблюдений (за операцией, оператором, оборудованием)
ВРЕМЯ ЦИКЛА Время цикла – это время, которое требуется фактически для выполнения одного операционного цикла. Времени цикла рассчитывается на основе наблюдений (за операцией, оператором, оборудованием)
 ВРЕМЯ ЦИКЛА • Время цикла оператора – это время, нужное оператору для осуществления всех операций на рабочем месте до их повторения. Обратите внимание, что этот промежуток времени рассчитывается по принципу «взял – положил» . То есть он рассчитывается с момента, как оператор взял продукт (деталь, материал, любой предмет труда), т. е. приступил к работе, произвёл определённую работу и положил готовый продукт (деталь, материал и т. п. )
ВРЕМЯ ЦИКЛА • Время цикла оператора – это время, нужное оператору для осуществления всех операций на рабочем месте до их повторения. Обратите внимание, что этот промежуток времени рассчитывается по принципу «взял – положил» . То есть он рассчитывается с момента, как оператор взял продукт (деталь, материал, любой предмет труда), т. е. приступил к работе, произвёл определённую работу и положил готовый продукт (деталь, материал и т. п. )
 ДИАГРАММА ЯМАДЗУМИ Диаграмма Ямадзуми – это диаграмма загрузки операторов, позволяющая анализировать равномерность загрузки работников, эффективность последовательности операций, соответствие времени цикла и времени такта.
ДИАГРАММА ЯМАДЗУМИ Диаграмма Ямадзуми – это диаграмма загрузки операторов, позволяющая анализировать равномерность загрузки работников, эффективность последовательности операций, соответствие времени цикла и времени такта.
 Диаграмма Ямадзума применяется для наглядного отображения загрузки работников определённого участка (бригады, участка технологической цепочки и т. п. ), последовательно работающих над добавлением ценности конкретному продукту. Другими словами, диаграмма применима для анализа загрузки работников, выполняющих определённую последовательность операций технологической цепочки.
Диаграмма Ямадзума применяется для наглядного отображения загрузки работников определённого участка (бригады, участка технологической цепочки и т. п. ), последовательно работающих над добавлением ценности конкретному продукту. Другими словами, диаграмма применима для анализа загрузки работников, выполняющих определённую последовательность операций технологической цепочки.
 На рисунке мы можем наблюдать загрузку 4 -х операторов, выполняющих определённую последовательность действий технологического процесса. В результате проведённой работы были оптимизированы действия, для загрузки всех операций под такт действия оператора № 4 (№ 5, 3) и оператора № 3 (№ 6, 7) были переданы дополнительному (пятому) оператору. Если бы время такта было больше (линия находилась выше), оптимальной была бы балансировка путём перемещения различных действий между операциями, т. е. без выделения дополнительной операции.
На рисунке мы можем наблюдать загрузку 4 -х операторов, выполняющих определённую последовательность действий технологического процесса. В результате проведённой работы были оптимизированы действия, для загрузки всех операций под такт действия оператора № 4 (№ 5, 3) и оператора № 3 (№ 6, 7) были переданы дополнительному (пятому) оператору. Если бы время такта было больше (линия находилась выше), оптимальной была бы балансировка путём перемещения различных действий между операциями, т. е. без выделения дополнительной операции.
,") ДИАГРАММА ЯМАДЗУМИ • Перебалансированные операции не должны быть загружены ровно под время такта (Вц=Тт), всегда должен оставаться небольшой резерв в 5 -10 % в зависимости от стабильности рассматриваемого процесса на случай возникновения непредвиденных проблем и во избежание перегрузки работников.
ДИАГРАММА ЯМАДЗУМИ • Перебалансированные операции не должны быть загружены ровно под время такта (Вц=Тт), всегда должен оставаться небольшой резерв в 5 -10 % в зависимости от стабильности рассматриваемого процесса на случай возникновения непредвиденных проблем и во избежание перегрузки работников.
 между операторами должно начинаться с начала технологической цепочки, то") • Перемещение работы (операций) между операторами должно начинаться с начала технологической цепочки, то есть вначале под время такта необходимо загрузить самого первого оператора, передавая ему работу второго (или наоборот разгрузить). Далее, после того, как первый оператор будет загружен, а его загрузка подтверждена, необходимо переходить ко второму, загружая его под время такта путём передачи операций от третьего оператора и т. д.
• Перемещение работы (операций) между операторами должно начинаться с начала технологической цепочки, то есть вначале под время такта необходимо загрузить самого первого оператора, передавая ему работу второго (или наоборот разгрузить). Далее, после того, как первый оператор будет загружен, а его загрузка подтверждена, необходимо переходить ко второму, загружая его под время такта путём передачи операций от третьего оператора и т. д.