

2 Разделение и кооперация.ppt
- Количество слайдов: 50
") 2. Разделение и кооперация труда (дифференциация и интеграция труда)
2. Разделение и кооперация труда (дифференциация и интеграция труда)
 2. 1. Сущность и значение разделения и кооперации труда 2. 2. Коллективные формы организации труда 2. 3. Совмещение профессий и функций 2. 4. Многостаночное обслуживание (расширение зоны обслуживания) 2. 5. Разделение труда руководителей, специалистов, служащих и формы их кооперации
2. 1. Сущность и значение разделения и кооперации труда 2. 2. Коллективные формы организации труда 2. 3. Совмещение профессий и функций 2. 4. Многостаночное обслуживание (расширение зоны обслуживания) 2. 5. Разделение труда руководителей, специалистов, служащих и формы их кооперации
 Формы разделения • • технологическое; функциональное; профессиональное; квалификационное.
Формы разделения • • технологическое; функциональное; профессиональное; квалификационное.
 - Технологическое разделение труда осуществляется на основе расчленения процесса производства на стадии (заготовительную, обрабатывающую, сборочную), переделы, фазы, частичные технологические процессы и операции. В рамках технологического разделения труда применительно к отдельным видам работ, в зависимости от степени дифференциации трудовых процессов, различается пооперационное, подетальное и предметное разделение труда.
- Технологическое разделение труда осуществляется на основе расчленения процесса производства на стадии (заготовительную, обрабатывающую, сборочную), переделы, фазы, частичные технологические процессы и операции. В рамках технологического разделения труда применительно к отдельным видам работ, в зависимости от степени дифференциации трудовых процессов, различается пооперационное, подетальное и предметное разделение труда.
 - Пооперационное разделение труда предусматривает распределение и закрепление операций технологического процесса за отдельными работниками, расстановку работающих, обеспечивающую их рациональную занятость и оптимальную загрузку оборудования. Это достигается углублением специализации работников, что способствует высокому уровню производительности труда, формированию стойкого динамического стереотипа выполнения трудовых приемов, использованию специализированной оснастки и инструмента, механизации трудовых процессов.
- Пооперационное разделение труда предусматривает распределение и закрепление операций технологического процесса за отдельными работниками, расстановку работающих, обеспечивающую их рациональную занятость и оптимальную загрузку оборудования. Это достигается углублением специализации работников, что способствует высокому уровню производительности труда, формированию стойкого динамического стереотипа выполнения трудовых приемов, использованию специализированной оснастки и инструмента, механизации трудовых процессов.
 - Предметное разделение труда предусматривает закрепление за конкретным исполнителем комплекса работ, позволяющих полностью изготовить изделие (например, сборка электровыключателя, электророзетки). - Подетальное разделение предполагает закрепление за исполнителем изготовления законченной части изделия или детали.
- Предметное разделение труда предусматривает закрепление за конкретным исполнителем комплекса работ, позволяющих полностью изготовить изделие (например, сборка электровыключателя, электророзетки). - Подетальное разделение предполагает закрепление за исполнителем изготовления законченной части изделия или детали.
 Функциональное разделение труда предусматривает обособление различных видов трудовой деятельности и выполнение конкретных работ соответствующими группами работников, специализирующихся на выполнении различных по содержанию и экономическому значению производственных или иных функций. Согласно функциональному разделению труда существует разделение всех рабочих на основных, занятых непосредственным выпуском продукции или выполнением основных работ; вспомогательных, которые сами непосредственно товарной продукции не производят, но обеспечивают своим трудом работу основных рабочих; обслуживающих, которые своим трудом создают условия для производительной работы как основных, так и вспомогательных рабочих.
Функциональное разделение труда предусматривает обособление различных видов трудовой деятельности и выполнение конкретных работ соответствующими группами работников, специализирующихся на выполнении различных по содержанию и экономическому значению производственных или иных функций. Согласно функциональному разделению труда существует разделение всех рабочих на основных, занятых непосредственным выпуском продукции или выполнением основных работ; вспомогательных, которые сами непосредственно товарной продукции не производят, но обеспечивают своим трудом работу основных рабочих; обслуживающих, которые своим трудом создают условия для производительной работы как основных, так и вспомогательных рабочих.
 Профессиональное разделение труда осуществляется в зависимости от профессиональной специализации работающих и предполагает выполнение на рабочих местах работ в рамках той или иной профессии. Исходя из объемов каждого вида этих работ, можно определить потребность в работниках по профессиям как в целом по предприятию, так и по его структурным подразделениям. Квалификационное разделение труда обусловлено различной сложностью работ, требующей определенного уровня знаний и опыта работников. Для каждой профессии устанавливается состав операций или работ различной степени сложности, которые группируются согласно присвоенным тарифным разрядам или квали фикационным категориям. На этой основе определяется численность работников по каждой профессии, квалификационным разрядам и категориям.
Профессиональное разделение труда осуществляется в зависимости от профессиональной специализации работающих и предполагает выполнение на рабочих местах работ в рамках той или иной профессии. Исходя из объемов каждого вида этих работ, можно определить потребность в работниках по профессиям как в целом по предприятию, так и по его структурным подразделениям. Квалификационное разделение труда обусловлено различной сложностью работ, требующей определенного уровня знаний и опыта работников. Для каждой профессии устанавливается состав операций или работ различной степени сложности, которые группируются согласно присвоенным тарифным разрядам или квали фикационным категориям. На этой основе определяется численность работников по каждой профессии, квалификационным разрядам и категориям.
 Границы разделения труда. • • технологическая, экономическая, психофизиологическая социальная.
Границы разделения труда. • • технологическая, экономическая, психофизиологическая социальная.
 • Технологическая граница разделения труда определяется существующей технологией, которая делит производственный процесс на операции. Нижней границей формирования содержания операции является трудовой прием, состоящий не менее чем из трех трудовых действий, непрерывно следующих друг за другом и имеющих конкретное целевое назначение. Верхней границей paспределения труда будет изготовление на одном рабочем месте всего изделия целиком. • Экономическая граница разделения труда обусловливается уровнем загрузки рабочих и длительностью производственного цикла. Распределение труда приводит к сокращению производственного цикла за счет параллельного выполнения операции, повышению производительности труда за счет специализации орудий труда и рабочих мест, ускорения освоения рабочими трудовых приемов и методов труда.
• Технологическая граница разделения труда определяется существующей технологией, которая делит производственный процесс на операции. Нижней границей формирования содержания операции является трудовой прием, состоящий не менее чем из трех трудовых действий, непрерывно следующих друг за другом и имеющих конкретное целевое назначение. Верхней границей paспределения труда будет изготовление на одном рабочем месте всего изделия целиком. • Экономическая граница разделения труда обусловливается уровнем загрузки рабочих и длительностью производственного цикла. Распределение труда приводит к сокращению производственного цикла за счет параллельного выполнения операции, повышению производительности труда за счет специализации орудий труда и рабочих мест, ускорения освоения рабочими трудовых приемов и методов труда.
 • Психофизиологическая граница разделения труда определяется допустимыми физическими и психологическими нагрузками. Длительность операций должна находиться в допустимых пределах и содержать разнообразные трудовые приемы, выполнение которых обеспечивает чередование нагрузок на различные органы и части тела работающего. Монотонность трудового процесса, связанная с длительностью и повторяемостью однообразных приемов, действий исполнителей в течение определенного периода, зависит от числа элементов в операции, продолжительности повторяющихся элементов, повторяемости однообразных приемов и действий. • Социальная граница разделения труда определяется минимально необходимым разнообразием выполняемых функций, обеспечивающим содержательность и привлекательность труда. Работник должен не только видеть результаты своего труда, но и получать от него определенное моральное удовлетворение. Труд, представляющий собой набор простейших движений и действий, снижает интерес к нему. Он лишен творчества, не способствует росту производительности и квалификации работников.
• Психофизиологическая граница разделения труда определяется допустимыми физическими и психологическими нагрузками. Длительность операций должна находиться в допустимых пределах и содержать разнообразные трудовые приемы, выполнение которых обеспечивает чередование нагрузок на различные органы и части тела работающего. Монотонность трудового процесса, связанная с длительностью и повторяемостью однообразных приемов, действий исполнителей в течение определенного периода, зависит от числа элементов в операции, продолжительности повторяющихся элементов, повторяемости однообразных приемов и действий. • Социальная граница разделения труда определяется минимально необходимым разнообразием выполняемых функций, обеспечивающим содержательность и привлекательность труда. Работник должен не только видеть результаты своего труда, но и получать от него определенное моральное удовлетворение. Труд, представляющий собой набор простейших движений и действий, снижает интерес к нему. Он лишен творчества, не способствует росту производительности и квалификации работников.
.") Формы кооперации труда • межцеховая, • внутрицеховая • внутриучастковая (межличностная).
Формы кооперации труда • межцеховая, • внутрицеховая • внутриучастковая (межличностная).
 • Межцеховая кооперация связана с разделением производственного процесса между цехами и заключается в участии коллективов цехов в общем для предприятия процессе труда по изготовлению продукции. • Внутрицеховая кооперация заключается во взаимодействии отдельных структурных подразделений цехов (участков, поточных линий). • Внутриучастковая кооперация заключается во взаимодействии отдельных работников в процессе совместного труда или организации коллективного труда рабочих, объединенных в бригады.
• Межцеховая кооперация связана с разделением производственного процесса между цехами и заключается в участии коллективов цехов в общем для предприятия процессе труда по изготовлению продукции. • Внутрицеховая кооперация заключается во взаимодействии отдельных структурных подразделений цехов (участков, поточных линий). • Внутриучастковая кооперация заключается во взаимодействии отдельных работников в процессе совместного труда или организации коллективного труда рабочих, объединенных в бригады.
 Границы кооперации • Организационная граница кооперации труда определяется тем, что, с одной стороны, нельзя объединить для выполнения любой работы менее двух человек, а с другой — существует норма управляемости, превышение которой приводит к несогласованности действий и значительным потерям рабочего времени. • Экономическая граница кооперации труда определяется возможностью максимального снижения затрат живого и овеществленного труда на единицу выпускаемой продукции.
Границы кооперации • Организационная граница кооперации труда определяется тем, что, с одной стороны, нельзя объединить для выполнения любой работы менее двух человек, а с другой — существует норма управляемости, превышение которой приводит к несогласованности действий и значительным потерям рабочего времени. • Экономическая граница кооперации труда определяется возможностью максимального снижения затрат живого и овеществленного труда на единицу выпускаемой продукции.
 2. 2. Коллективные формы организации труда Производственная бригада представляет собой первичный трудовой коллектив рабочих одинаковых или различных профессий, специальностей, квалификации, совместно выполняющих единое производственное задание и объединенных общей экономической оценкой результатов своего труда.
2. 2. Коллективные формы организации труда Производственная бригада представляет собой первичный трудовой коллектив рабочих одинаковых или различных профессий, специальностей, квалификации, совместно выполняющих единое производственное задание и объединенных общей экономической оценкой результатов своего труда.
 Критерии эффективности бригад • определенная законченная часть технологического процесса не может быть выполнена одним исполнителем и требует параллельной работы группы рабочих; • группа рабочих мест связана общим ритмом работы (например, на поточных линиях и сборочных конвейерах); • при обслуживании крупных агрегатов и автоматических линий, гибких производственных систем (ГПС); • при выполнении ремонтных и монтажных работ, требующих одновременного участия нескольких исполнителей.
Критерии эффективности бригад • определенная законченная часть технологического процесса не может быть выполнена одним исполнителем и требует параллельной работы группы рабочих; • группа рабочих мест связана общим ритмом работы (например, на поточных линиях и сборочных конвейерах); • при обслуживании крупных агрегатов и автоматических линий, гибких производственных систем (ГПС); • при выполнении ремонтных и монтажных работ, требующих одновременного участия нескольких исполнителей.
 Формы бригад • • специализированные, комплексные, сменные, сквозные.
Формы бригад • • специализированные, комплексные, сменные, сквозные.
 Специализированные бригады организуются из рабочих операций, чаще всего для слесарно сборочных, монтажных, наладочных, погрузо разгрузочных операций. Их преимущество по сравнению с индивидуальной организацией труда состоит в том, что в этих коллективах сокращаются внутрисменные потери рабочего времени путем более организованного обеспечения инструментом, приспособлениями, заготовками, органического сочетания высококвалифицированных рабочих с рабочими более низкой квалификации, обмена опытом и усиления дисциплины труда.
Специализированные бригады организуются из рабочих операций, чаще всего для слесарно сборочных, монтажных, наладочных, погрузо разгрузочных операций. Их преимущество по сравнению с индивидуальной организацией труда состоит в том, что в этих коллективах сокращаются внутрисменные потери рабочего времени путем более организованного обеспечения инструментом, приспособлениями, заготовками, органического сочетания высококвалифицированных рабочих с рабочими более низкой квалификации, обмена опытом и усиления дисциплины труда.
 Комплексные бригады организуют из рабочих различных профессий и специальностей для выполнения комплекса технологически разнородных, но взаимосвязанных работ. Преимуществом таких бригад является возможность оптимальной кооперации труда основных и вспомогательных рабочих, применения принципа совмещения профессий и специальностей, гибкость в решении вопросов расстановки рабочих. Поэтому они создаются при обслуживании сложных агрегатов, на поточных линиях и предметно замкнутых участках.
Комплексные бригады организуют из рабочих различных профессий и специальностей для выполнения комплекса технологически разнородных, но взаимосвязанных работ. Преимуществом таких бригад является возможность оптимальной кооперации труда основных и вспомогательных рабочих, применения принципа совмещения профессий и специальностей, гибкость в решении вопросов расстановки рабочих. Поэтому они создаются при обслуживании сложных агрегатов, на поточных линиях и предметно замкнутых участках.
 - включают") • сменные бригады - объединяют рабочих одной смены, • сквозные (суточные) - включают в себя рабочих, занятых в нескольких сменах.
• сменные бригады - объединяют рабочих одной смены, • сквозные (суточные) - включают в себя рабочих, занятых в нескольких сменах.
 Виды бригад • с полным разделением труда, где каждый рабочий выполняет только свою операцию; • с частичным разделением труда, где отдельные работники периодически выполняют работы, не соответствующие их основной специальности; • с полной взаимозаменяемостью, где каждый член бригады осваивает операции, входящие в часть производственного процесса, закрепленного за бригадой.
Виды бригад • с полным разделением труда, где каждый рабочий выполняет только свою операцию; • с частичным разделением труда, где отдельные работники периодически выполняют работы, не соответствующие их основной специальности; • с полной взаимозаменяемостью, где каждый член бригады осваивает операции, входящие в часть производственного процесса, закрепленного за бригадой.
 Принципы функционирования бригад • технологическая или предметно замкнутая специализация бригады с закреплением за ней операций, номенклатуры деталей узлов; • закрепление за бригадой определенной производственной площади, оборудования и т. д. ; • доведение до бригады производственного задания, отражающего конечные результаты коллективного труда, на которое ориентированы экономические показатели и система организации оплаты и стимулирования труда.
Принципы функционирования бригад • технологическая или предметно замкнутая специализация бригады с закреплением за ней операций, номенклатуры деталей узлов; • закрепление за бригадой определенной производственной площади, оборудования и т. д. ; • доведение до бригады производственного задания, отражающего конечные результаты коллективного труда, на которое ориентированы экономические показатели и система организации оплаты и стимулирования труда.
 2. 3. Совмещение профессий и функций Совмещение профессий представляет собой выполнение одним рабочим функций и работ, относящихся к различным профессиям.
2. 3. Совмещение профессий и функций Совмещение профессий представляет собой выполнение одним рабочим функций и работ, относящихся к различным профессиям.
 Виды совмещения • полное - рабочий выполняет все трудовые функции рабочего другой специальности, • частичное - рабочему передается только часть функций, выполняемых рабочими других специальностей, профессий.
Виды совмещения • полное - рабочий выполняет все трудовые функции рабочего другой специальности, • частичное - рабочему передается только часть функций, выполняемых рабочими других специальностей, профессий.
 Направления совмещения • овладение смежными профессиями, • овладение вторыми профессиями. Комментарий. Под смежной понимается профессия, для которой характерны технологическая или организационная общность с основной профессией, а также выполнение функций смежных профессий на рабочем месте основной профессии. Освоение вторых профессий — это такой вид совмещения, при котором трудовые функции по второй профессии не имеют общих признаков с функциями по основной профессии.
Направления совмещения • овладение смежными профессиями, • овладение вторыми профессиями. Комментарий. Под смежной понимается профессия, для которой характерны технологическая или организационная общность с основной профессией, а также выполнение функций смежных профессий на рабочем месте основной профессии. Освоение вторых профессий — это такой вид совмещения, при котором трудовые функции по второй профессии не имеют общих признаков с функциями по основной профессии.
 Условия совмещения • неполная занятость рабочего по основной профессии, обусловленная технологией производства или применяемым оборудованием; • общность содержательности труда работников, которые должны совмещать профессии, их технологическая и функциональная взаимосвязь; • разновременность выполнения совмещаемых функций; • отсутствие отрицательного влияния совмещения работ на точность, качество и производительность труда; • достаточный для овладения второй профессией (специальностью) квалификационный уровень рабочего.
Условия совмещения • неполная занятость рабочего по основной профессии, обусловленная технологией производства или применяемым оборудованием; • общность содержательности труда работников, которые должны совмещать профессии, их технологическая и функциональная взаимосвязь; • разновременность выполнения совмещаемых функций; • отсутствие отрицательного влияния совмещения работ на точность, качество и производительность труда; • достаточный для овладения второй профессией (специальностью) квалификационный уровень рабочего.
 На первом этапе выявляют и устанавливают возможные") Этапы проведения мероприятий по совмещению (три этапа) На первом этапе выявляют и устанавливают возможные границы такого совмещения исходя из функционального направления работ. Возможные варианты выбираются в следующей последовательности: определяется возможность совмещения профессий у основных рабочих, затем между основными и вспомогательными и лишь после этого — у вспомогательных рабочих. На втором этапе по выбранной форме совмещения определяется состав и объем совмещаемых работ.
Этапы проведения мероприятий по совмещению (три этапа) На первом этапе выявляют и устанавливают возможные границы такого совмещения исходя из функционального направления работ. Возможные варианты выбираются в следующей последовательности: определяется возможность совмещения профессий у основных рабочих, затем между основными и вспомогательными и лишь после этого — у вспомогательных рабочих. На втором этапе по выбранной форме совмещения определяется состав и объем совмещаемых работ.
 Критерий для оценки вариантов совмещения профессий К= где Тз. о занятость рабочего выполнением основной работы в течение смены, мин; Тз. св - занятость рабочего выполнением работы по совмещаемой профессии в течение смены, мин; Тсм продолжительность смены, мин.
Критерий для оценки вариантов совмещения профессий К= где Тз. о занятость рабочего выполнением основной работы в течение смены, мин; Тз. св - занятость рабочего выполнением работы по совмещаемой профессии в течение смены, мин; Тсм продолжительность смены, мин.
 На третьем этапе производится регламентация труда совмещающего профессии. Она может быть реализована в виде схем, графиков, расписаний, определяющих порядок и периодичность выполнения работ, способы и время выполнения.
На третьем этапе производится регламентация труда совмещающего профессии. Она может быть реализована в виде схем, графиков, расписаний, определяющих порядок и периодичность выполнения работ, способы и время выполнения.
 Экономический эффект от совмещения профессий Э = Эфзп +Эупр +Пдоп , где Эфзп экономия фонда заработной платы, определяемая как разность между фондом заработной платы высвобожденного вследствие совмещения работника и суммой доплат работнику, совместившему профессии; Эупр экономия на условно постоянных накладных расходах, образующаяся при повышении производительности труда и увеличении выпуска продукции; Пдоп прибыль от дополнительного выпуска продукции.
Экономический эффект от совмещения профессий Э = Эфзп +Эупр +Пдоп , где Эфзп экономия фонда заработной платы, определяемая как разность между фондом заработной платы высвобожденного вследствие совмещения работника и суммой доплат работнику, совместившему профессии; Эупр экономия на условно постоянных накладных расходах, образующаяся при повышении производительности труда и увеличении выпуска продукции; Пдоп прибыль от дополнительного выпуска продукции.
 Многостаночным (многоагрегатным) обслуживанием (МСО) называется обслуживание одним") 2. 4. Многостаночное обслуживание (расширенная зона обслуживания) Многостаночным (многоагрегатным) обслуживанием (МСО) называется обслуживание одним или группой рабочих нескольких станков (агрегатов), при котором машинно автоматическое время работы одного станка используется для выполнения ручных (требующих присутствия рабочего) элементов операции, а также всех или части функций обслуживания рабочего места на других станках (агрегатах).
2. 4. Многостаночное обслуживание (расширенная зона обслуживания) Многостаночным (многоагрегатным) обслуживанием (МСО) называется обслуживание одним или группой рабочих нескольких станков (агрегатов), при котором машинно автоматическое время работы одного станка используется для выполнения ручных (требующих присутствия рабочего) элементов операции, а также всех или части функций обслуживания рабочего места на других станках (агрегатах).
 Предпосылки МСО Техническими предпосылками развития многостаночного обслуживания являются повышение уровня автоматизации используемого оборудования, улучшение системы управления оборудованием и конструкции технологической оснастки, в результате которых уменьшается доля ручного труда по обслуживанию оборудования и увеличивается доля автоматической его работы.
Предпосылки МСО Техническими предпосылками развития многостаночного обслуживания являются повышение уровня автоматизации используемого оборудования, улучшение системы управления оборудованием и конструкции технологической оснастки, в результате которых уменьшается доля ручного труда по обслуживанию оборудования и увеличивается доля автоматической его работы.
 Организационными предпосылками введения многостаночного обслуживания являются: • рациональная планировка оборудования на рабочем месте, обеспечивающая удобство его обслуживания; • кратчайшие маршруты перехода от станка к станку; • реализация наиболее эффективной системы обслуживания рабочих мест; • изменение форм разделения и кооперации труда таким образом, чтобы большинство функций (наладка, подналадка станков, передача деталей, заточка инструментов и др. ) выполнялись вспомогательными рабочими.
Организационными предпосылками введения многостаночного обслуживания являются: • рациональная планировка оборудования на рабочем месте, обеспечивающая удобство его обслуживания; • кратчайшие маршруты перехода от станка к станку; • реализация наиболее эффективной системы обслуживания рабочих мест; • изменение форм разделения и кооперации труда таким образом, чтобы большинство функций (наладка, подналадка станков, передача деталей, заточка инструментов и др. ) выполнялись вспомогательными рабочими.
 Экономическими предпосылками многостаночного обслуживания является возможность обеспечения наиболее полной занятости рабочих станочников и обслуживаемого ими оборудования.
Экономическими предпосылками многостаночного обслуживания является возможность обеспечения наиболее полной занятости рабочих станочников и обслуживаемого ими оборудования.
 Формы многостаночного обслуживания • С точки зрения технологической однородности оборудования; • По соотношению длительности операций, выполняемых многостаночным комплексом.
Формы многостаночного обслуживания • С точки зрения технологической однородности оборудования; • По соотношению длительности операций, выполняемых многостаночным комплексом.
 С точки зрения технологической однородности оборудования различают обслуживание: станков-дублеров, то есть однотипных станков, на которых выполняются одинаковые операции; однотипного оборудования, на котором выполняются разные операции; технологически разнородного оборудования, если в состав оборудования входят различные станки.
С точки зрения технологической однородности оборудования различают обслуживание: станков-дублеров, то есть однотипных станков, на которых выполняются одинаковые операции; однотипного оборудования, на котором выполняются разные операции; технологически разнородного оборудования, если в состав оборудования входят различные станки.
 По соотношению длительности операций, выполняемых многостаночным комплексом, различают варианты: когда операции на всех станках равны по времени; когда длительность их не равная, но кратная; когда длительность операций не равна и не кратна.
По соотношению длительности операций, выполняемых многостаночным комплексом, различают варианты: когда операции на всех станках равны по времени; когда длительность их не равная, но кратная; когда длительность операций не равна и не кратна.
 обслуживание предполагает регламентированный, повторяемый в каждом цикле обход станков") Системы обслуживания • Циклическое (маршрутное) обслуживание предполагает регламентированный, повторяемый в каждом цикле обход станков по заранее определенному маршруту. • Нециклическое (сторожевое) обслуживание имеет место при обслуживании группы разнотипного оборудования, на котором выполняются операции разной длительности. В этом случае рабочий многостаночник наблюдает за работой всех станков и подходит к тому, который требует обслуживания. • Комбинированное обслуживание представляет собой сочетание маршрутного и сторожевого видов обслуживания. Оно целесообразно для обслуживания группы станков, имеющих в своем составе станки, выполняющие однопроходные операции с большой длительностью технологического цикла, и несколько станков, выполняющих относительно короткие многопроходные операции.
Системы обслуживания • Циклическое (маршрутное) обслуживание предполагает регламентированный, повторяемый в каждом цикле обход станков по заранее определенному маршруту. • Нециклическое (сторожевое) обслуживание имеет место при обслуживании группы разнотипного оборудования, на котором выполняются операции разной длительности. В этом случае рабочий многостаночник наблюдает за работой всех станков и подходит к тому, который требует обслуживания. • Комбинированное обслуживание представляет собой сочетание маршрутного и сторожевого видов обслуживания. Оно целесообразно для обслуживания группы станков, имеющих в своем составе станки, выполняющие однопроходные операции с большой длительностью технологического цикла, и несколько станков, выполняющих относительно короткие многопроходные операции.
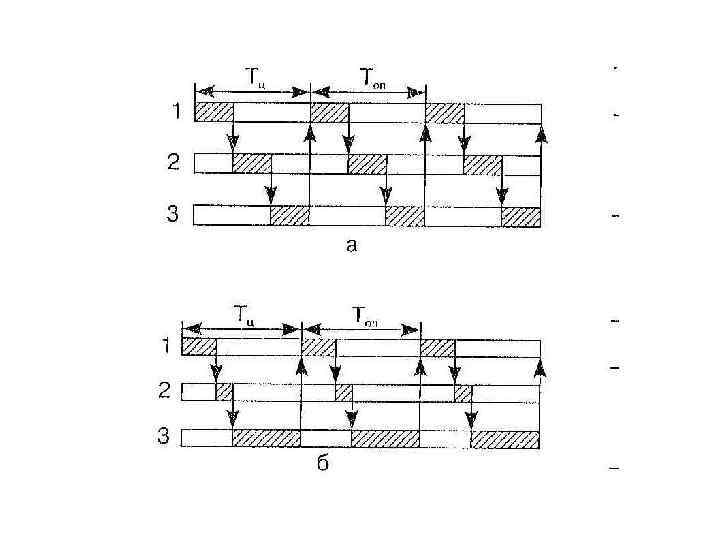
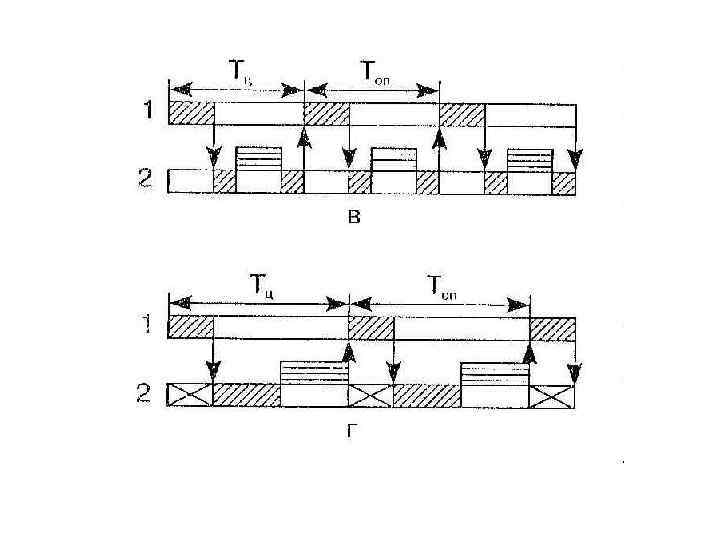
 представляет собой сумму машинно свободного времени и времени") 1. Оперативное время выполнения операции (Топ) представляет собой сумму машинно свободного времени и времени занятости рабочего: Топ =Тмс + Тз Время автоматической работы станка (Тмс ), не перекрываемое временем занятости рабочего при работе на данном станке, называется машинно свободным временем и определяется по формуле: Тмс =То - Тзп ИЛИ Тмс = То - (Тмр + Тан + Тпер ) где Т 0 — основное (технологическое) время; Тмр машинно ручная работа; Тзп время занятости рабочего, перекрываемое машинным временем работы на данном станке.
1. Оперативное время выполнения операции (Топ) представляет собой сумму машинно свободного времени и времени занятости рабочего: Топ =Тмс + Тз Время автоматической работы станка (Тмс ), не перекрываемое временем занятости рабочего при работе на данном станке, называется машинно свободным временем и определяется по формуле: Тмс =То - Тзп ИЛИ Тмс = То - (Тмр + Тан + Тпер ) где Т 0 — основное (технологическое) время; Тмр машинно ручная работа; Тзп время занятости рабочего, перекрываемое машинным временем работы на данном станке.
 складывается из следующих элементов:") 2. Время занятости рабочего обслуживанием одного станка (Т 3 ) складывается из следующих элементов: Тз = Твн + Твп + Тан + Тпер , где Твн - вспомогательное неперекрываемое время; Твп - вспомогательное перекрываемое время; Тан - время активного наблюдения за работой станка; Тnep - время на переход от станка к станку.
2. Время занятости рабочего обслуживанием одного станка (Т 3 ) складывается из следующих элементов: Тз = Твн + Твп + Тан + Тпер , где Твн - вспомогательное неперекрываемое время; Твп - вспомогательное перекрываемое время; Тан - время активного наблюдения за работой станка; Тnep - время на переход от станка к станку.
 будет равно сумме") 3. Общее время занятости рабочего при обслуживании группы станков (Тзрм ) будет равно сумме времени занятости рабочего по каждому из обслуживаемых станков: Тзрм = где n число обслуживаемых станков.
3. Общее время занятости рабочего при обслуживании группы станков (Тзрм ) будет равно сумме времени занятости рабочего по каждому из обслуживаемых станков: Тзрм = где n число обслуживаемых станков.
 4. Основное условие эффективной организации многостаночного рабочего места можно выразить следующим соотношением: Тмc = В случае, если Тмс > Тзрм, у рабочего возникает свободное время, при. Tмс
4. Основное условие эффективной организации многостаночного рабочего места можно выразить следующим соотношением: Тмc = В случае, если Тмс > Тзрм, у рабочего возникает свободное время, при. Tмс
 5. Количество станков, объединенных в группу для многостаночного обслуживания, определяется следующим образом: для станков дублеров и станков с равной длительностью операции: n= - для станков с различной длительностью выполняемых операций: n= где Кд коэффициент, учитывающий отклонения от нормального хода технологического процесса.
5. Количество станков, объединенных в группу для многостаночного обслуживания, определяется следующим образом: для станков дублеров и станков с равной длительностью операции: n= - для станков с различной длительностью выполняемых операций: n= где Кд коэффициент, учитывающий отклонения от нормального хода технологического процесса.
 Значения коэффициента КД Оборудование Тип производства универсальное специализированное Массовое 0, 85 0, 9 Серийное 0, 7 0, 8 Единичное 0, 65 0, 75
Значения коэффициента КД Оборудование Тип производства универсальное специализированное Массовое 0, 85 0, 9 Серийное 0, 7 0, 8 Единичное 0, 65 0, 75
 — период времени, к течение которого рабочий регулярно выполняет") 6. Цикл многостаночного обслуживания (Тц) — период времени, к течение которого рабочий регулярно выполняет весь комплекс работ по обслуживанию закрепленных за ним станков. Его величина при обслуживании станков дублеров рассчитывается следующим образом: Тц=Тмс+Тз+Тпс, где Тпс – время простоя станка.
6. Цикл многостаночного обслуживания (Тц) — период времени, к течение которого рабочий регулярно выполняет весь комплекс работ по обслуживанию закрепленных за ним станков. Его величина при обслуживании станков дублеров рассчитывается следующим образом: Тц=Тмс+Тз+Тпс, где Тпс – время простоя станка.
/") 7. Время простоев для станков дублеров Тп=/Тмс-Тз(n-1)/
7. Время простоев для станков дублеров Тп=/Тмс-Тз(n-1)/
 8. Критерием выбора той или иной планировки являются затраты времени на подходы рабочего к станкам (Тпер ). А) При кольцевом расположении оборудования и циклическом обслуживании: Тпер = n lс х 0, 015 мин, где l. С среднее расстояние между станками, м; n число обслуживаемых станков; 0, 015 мин норматив времени на 1 метр перехода рабочего от станка к cтанку. Б) При линейном расположении оборудования и циклическом обслуживании: Т
8. Критерием выбора той или иной планировки являются затраты времени на подходы рабочего к станкам (Тпер ). А) При кольцевом расположении оборудования и циклическом обслуживании: Тпер = n lс х 0, 015 мин, где l. С среднее расстояние между станками, м; n число обслуживаемых станков; 0, 015 мин норматив времени на 1 метр перехода рабочего от станка к cтанку. Б) При линейном расположении оборудования и циклическом обслуживании: Т
 При нециклическом обслуживании среднее время перехода к станку может определяться по эмпирической зависимости:") В) При нециклическом обслуживании среднее время перехода к станку может определяться по эмпирической зависимости: Т
В) При нециклическом обслуживании среднее время перехода к станку может определяться по эмпирической зависимости: Т