3. Точность обработки.ppt
- Количество слайдов: 67



1. 5. Точность обработки Точностьобработки соответствиеформы, размеров − и положение обработанной поверхности требованием чертежа и технических условий. Точность одна из машиностроения. определяющих характеристик Чем выше скорости, нагрузки, надёжность машинытем большее внимание необходимо уделять точности обраб

Погрешность обработки разность – между полученными и заданными точностными параметрами. Абсолютная погрешность – выражается единицах X в рассматриваемого параметра, определяется разностью между полученным(действительным)и заданным значением параметра.

Относительная погрешность Х отн – отношение абсолютной погрешностик заданному параметру, выражается в процентах.

Погрешности обработкивозникаютфактически всех на этапах технологического процесса, поэтому должны рассматриваться комплексно с учётом всех этапов. Чем сложнее деталь, тем больше она требует технологической обработкии тем большепогрешностей может возникать. От погрешности обработки зависит точность обработк Чем меньше погрешностей обработки, вышеточность тем детали.

Заданную получить: чертежом точность детали можно 1. Методом пробных рабочих ходов и промеров. Положение заготовки на станке определяется ее индивидуальной выверкой. Используется в единичном и мелкосерийном производс Требует рабочих высокой квалификации. Метод мало производительный.

2. Методом автоматическогополученияразмеров на предварительно настроенных станках. Установка заготовки осуществляетсяв специальных приспособлениях автоматически. Размер обеспечивается установкой режущего инструме Используется в массовом, серийном производстве. Требуетвысококвалифицированных наладчиков, рабочих и невысокой квалификации. Метод высокопроизводительный. При нём можно использовать автоматизированное оборудование и многостаночное обслуживание.

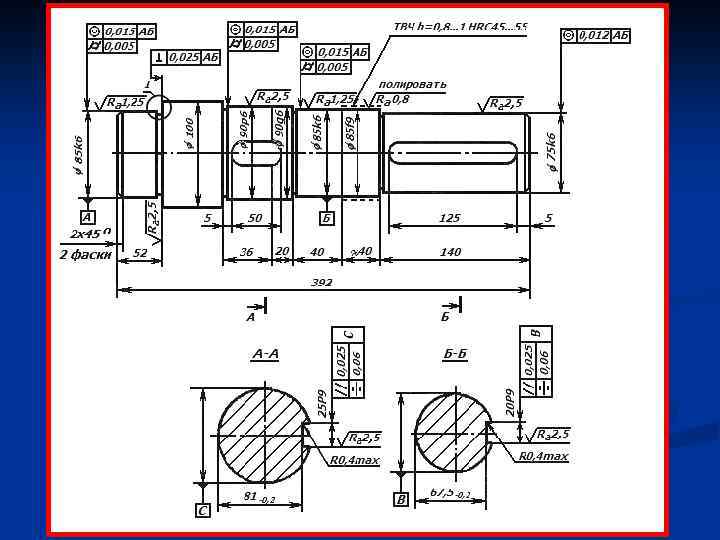
Схематично погрешность обработки рассмотрим на примере детали типа тела вращения.

р dдейст ф d dном ш 2 – действительная деталь 3 – аппроксимация действительной детали 1 – чертеж детали

d – погрешность размера; Р – погрешность расположения; Ф – погрешность формы; Ш – погрешность качества поверхности.

Точность геометрических параметров деталей характеризуется толькоточностью не размеров элементов, ее но иточностью формы и расположения поверхностей. Классификацияотклонений и допусков формы и расположения также терминология , а приведены ГОСТ в 24642— 81. Отклонением формы называют отклонение реальной поверхности, ограничивающей от формы тело, номинальной поверхности.

Реальная поверхность это поверхность, — ограничивающа деталь и отделяющая ее от окружающей среды. Реальныеповерхности деталей получают в результате обработки. Номинальная поверхность это идеальная — поверхность, форма которойзаданачертежомили другой технической документацией.
 определяется")
Номинальное расположениеповерхности определяется номинальными значениями линейных и угловых разме Реальное расположение поверхности (профиля) определяется значениями действительных линейных угловыхразмеров, и т. е. значениями размеров реальной детали. В основу нормированияколичественной и оценки отклонений формыи взаимного расположения поверхностей используют принцип прилегающих прямых, окружностей, поверхностей и профилей.

Приняты следующие обозначения: Δ — отклонение формы или отклонение расположения поверхностей; Т — допуск формы или допуск расположения; L — длина нормируемого участка.

Прилегающий цилиндр и отклонение от цилиндричности

Плоскость и отклонение от плоскостности

Для обеспечения взаимозаменяемости деталей. ГОСТ 24643 — 81 устанавливает предельные отклонения погрешностей формы расположения и в зависимости принятой от степени точности. Стандартом определеныстепеней точности 16.

Относительная геометрическая точность формы цилиндрических поверхностей и соотношение допусков формы и размера в зависимости от условий применения следу qнормальная — 60 %; qповышенная — 40 %; qвысокая — 25 %. Во всех остальныхслучаях, когдапредельные отклонения формы не установлены, они должны быть ограничены допуском на размер.
;")
Отклонения расположения поверхностей а, б — отклонение от параллельности (Δ = А - В);
/L); 1 - A (А")
в — отклонение от перпендикулярности (Δ = 2)/L); 1 - A (А

г — отклонение соосности от относительно базовой оси поверхности;

д — отклонение от соосности относительно общей оси;

е — отклонение от пересечения осей;

ж — отклонение от симметричности;

з — позиционное отклонение, смещение от номинального распо

и — торцевое биение;
 =R")
к — радиальное биение (Δmax – Rmin) =R

Обозначение на чертежах допусков формы и взаимного расположения Допуски формыи расположения указывают чертежах на условными обозначениями текстом в технических или требованиях. Применение условных обозначений предпочтительно Обозначения чертежахдопусков на формы расположения и поверхностей выполняют по ГОСТ 2. 308— 79.

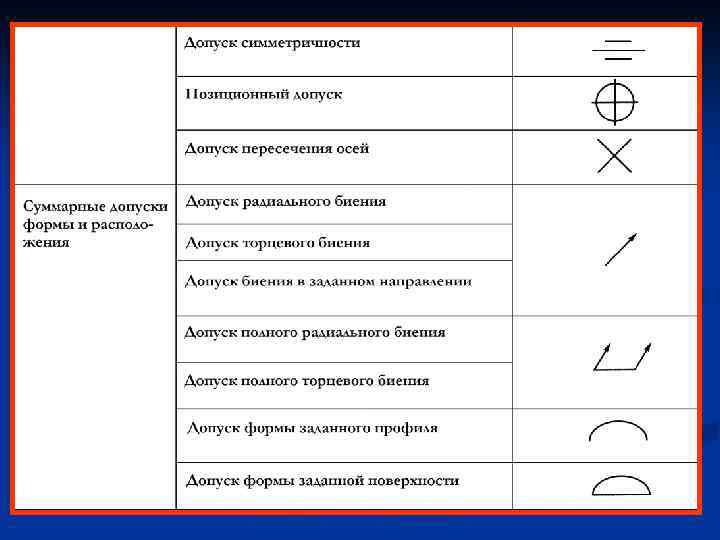

Условные обозначения допусков помещаютв прямоугольную рамку, разделенную на две или три части. В первой проставляют условный знак допуска , во второй — числовое значение допуска в миллиметрах , в третьей —буквенное обозначение базы.

Рамки вычерчивают сплошными тонкими линиями и располагают горизонтально. С элементом, к которому относится допуск, рамку соединяют прямойили ломанойлинией, заканчивающейся стрелкой.

Высотацифр, и знаков, букв вписываемыхрамки, должна в быть равна размеру шрифтаразмерных чисел, а высотарамки— на 2. . . 3 мм больше. Не допускается пересекать рамку какими-либо линиями.

Выбор шероховатости

1. 5. 2. Погрешности основной кинематической схемы обработки – системы СПИД – станок, приспособление, инструмент, детал Под влиянием различных параметров силырезания, – температуры, вибрации, геометрических параметров станка и инструмента – появляютсяпогрешности системы СПИД.

Наличие формирование и погрешностей обработки деталей на металлорежущих станках определяются следующими факторами: 1. недостаточная жесткость станка; 2. колебание силы резания из-занеравномерных твердости заготовки и припусков на обработку; 3. неточность станков; 4. погрешности управляющих программ станков ЧПУ, (для с наиболее существенные – погрешности аппроксимации
 и заготовки на станке; 6. погрешности настройки инструмента и станка")
5. погрешность установки(базирования закрепления) и заготовки на станке; 6. погрешности настройки инструмента и станка на раз 7. погрешностиобработки, вызванные неточностью инструмента и его износом;
 и т. д. Действиевсех")
8. тепловые деформации; 9. вибрации; 10. ошибки рабочего (наладчика, станочника) и т. д. Действиевсех этих факторов, влияющихна точность обработки, приводит возникновению к суммарной погрешности обработки.

Жесткость системы СПИД Под действием силырезания, приложенной к звеньям упругой системы СПИД, возникает деформация этой технологической системы. Способность противостоять этим деформациям называется жесткостью.

Пример системы СПИД при обработкена токарном станке в нагруженном состоянии схематически показан рисунке, котором на на линия 00 изображает ненагруженного ось станка. Под действием сил резания передний центр станка смещен (отжат) от своего нормального положения величину1 , а задний на величину2. Поддействием на h – h той же силыдеталь прогнулась, причем стрелкапрогиба детали составляет величину3 , а суппорт отжат на величину h h 4.
, получающиеся вследствие недостаточной жесткостиотдельныхсоставляющих системы. СПИД, всегда имеют место, причем величины каждого")
Отклонения (отжимы), получающиеся вследствие недостаточной жесткостиотдельныхсоставляющих системы. СПИД, всегда имеют место, причем величины каждого из них в отдельных случаях ра §Если величина всех отклонений ничтожна, формадетали, а также размерыобрабатываемых поверхностей шероховатость и получаются соответствующими предъявляемым требованиям. §Если жесткостьнескольких или хотя бы однойиз составляющих рассматриваемой системы недостаточна, получаются неудовлетворительные результаты обработки. При небольшой силе резаниянедостаточная жесткость системы СПИД сказывается в меньшей мере, чем при большой нагрузке

Причины недостаточной жесткости станка, приспособления, режущего инструмента и обрабатываемой детали Многочисленными опытами установлено, что жесткость станказависит столькоот жесткости деталей, сколько не его от тщательности сборки и регулировки узлов. его

Недостаточная жесткостьсуппортастанка может быть следствием ряда причин: § неправильной регулировки клиньев, расположенных между направляющими продольных и поперечных салазок суп § непрямолинейности вследствие износа направляющих § недостаточно качественная сборка деталей суппорта и

В результате действиявсех этих причин происходит так называемый отжимсуппорта следовательно, и, инструмента – резца. Отжим режущего инструмента может быть более менее или значительным соответствующим и образом отражатьсяна форме и размерах обрабатываемых деталей.

Жесткость детали обусловливается размерами и ее конструктивными особенностями. Повыситьжесткостьобрабатываемой детали в процессе обработки можно использованием заднего центра при обработке даже не оченьдлинныхдеталей, применением люнетов обтачивании длинных тонкихдеталейи при очень и т. д. На жесткость специального приспособления влияюткачество сборки и износ.

Явления, возникающие в результате недостаточной жесткости системы СПИД Под действием резания будет прогибаться, сил вал величина прогиба будетнаибольшей, резец когда будетсниматьстружку в середине вала. В результате вал будет иметь бочкообразную форму.

Если обрабатываемый закреплен патронеи не вал в поддерживается задним центром.

Деформации деталей при закреплении В резьбовыхсоединениях детали при закреплении на воздействует случайносформировавшаяся система сил, по следующим причинам: отклонения формы, поворотов основных вспомогательных и баз деталей приводят случайному к местоположению точек контакта сопрягаемых поверхностей , отклонения поворота крепежных отверстий относительно баз деталей,

неперпендикулярность площадок, которые на опираются гайки и головки болтов, относительно осей крепежных отверс колебания сил затяжки, последовательность затяжки крепежных деталей.

В процессе закрепления могут возникнуть деформации изгиба, крученияснижающие , качествосборки работоспособност и изделий. Например установке при редуктора основание на отклонения формы поверхностей приведут к контакту корпуса баз редуктора с основанием в трех точках (1— 3).
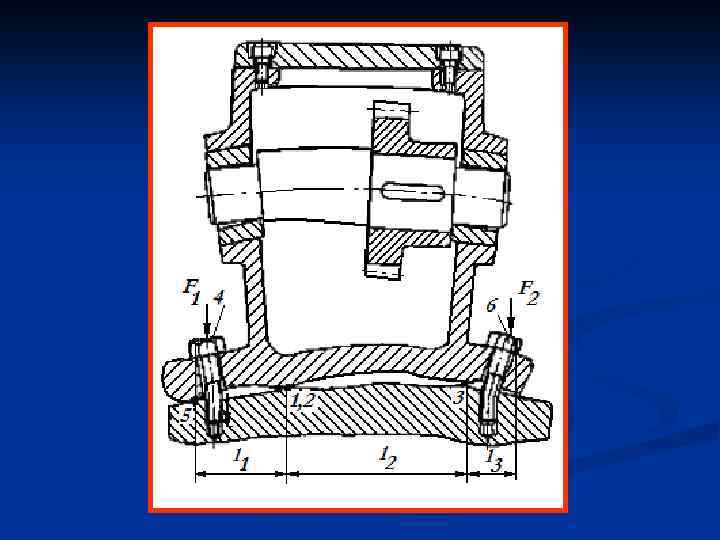

Призакреплении деформации подвергнутся нижняя поверхность корпуса, боковые его стенки, что может нарушить положение подшипников и привести к защемлению вала. Деформируются этом и крепежные при детали из-зачегоих работа, не будет соответствовать расчетной схеме.

Уменьшению погрешностей сборки , вызванных деформированием деталей при закреплении, способств 1. Правильное конструктивное оформление деталей и баз средств крепления. Исключающее (уменьшающее) возможность возникновения пар сил, изгибающих и скручивающих 2. Затяжка крепежных деталей с равномерной силой и требуемым моментом затяжки.

3. Обеспечение изготовлениидеталей правильного при положения крепежных отверстийи площадок гайкии под головки болтов.

4. Соблюдение определенной последовательности завинчивания гаекили винтовприбольшом числе. их Последовательность закрепления и винтовоснована принципе гаек на сокращения упругих деформаций сопрягаемых деталейв направлении от середины к краям.

Погрешности измерений Процесс сборки машинысопровождается многочисленными измерениями. Ни одноизмерение может быть выполнено не абсолютно точно поэтому присущие отклонениявлияют на , ему качество машины.

Размерный износ инструмента В процессе обработки заготовок инструмент изнашивается. Интенсивность изнашивания инструмента зависит от свойств материала, из которого изготовлен инструмент, свойств материала заготовки, режимов обработки, температуры нагрева, свойств смазочно–охлаждающей жидкости и др.

Влияние размерного износа точностьи производительность на процесса обработки уменьшают следующие практические мер q повышение качества материала, используемого, для изготовления инструмента; q повышение качества изготовления и доводки инструм q рациональный выбор режимов резания;

q стабилизация сил резания; q сокращение вибраций в технологической системе; q правильный подбор и применение СОЖ; q своевременная смена инструмента; q применение устройств диагностики состояния инстру

Причины возникновения вибраций Колебаний, передаваемых других от вибрирующих станков и машин через фундамент цеха, металлические конструкции перекрытий и т. д. Методы борьбыс такими вибрациями усиление — фундаментов и перекрытий.
 частей станка, патрона или обрабатываемой детали. Средство борьбы с вибрациямитакого")
Колебаний, вызываемых несбалансированностью (неуравновешенностью) частей станка, патрона или обрабатываемой детали. Средство борьбы с вибрациямитакого типа — балансировка вращающихся частей как самогостанка и патрона, так и балансировка закрепляемой станке на заготовки с помощью дополнительных грузов.

Колебаний, вызываемых дефектами передач станков. Средстваборьбы вибрациями с этого рода заключаются в устранении соответствующих дефектов. Колебаний, вызываемых прерывистым характеромпроцесса резания. Уменьшаютсяпри искусственном увеличения жесткости обрабатываемой детали.

Тепловые деформации технологическо системы В процессе обработки заготовокзвеньятехнологической системы находятся под непрерывным воздействием различных источников тепла.

Чтобы уменьшить тепловые деформации необходимо: q применять СОЖ; q создавать спостоянными цеха температурами, использовать вентиляцию; q вводить в конструкцию станков стабилизирующие температуру; устройства,

q прогревать станки на холостом ходу до начала работы q сокращать перерывы в работе до минимума; q настраивать технологическую систему на рабочий настроечный размер, учитывающий влияние тепловых деформаций; q увеличивать скорость резания; q чередовать операциитехнологическом в процессе с большим и меньшим нагревом заготовок.

Влияние рабочего на точность изготовляемых деталей Качествоизготавливаемых деталей находитсяв прямой зависимости от квалификации рабочего. Создание благоприятных условий труда, облегчающих для физическую умственнуюдеятельность работающего, и является однимиз средств повышения качества продукции и производительности труда;

В массовом крупносерийном и производстве выполнении при однообразноймонотонной и работы следует периодически делать перестановку рабочих однихопераций другие с на , создавая тем самым разнообразие в их труде; При конструировании приспособлений следует избегать ручных зажимов и применять пневматические, гидравлические, электромеханические зажимы, обеспечивающие стабильность сил закрепления загото
3. Точность обработки.ppt