a1e08d737dcefd477b90602ca209ac20.ppt
- Количество слайдов: 116



檢驗與測試 2018/3/15

檢驗與測試之要件
 設施及環境條件 (p. 12 -12至 12")
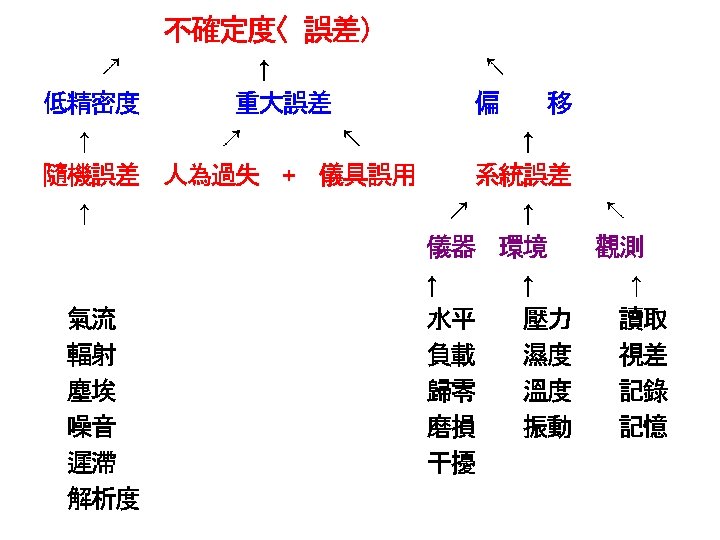
決定檢 /試驗正確性和可靠性之因素 • • 人的因素 (p. 12 -48頁 ) 設施及環境條件 (p. 12 -12至 12 -14頁 ) 檢試驗方法 /標準 檢試驗設備 (p. 12 -17頁 ) 量測追溯性 取樣 檢試驗樣品之處理 • 【 參考資料: ISO 17025】

檢驗目的 • • 區別良品、不良品 區別合格批、拒收批 產品分級 製程管制及趨勢分析 製程能力分析 設計查證 衡量檢驗員能力 衡量檢試驗儀器設備 (p. 12 -2頁 )
 確定性 : 結論可達到多高的 『")
抽樣之相關因素 • 樣本來源 • • 資料類別 目的 熟悉度 (歷史資料、相關知識等 ) 確定性 : 結論可達到多高的 『 信心水準 』
")
抽樣檢驗主要目的 • 抽樣檢驗:依不同目的, 抽取少量需求之 樣品,經過檢試後,視其結果推定母群體 之品質或特性。 (與問卷調查不同 )

檢驗人員專業判斷的能力 • 檢驗人員專業判斷的能力,包括: – – 1. 需有產品製造之知識 2. 產品被使用的方式 3. 產品在被使用時可能產生的缺點 4. 瞭解產品在正常使用時,發現其偏差的情況下,其顯 著性 (嚴重性、影響度 )如何。 • 隨著產品日趨複雜製造作業也越分越細,檢 驗 作也一樣變得煩瑣。目前之檢驗 作大 都由對產品合用性缺乏了解之檢驗員擔任, 正式的檢驗計畫實有必要, • 換句話說 書面計畫規定檢驗項目與檢驗方 法實有擬定之必要。 (p. 12 -4)
、主要(major)、次要 (minor)")
有關檢驗之敘述 • 嚴重性分類分別有 : – 1. 缺點嚴重性分類 – 2. 特性嚴重性分類 • 分別有基要 (critical)、主要(major)、次要 (minor) • 嚴重性分類對「設計決策」及「檢驗決策」的 影響有相當的差別。 • (P. 12 -20表 12 -7/貝爾系統 )

有關檢驗之敘述 • 產品驗收 作涉及兩種不同決策的判定 : – 1. 產品是否合乎規格 ? – 2. 產品是否適於使用 ? • 建立起一套正規的辦法管制 /處理不合格 品,如不合格報告、不合格標籤、成立 MRB、 特採申請書等,可防止 『 需無授權 』 的危險 性發生。 (p. 12 -30)

有關檢驗之敘述 • 製程檢驗包含 : 提供判定製程決策的資料, 亦即判定製程是否應持續或停止。 • 某些製程穩定只要製程設定正確在某一個 批量範圍內所有產品批都將合格。對於這 類製程,製程的設定驗收便可視為整批產 品的驗收。 • 關卡檢驗 是一種逐批產品驗收程序,通常 在生產作業 完畢後 實施。(p. 12 -36)

有關檢驗之敘述 • 檢驗並不能提高產品的品質,只是將不合 格品挑出來。 • 檢驗的重要機能在於激勵品質意願,亦即 激發努力生產良品的意願,因此不能激勵 品質意願的檢驗是毫無意義的。 • 檢驗批內的檢驗單位的特性質不能被認為 是常態分配時,不可使用通常的計量值抽 樣檢驗表。

檢驗站之檢驗 /生產部門之檢 驗 • 製程檢驗: • 有二個目的: – 1. 製程變異的觀測,判定製程是否應持續或停 止,屬於一般的製程管制範圍,由生產部門操 作員執行。 – 2. 產品的檢驗,亦即判定產品是否合乎規格, 為「產品驗收」,由生產部門操作員執行或者由 專職檢驗員執行。由專職檢驗員執行者亦包括 巡迴檢驗。由生產部門操作員執行者亦包括首 件檢驗 /設定檢驗。 (p. 12 -35、12 -66頁 )

感官試驗 • 比對試驗: – 一個標準樣品與一個試驗樣品比較。 • 三角試驗: – 三個樣品中有二個相同,需鑑別出另一個不同 之樣品。 • 一對二試驗: – 先判別一個樣品,再判別與區分其他二個樣品。 • 分等試驗: – 排列出各樣品之等級順次。 (p. 12 -45頁 )

檢驗員之失誤 • 1. 技術性失誤 • 2. 程序性失誤 • 3. 無意識性失誤 – 當錯誤發生時,連檢驗員本身亦未發覺 • 4. 意識性失誤 – 檢驗員明知自己有失誤,卻讓錯誤發生 – (p. 12 -48頁至 12 -56頁 )

技術性失誤 • 技術性失誤 – 本身缺陷致 作能力不足,如色盲。 – 教育訓練不夠,致檢驗知識不足所犯之錯誤。 – 因個人技術能力不足,技術欠熟練所犯之錯誤。

程序性失誤 • 程序性失誤 – 作業程序上之疏忽, – 如:遺漏檢驗項目、不合格品之誤裝、誤運等。

無意識性失誤 • 無意識性失誤 – (當錯誤發生時,連檢驗員本身亦未發覺 對策: p. 12 -50頁 – 檢驗正確性不可能達到 100﹪ 。 – 因 作疲勞不自覺地所犯之錯誤。 ) 改善
。 – 管理當局對規格執行之嚴謹度 (經常將不良品 特採允收,造成檢驗員不再報告某些缺點 )。 –")
意識性失誤 • 由管理當局造成: – 管理優先順序的衝突 (品質、成本、交貨中成本、 交貨被優先考量 )。 – 管理當局對規格執行之嚴謹度 (經常將不良品 特採允收,造成檢驗員不再報告某些缺點 )。 – 管理當局之漠視 (不重視資料之正確性或儀器 設備之功能,造成檢驗員默視資料正確性並勉 強使用欠佳之儀器設備 )。 – 管理階層之欺騙,造成檢驗員因受單位主管壓 力所犯之錯誤 (紀錄造假 )。
。 – 檢驗員呈報假結果 (提高自己 作績效,或為 求省事即省略拒收帶來之後續作業 )。 –")
意識性失誤 • 由檢驗員造成: – 檢驗員欺騙 (人情壓力、被收買等 )。 – 檢驗員呈報假結果 (提高自己 作績效,或為 求省事即省略拒收帶來之後續作業 )。 – 檢驗員之取巧省略 (自行省略某項作業 )。 – 規格退縮行為。

量測追溯性 • 追溯性 traceabillty – 為量測結果的特性,它可透過連續的比較鏈, 將量測結果與適當標準,通常是指國際標準或 國家標準等聯繫起來。 • 參考物質 reference material – 具有一項或多項完善建立之特性,而該特性被 用以校正儀器,評估量測方法或給材料訂值之 物質或材料。 • 驗證過之參考物質 certified reference material – 一參考物質的一個或多個特性為一技術上正 確的程序所驗證,並附有或可追溯至證明書或 由驗證機構出具的文件。

量測追溯性 • 參考物質 reference material – 具有一項或多項完善建立之特性,而該特性被 用以校正儀器,評估量測方法或給材料訂值之 物質或材料。 • 亦可分別區別為: – 參考標準:如標準電阻、標準硬度片、塊規等 – 參考物質:如標準氣體、標準液體等

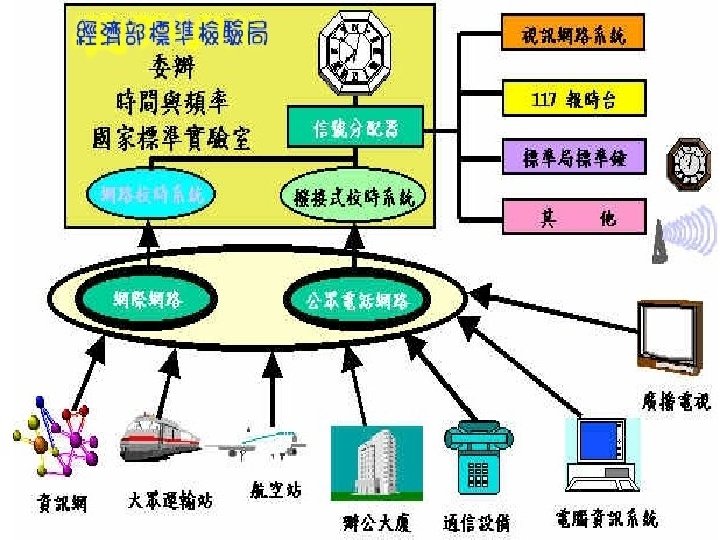
傳統量測追溯性

國際量測 追溯體系

量測設備 /儀器校正 • 何謂校正 – 為確定並比較器示值與相對應被量測的標準 值之間的操作,以了解其準確程度的 作,稱 之為量測設備 /儀器校正。 • 可分為比較校正與絕對校正。 – 比較校正:就是將準確度高的量測儀器設備標 準件與待校正量測儀器設備作比較性之測試, 並調整其誤差使符合準確度要求範圍之內。 – 絕對校正:就是以物理上的定律與特性所發展 出來之原級標準,直接進行量測儀器設備校正 作,以得到待校正標準件或量測儀器設備之 誤差值並為量測上之參考。

作標準器 /參考標準器 • 作標準器:working-level standards – 係日常用來校正或查驗實物量具、量測儀器的 標準器,通常利用參考標準器來校正它。 • 參考標準器:reference-level standards – 係指通常在既定的地區可得到的最高計量特 性的標準器,且能導出該地區的量測標準
 • 準確度 , 精密度之認識 (校正之目的 ) • 外校或內校之考慮 (量測追溯性、不確定度")
校正制度之建立 • 如何決定合適之校正週期 (風險及成本考 量) • 準確度 , 精密度之認識 (校正之目的 ) • 外校或內校之考慮 (量測追溯性、不確定度 ) • 校正有效期限如何判定 ? • 校正狀況之顯示 (校正標籤 ) • 校正失效 (out of calibration)之正確作法

校正報告之判讀
+B類不確定度 (利用 非統計方法求得")
不確定度之基本概念 • 量測結果=真值 ±誤差,但真值無法得知, 故量測結果應以量測值 ±不確定度 Y=y±U • 量測不確定度分類,不確定度= A類不確定 度(利用統計方法求得 )+B類不確定度 (利用 非統計方法求得 ) • 目前國際均以 ISO GUM為標準來評估量測 不確定度 • 量測不確定的評估,可能因人而異,而得到 不同的結果

量測不確定度評估基本名詞 • 量測不確定度隨同一個量測結果,說明可 合理歸屬於受測量之值分散程度的參數。 • 簡言之它代表量測結果變化分散的程度。 • 標準不確定度以一倍標準差所表示之量測 結果的不確定度。
 – y=受測量平均值 (量測結果")
量測結果與不確定度之表示 • 量測結果表示 – 以 Y=y±U表示,並提供 y與 U的單位,且其單位 應相同;(量測結果 y=191. 45) – y=受測量平均值 (量測結果 y=191. 45) – U為擴充不確定度,擴充不確定度 U=kuc – k為擴充係數, k可依據有效自由度 νeff及信賴 水準,查t分布表選定擴充係數 • 擴充係數 k=1. 99,自由度=74 • 信賴水準= 95% • 量測結果 =191. 45 ± 0. 53 mm 2
: – 藉由觀察與隨附由適當的量測、測試及量規計 測判斷所做的符合評估。 (ISO 9000: 2000) • 試驗 (test): –")
檢驗及測試基本名詞定義 • 檢驗 (inspection): – 藉由觀察與隨附由適當的量測、測試及量規計 測判斷所做的符合評估。 (ISO 9000: 2000) • 試驗 (test): – 根據一程序來決定對一個或一個以上特性。 (ISO 9000: 2000) • 查證 (verification): – 經由客觀證據之提供,證實已達成規定的要求。 • 確認 (validation): – 經由客觀證據之提供,證實業已達成特定意圖 用途或應用之要求。
 – 相同量測情況反覆測定時,量測儀器的指示值 之變異分散程度。 (低變異高精密度 ) • 準確度 (Accuracy) –")
精密度 /準確度 • 精密度 (Precision) – 相同量測情況反覆測定時,量測儀器的指示值 之變異分散程度。 (低變異高精密度 ) • 準確度 (Accuracy) – 相同量測情況反覆測定時,量測儀器的觀測值 與可接受之參考值或標準 (視同真值 )的接近程 度。

精密度 /準確度 • 例題:二個儀器量測一尺寸大小,其真實尺 寸為 25. 0 mm。儀器A讀數為 24. 8 mm,儀器 B讀數為 25. 9 mm,何者較準確 (accurate)? • 若各量測三次 • 儀器 A:讀數為 24. 8、 24. 6、 25. 1 mm • 儀器 B:讀數為 25. 9、 25. 8、 25. 9 • 何者較精準 (precise)? • Sol:儀器 ; A (25. 0 -24. 8)/25. 0= 0. 8﹪ 儀器 B ; (25. 9- 25. 0)/25. 0= 3. 6﹪ • 儀器 A較準確 、儀器B較精準。
 – 在相同條件下 (如同一人、同一溫度條件等 )使 用同一量測系統,量測同一待測物 (樣品 /零件")
量具重覆性與再製性 • 重覆性 Repeatability: 設備變異 (equipment variation) – 在相同條件下 (如同一人、同一溫度條件等 )使 用同一量測系統,量測同一待測物 (樣品 /零件 ) 之相同特性多次所得之變異。 • 再製性 Reproducibility : – 操作員變異 (operator variation)、評估變異 (appraisal variation) – 在不同條件下 (如不同人、不同溫度等,MSA所 指為 ”人 ”)使用同一量測系統,量測同一待測物 (樣品 /零件 )之相同特性多次所得之變異。

品質概說 • 生產 廠製造出不良品是品質管理出問題, – 炸油含砷事件影響民眾食的安全 – 莫拉克颱風重創南台灣也是屬於品質管理問 題 • 品質管理問題無所不在,無論是製造業、 服務業、教育組織、醫療組織、政府組織、 非營利事業組織 …等各行各業,都存在品 質管理問題。 • 品質管理從看得見的組織、制度 /系統、方 法著手。 • 看不見的理念 /信念所衍生的態度、行為更
。 • 直到十九世紀初,製造業在 業化的世界 中,已有走向")
品質運動簡史 • 起始年代 • 品質運動可以追溯其根源到中世紀的歐洲, 在 13世紀末期的 匠已開始組織 會稱之 為同業公會(guilds)。 • 直到十九世紀初,製造業在 業化的世界 中,已有走向 藝技術模式的趨勢。 • 廠系統用它來強調產品檢驗,它始於大 英國協在和 1750 s年代中期並成長到 1800 年代初期的 業革命。

• QC年代 • 在 20世紀初,製造業者開始將品質過程納 入品質實務運作中。迨美國進入第二次世 界大戰之後,品質便成為戰力的關鍵成分。 • 例如,在某一洲製造的子彈,必須與另一 洲製造的步槍作用一致。 • 最初武裝部隊幾乎對每一個單位的產品施 以檢查,然後,簡化和加速這一過程,對安 全性絕不妥協。 • 其後,藉由軍事規格標準之問世與修華特 的統計過程管制技術培訓課程之助,軍方 開始採用抽樣檢驗技術

• QA年代 • 在美國,全面品質的誕生係用來作為日本 隨二戰後引發品質革命的直接回應。 • 日本欣然接受接受了同為美國人的朱蘭和 戴明品管理念; • 專注於經由所有使用過程者改進組織內過 程,而不是集中注意力於檢驗。 • 1950韓戰後,可靠度與維護度問題受到重 視,品質始於設計,終於使用保證的概念 因而產生。

• TQM年代 ﹕ • 由 20世紀 70年代,美國 業部門,如汽車與 電子業已遭受日本的高品質競爭的猛烈進 擊。 • 美國的回應,強調不僅是統計技術,而是擁 抱整個組織的管理方式,逐成為眾所週知的 全面品質管理( TQM )。 • 20世紀的後十年,許多企業界領袖把全面 品質管理視為一種流行時尚,如今看來,它 似乎已有點褪色,尤其是在美國,但其實務 運作,仍會繼續下去。

卓越品質年代 • 世紀之交迄今數年,品質運動似乎已經成 熟至超越全面品質。 • 新的品質系統已從戴明、朱蘭和日本早期 的品質專家的基本作法,演進至卓越經營 績效模式之使用,更進一步跨越製造業進 入服務、醫療保健、教育和政府部門。 • 此外,環保、有害物質、安全、節能減碳、 永續經營、企業倫理等問題受到重視,企 業追求永續性成功的號角,再度響起。

品質是什麼? • 品質 可作形容詞用,諸如差、好或優異之別, 他是看得見,感受得到的。 • 品質有客觀標準與主觀認知之不同,品質定 義是隨時空環境及組織或個人認知而改變。 • 客觀標準:合乎規格、符合要求條件 …。 • 主觀認知:美感的、欣悅的、魅力的、感動的 • 明示的:產品符合標準或使用者所希望的操 作特性,用規格表示。 • 默示的:滿足顧客現在及未來需要,勝過現 行規格水準。

• 一般定義 品質定義 – 符合要求。 – 符合規格。 – 符合 ISO 9001品質管理系統要求。 – 符合政府有關法規要求。(諸如職業、安全、衛 生、危害物質等) – 符合顧客需要。 – 符合顧客潛在需要。 – 顧客滿意。 • 特性為主的:一組固有特性滿足要求之程度

從做的過程看品質 • 作對的事 – 第一次就把它就好。 – 及時做。 – 用正確的方法做。 – 貼心的關懷。 – 不斷求進步與創新

品質特性 • 產品 ﹕ – 功能、合理價格、耐用性、安全、可使用性、易 使用、設計簡單、美學的、易處理的、易維護、 備便的。 • 服務 ﹕ – 可靠性、速應性、勝任性、接近性、禮貌性、溝 通性、信賴性、安全性、理解性、及時性、完整 性。

品質驅動者 • • 顧客 產品 /服務 員 滿意 組織的聚焦面
 •")
品質管理 PDCA • A. 做什麼? – Plan:依照顧客要求與組織政策,建立為交付成果所需 之目標並制訂執行方案。 – ( Ex. 專案品質計畫、品質手冊。 P) • B. 如何做? – --Do:實施方案,執行與管制所規劃之事。 – ( Ex. 作業程序書、 作說明書。 D) • C. 「做得夠好嗎? – Check:依據政策、目標及要求,監督並量測及報告其成 果 – ( Ex. 過程檢測、檢查記錄。 C) • D. 做的成果會更好? – Action:採取措施以持續改進過程績效。 – ( Ex. QCC 、 A) QIT。

• Plan 計畫 : 建立目標及與顧客要求和組織政策 一致結果所需過程。在上圖中以最左邊的顧客 要求,管理責任及資源管理顯示。 • Do執行 : 實施過程,在上圖中以產品實現顯示。 • Check檢查 : 依政策、目標及產品要求,監督與量 測過程和產品,並報告成果。在上圖中以量測、 分析及改進之「量測分析」與左邊的顧客滿意度 顯示。 • Act 行動 : 採取措施以持續改進過程續效,在上 圖中以量測、分析及改進之「改進」,與最上方的 品質管理系統持續改進顯示。

檢驗與測試方面 • 使用不恰當的檢驗 具與量測儀器; • 未採用公認的檢驗與測試標準; • 未採用合格的檢驗與測試作業程序; • 未採用合格的檢驗與測試作業人員; • 儀具保養不良或未經校正; • 操作員漫不經心,缺乏 作紀律; • 操作技術不夠熟練。
有關 作以製造業為例其檢驗與測試 包括 ﹕ – (1)產地檢驗")
• 檢驗與測試有關 作、技術及檢試計畫品 質管理已跨越製造業進入服務、醫療保健、 教育和政府部門,檢驗與測試之種類繁多。 • (一 )有關 作以製造業為例其檢驗與測試 包括 ﹕ – (1)產地檢驗 (2)進料檢驗 (3)製程檢 駿 (4 )成品檢驗 (5)量具保養 (6) 具 模具與量具之檢查 (7)試驗設備之保 養與校正 (8)每日故障之檢查 (9)廢 料處理 (10)檢驗記錄之保管等

二. 品檢技術 • 在品質功能方面,幾個領域已成功地發展出新 的品檢技術, 包括:X光檢驗、超音波檢驗、中子放射線照相術、 三軸量床、自動功能測試、零件與裝備的自動檢 驗、失效分析等。 • 利用接觸式與非接觸式探頭檢驗機械加 的硬 體,能儘早偵檢及防止疵病發生。在測試、檢驗 與非破壞性檢驗裝備方面的發展,也極為迅速。 • 可彎曲式內視鏡可檢驗人體的食道、胃腸、膀胱、 肺等, 業上的內視可來檢驗人眼看不到、手伸 不進去的小管子及黑暗死角。電腦輔助放射線 照相術、核磁共振儀、超導量子推論裝置 (Superconducting Quantum Inference Device, SQUID)技術 …等。
、合約審查、顧客溝通、設計與開發、採購、 生產 (如製程、特殊製程")
品質管制制度「產品實現規劃」之例 • 產品實現規劃有哪些要求 ? • 產品實現是指完成產品所需之過程及次過程的順 序。 • 產品實現主過程可包括業務銷售前相關過程 (如 報價 )、合約審查、顧客溝通、設計與開發、採購、 生產 (如製程、特殊製程 ) 、服務提供、追溯、顧客財 產管制、產品防護及量測裝置管制等過程。 • 產品實現次過程可包括 : 訂單變更、設計規劃、設 計審查、設計驗證、設計確認、設計變更管制、供 應者評估及管制、詢價 /比價 /議價、採購產品查證 ( 如進料檢驗過程 )、插件、組裝、 Burn-in、搬運、包 裝、倉儲管制、及量測裝置內校或外校等過程。

• 支援過程可包括 : 管理資訊、人員訓練、財務 相關活動、基礎設施及服務之維護、 業安 全 /防護器具之應用、及行銷等過程。 • 相關過程網可將上述之產品實現主過程、產 品實現次過程、支援過程及其他過程之相互 關係加以組合而構成過程網。 • 其他過程如文件管制、紀錄管制、組織內部 溝通、管理審查、顧客滿意度量測、內部稽核、 過程量測、產品檢驗過程、不符合品管制、資 料分析、持續改進、矯正措施,及採取預防措 施等過程亦可配合納入。

品質管理及檢驗與測試標準須參考國際、 區域 、國家、及產業標準設訂。 • 應特別重視職業安全衛生管理、危害物質 製程管理、及社會責任等問題。 • 無論管理或技術問題,皆始於設計,應審 慎為之。 • 各項技術標準可從標準檢驗局 http: //www. cnsonline. com. tw/網站得之 • 公司或組織標準要嚴過行業及國家標準。

量測的單位與 量

有 獎 徵 答 七個基本量 • 請問 最新的 1 m 的定義 • 請問 最新的水的沸點溫度 • 請問國際單位的 的名稱 是多少 • 寫出下列常見單位的英文符號寫法 公里、公尺、公分、公厘、公斤

國際單位制

國際單位制:公制單位 • 公制單位為十進位 ,換算簡單。 • 國際單位制簡寫為 SI • 國際單位制有二大類 : 基本單位 base units --7個 導出單位 derived units – 19個(其他特殊的組合名稱) 補充單位 十進位的 10 倍分名稱 -- 16個 • 經濟部 74年 3月 7日經( 74)技 08974號公告訂定 • 經濟部 92年 6月 13日經標字第 09204608060號公告修正
 以弳( radian)為單位。 一弳等於自圓周上截取一段與圓半徑等長之圓弧所張圓 心角之角量。 • 立體角(solid angle) 以立弳(steradian)為單位。 一立弳等於自圓球上切取之面積與球半徑平方等長之球 面所張球心角之立體角量。")
補充單位 • 平面角(piane angle) 以弳( radian)為單位。 一弳等於自圓周上截取一段與圓半徑等長之圓弧所張圓 心角之角量。 • 立體角(solid angle) 以立弳(steradian)為單位。 一立弳等於自圓球上切取之面積與球半徑平方等長之球 面所張球心角之立體角量。 • 經濟部 74年 3月7日經(74)技08974號公告訂定

使用國際單位制的特點 • 1. 通用性:它適用於科技領域,也適用於商品流 通與日常生活。 • 2. 簡明性:採用國際單位制可以取消其他單位制 的單位明顯簡化量的表示形式。避免多種單位制 和單位的併用,消除很多混亂現象。 • 3. 實用性:它的基本單位和大多數導出單位的主 單位量值都比較實用 而且保持歷史的連續性, 如安培、伏特、歐姆、米等。 • 4. 準確性:國際單位制的 7個基本單位,都有嚴格 的科學定義,實現方法也有重大的改進,其相應 的量測標準代表當代科學技術所能達到的最高 量測準確度。
 國際單位 制 SI SI單 位 基本單 位 導出 單位 以基本單位表 示 以特定名稱")
SI基本架構 10的倍數或分數(即前綴詞) 國際單位 制 SI SI單 位 基本單 位 導出 單位 以基本單位表 示 以特定名稱 或代 號表示 以基本單位及特 定 名稱或代號表示

基本單位

量 常用符 號 長度 l 質量 m 時間 t 電流 I 熱力學溫 度 中華人民共和國 米(又稱「公尺」) 中華民國 公尺(又稱「米」) 千克(又稱「公斤」) 公斤(又稱「千克」) 秒 單位符 號 m kg 秒 s 安[培] 安培 A T 開[爾文] 克耳文 K 物量 n 摩[爾] 莫耳 mol 光強度 Iv 坎[德拉] 燭光 cd
等自然物為標準,如人體之 各部位(掌,手,足,指.),五穀類,毛髮等。 2. 人為物-中國黃鐘律管,現有僅存的是- 新莽嘉 量; 古埃及的尺- Cubit 腕尺花崗石長度標準。 •")
量測標準的建立 • 第一階段古代長度標準 1. 取普通(巨觀,宏觀)等自然物為標準,如人體之 各部位(掌,手,足,指.),五穀類,毛髮等。 2. 人為物-中國黃鐘律管,現有僅存的是- 新莽嘉 量; 古埃及的尺- Cubit 腕尺花崗石長度標準。 • 第二階段早期長度標準 人為物建立標準,如中國的律管, 國際的標準米原器與公斤原器等。 • 第三階段近代長度標準 自然物-光波( Cd. Kr 86)。 • 第四階段現代長度標準 以物質(微觀)結構特性及物理基本定律定出標準。 如今的長度標準是以米為單位 1米=光在真空中於 299792458 分之 1 秒( ± 300)
 • 自然界標準 在 1791年 法國政府決定 【 】 米 的定義,相當於自北極開始通過巴黎子午 線至赤道為止,即此象限之 1/1000 萬為 1")
公制-米的由來(meter) • 自然界標準 在 1791年 法國政府決定 【 】 米 的定義,相當於自北極開始通過巴黎子午 線至赤道為止,即此象限之 1/1000 萬為 1 米之定義。 在 1799年 法國政府認定一支 白金極限標準尺 ,稱之為 Meter des Archives當做長度米之標準器;此標準器即為今日所稱的公制米之原器 • 米制公約 。 於 1870. 5. 20. 由 17 個國家在巴黎召開國際公制會議,並共同簽訂了一 項公制公約,即 【 米制公約 】 ,同時亦通過 質量之原器標準 ,並成立了 國 際度量衡局 • 國際度量衡局 於 1876年 起為條約簽訂國依約開始製作 【 國際米原器 】 。 • 此標準器由鉑 90% ,銥 10% 之合金製成 【 】 X 斷面,長度 1020 mm 共 32 支,在兩端面附近之中立面磨光 8 mm ,刻上刻度線,線粗約 6- 8 μm 其兩線間之距離, 在溫度 0 ℃ 時其間隔盡可能正確成 1米長度的定 義。

• 光波標準 在 1960 年 10 月第 11 屆 國際度量衡大會正式決定 以 【 86】 Kr 原子之位階 2 P 10~ 5 d 5 之間耀遷所放出 之橙色光在真空中之波長的 1 650 763. 73 倍為一米。 • 光速標準 在 1983 年 10 月第 17 屆 國際度量衡大會中 ,決議 將長度標準之定義重新規定: 一米等於光在真空中於 299792458 分之一秒( ± 300)時間內所行經之距離。
 • 1790法國開始整頓 度量衡制度 .稱為【 公制革命 】 • 1792派天文學家皮爾.梅尚和巴蒂斯特.德朗布爾精確 計算 敦克爾克與巴塞隆納間的地球子午線 【")
一米有多長(1980/ 年讀者文摘摘錄 ) • 1790法國開始整頓 度量衡制度 .稱為【 公制革命 】 • 1792派天文學家皮爾.梅尚和巴蒂斯特.德朗布爾精確 計算 敦克爾克與巴塞隆納間的地球子午線 【 弧長 】 . • 1793. 8. 1開始始用 公制 . 臨時米的長度 】 【 此長度是依據在此之前 50年間測得的子午線長度計算出 來的. 【 】 米 的定義 , 相當於自北極至赤道間 1/4地球子午線長度的 1/1000。由天文學家皮爾.梅尚和巴蒂斯特.德朗布爾精 確 計算米的長度 • 1796. 2. — 1797. 12. 【量測聖地】 間在法國巴黎- 旺多姆廣場 13號 司法部大門左方窗下 有 一塊大理石碑,石碑上刻 Meter米 , 米字下有兩個定點間有條 刻線.1 cm, 1 mm 原共 16塊 ,分別安置於巴黎人民最常去的地方. • 1799. 6. 22. 10年後梅尚和德朗布爾正式確定 【 】 米 的長度. • 1840. 1. 1. 40年後法國強制執行使用 【 公制 】
標準端點米尺 1875: (鉑銥 )標準刻線米尺 1960: 86能階躍進 …(5")
長度標準之沿革 • • • 1791:地球子午線長之四千萬分之一 1799: (純鉑 )標準端點米尺 1875: (鉑銥 )標準刻線米尺 1960: 86能階躍進 …(5 d 5→ 2 P 10) Kr 1983:光速

米定義的演進 年
 以公尺(meter)為單位。 • 1 m等於光在真空中於 299 792 458 分之 1 秒所行進的距")
• 長度( lenght) 以公尺(meter)為單位。 • 1 m等於光在真空中於 299 792 458 分之 1 秒所行進的距 離 依據 1983 年國際度量衡大會決議之定義。 • 實用上,用穩頻氦氖雷射波長實現公尺的定義。 • 以標準塊規為參考標。
以公斤( kilogram)為單位。 • 1 kg等於國際公認公斤原器之質量。 依據 1898 年國際度量衡大會決議之定義。 • 實用上,以微調精密天平量測標準法碼來實現之。")
• 質量( mass)以公斤( kilogram)為單位。 • 1 kg等於國際公認公斤原器之質量。 依據 1898 年國際度量衡大會決議之定義。 • 實用上,以微調精密天平量測標準法碼來實現之。
以秒( second)為單位。 • 1 s等於銫原子於基態之兩個超精細能階間躍遷時所放出 輻射的週期之 9192631770 倍之時間。 依據 1956 年國際度量衡大會決議之定義。")
• 時間( time)以秒( second)為單位。 • 1 s等於銫原子於基態之兩個超精細能階間躍遷時所放出 輻射的週期之 9192631770 倍之時間。 依據 1956 年國際度量衡大會決議之定義。 • 實用上,以銫 -133原子鐘來實現秒。
以安培( Ampere)為單位。 • 1 A 等於二條截面為圓形無限長且極細之導線相距 1 m, 平行放置在真空中,通以同值恒定電流,使導線間產生千 萬分之二牛頓每平方公尺之作用力之電流。")
• 電流( electric current)以安培( Ampere)為單位。 • 1 A 等於二條截面為圓形無限長且極細之導線相距 1 m, 平行放置在真空中,通以同值恒定電流,使導線間產生千 萬分之二牛頓每平方公尺之作用力之電流。 依據 1948 年國際度量衡大會決議之定義。 • 實用上,以約瑟芬電壓效應為基準,以標準電池為參考 標準。
以克耳文( Kelvin) 為單位 • 1 K 等於水在三相點之熱力學溫度之 273. 16 分之 1")
• 熱力學溫度(thermodynamic temperature)以克耳文( Kelvin) 為單位 • 1 K 等於水在三相點之熱力學溫度之 273. 16 分之 1 依據 1967 年國際度量衡大會決議之定義;且將 k 改為 K。 • 實用上,以國際實用溫標( IPTS-68)來實現定點溫度, 以標準白金電阻溫度計,熱電偶及光學高溫計為參考標準。 自 1990 年 1月 1 日起,以 ITS-90 取代
以燭光( candela)為單位 • 1 cd 等於在一定方向每立弳之放射強度為 683 分之 1 瓦 特之")
• 發光強度(luminous intensity)以燭光( candela)為單位 • 1 cd 等於在一定方向每立弳之放射強度為 683 分之 1 瓦 特之 540 × 10 E 12 赫單色光源之光強度。 依據 1971 年國際度量衡大會決議之定義。 • 實用上,以白金凝固定黑體輻射為光源,以標準燈為參考 標準。
以莫耳( mole)為單位 • 1 mol 等於系統所含之基本粒數等於碳 12 之質量為千分 之 12")
• 物質量(amount of substance)以莫耳( mole)為單位 • 1 mol 等於系統所含之基本粒數等於碳 12 之質量為千分 之 12 公斤時所含原子數之物質量。 依據 1979 年國際度量衡大會決議之定義。 • 實用上,以莫耳為物質量的單位。

量 定義 標準的實現 參考標準 長度 m 光在真空中進行的距 離 質量 公斤原器 kg 雷射干射儀 標準塊規 原器用天平 標準法碼 時間 s 銫 -133躍遷的週期 標準石英鐘 電流 A 真空中兩平行導線引 起之作用力 銫 -133原子 鐘 電流平衡裝 置 溫度 K 水三相點 國際溫標 標準溫度計 光強 度 cd 頻率為 540 X 10^12 HZ 絕對輻射計 光源之單色輻射 物質 碳 -12原子數 標準質量比 約瑟芬電壓標 準及量化霍爾 電阻標準 標準燈

導出單位 • 導出單位係按物理量的關係式,以代數的 形式,由基本單位或其他單位表示。 • 導出單位的代號主要經由乘法與除法數學 運算式獲得。 • 導出單位又可分為下列三種型態: • 1以基本單位表示之導出單位 • 2以特定名稱或代號表示之導出單位 • 3以基本單位及特定名稱或代號表示之導 出單位

單位符號之書寫規則 • 依據 ISO 1000 -1981; CNS 10987; CNS 11296 • 單位符號之書寫與印刷時應使用 【 正楷的大寫或 小寫之羅馬字體 】 。 ( 不論全文中所使用之其 他字體為何 ) 以人名為單位者第一字用大寫 ) ( • 除正常標點外, 單位符號其後不得有句點 ,且必須 寫在完整數值後面,其與數值之間必須留有一字之 空間.以且複數時仍不改變其字體。 • 國際單位倍分數(十進位)之應用甚為方便,在特殊 用途方面能使數字的位數改在一個實用的範圍內。 • 字首符號可與單位符號組合使用,亦可以 10的正負 乘方表示 ,並可與其他單位符號組合以形成複合單 位符號 。

法源依據 • 公制單位 – ISO 1000 -1988. 11. 1; CNS 10987 -1984 • ISO 31 -1998: Quantities and units [量與單位 ]

十進位的倍分單位名稱及字首符號 M m K k K u μ u
 佑 1021 澤(它) 皆 1018 艾(可薩) 艾")
倍數和分數 中華人民共和國 臺灣 符號 英語詞頭 1024 堯(它) 佑 1021 澤(它) 皆 1018 艾(可薩) 艾 E Exa 1015 拍(它) 拍 P Peta 1012 太(拉) 兆 T Tera 109 吉(咖) 吉 G Giga 106 兆 百萬 M Mega 103 千 千 k Kilo 102 百 百 h hecta 101 十 十 da deca 10 -1 分 分 d deci 10 -2 釐 釐 c centi 10 -3 毫 毫 m milli 10 -6 微 微 μ micro 10 -9 納(諾) 奈 n nano 10 -12 皮(可) 皮 p pico 10 -15 飛(母托) 飛 f femto 10 -18 阿(托) 阿 a atto 10 -21 仄(普托) 介 10 -24 么(科托) 攸

常見錯誤的量測單位符號寫錯的 後果是 定單不見了! 鬧笑話! 286 起衝突

世界計量日

世界計量日 • 1875年的 5月 20日 , 17個國家在法國巴黎 簽署了 『 米制公約 』 • 一百多年來,國際米制公約組織對保証國 際計量標準統一、促進國際貿易和加速科 技發展發揮了巨大作用。 • 1999年第 21届國際計量大會決定每年的 5 月 20日為世界計量日。

歷屆 世界 計 量日主题 • • • 2001年主题為:計量保證品質 2002年主题為:計量與科技 2003年主题為:計量在你身邊 2004年主题為:計量與節能 2005年主题為:計量與能源 2006年主题為:計量與節約能源 2007年主题為:計量與環境 2008年主题為:計量與運動 2009年主题為:計量與商業測量 2010年主题為:計量與科技

世界标准日
理事會發佈 的第 1969/59號決議,決定把每年的 10月 14 日定爲 “世界標準日 ” (World Standards")
世界标准日 -1 • 1969/9國際標準化組織( ISO)理事會發佈 的第 1969/59號決議,決定把每年的 10月 14 日定爲 “世界標準日 ” (World Standards Day) 。 • 1970/10/14舉行了第一屆世界範圍的慶祝 世界標準日的活動。 • 設立世界標準日的主要目的:是讓人們更 多地瞭解國際標準化對世界經濟、技術和 人民生活質量的重要性,並使其適應世界 的商務、 業、政府和消費者的需求。

世界标准日 -2 • 從第 17屆開始,世界標準日每年有 特定的主題,以 突出當年標準日的宣傳重點。 • 1986年第 17届:国际标准化 • 1987年第 18届:国际标准化 • 1988年第 19届:照明 • 1989年第 20届:卫生技术标准 • 1990年第 21届:国际标准为世界免遭破坏所起的 作用 • 1991年第 22届:劳动安全 • 1992年第 23届:国际标准—打开市场的关键 • 1993年第 24届:全球标准使信息处理更快更好 • 1994年第 25届:标准与消费者 —一个更加美 好世界的伙伴 • 1995年第 26届:一个移动的世界 • 1996年第 27届:呼唤服务标准

• • • • 世界标准日 -3 1997年第 28届:世界贸易需要国际标准 1998年第 29届:标准在日常生活中 1999年第 30届:矗立在标准上的建筑 2000年第 31届:国际标准促进和平与繁荣 2001年第 32届:环境与标准紧密相连 2002年第 33届:一个标准 一次检验 全球接受 2003年第 34届:为全球信息社会制定全球标准 2004年第 35届:标准连结全世界 2005年第 36届:标准使世界更安全 2006年第 37届:标准:为小企业创造大效益 2007年第 38届:標準造福人與社會 2008年第 39届:標準與智能綠色建築 2009年第 40届:以標準因應氣候變遷 (Tackling climate change through standards)

標準分類 • 在國際上經過協議認定的標準稱為國際標準,可 作為國際上對有關量的其他量測標準定值的依 據。具有最高計量特性,經指定或普遍承認的標 準,其量值不必參照相同量的其他標準而被認同 的標準稱為原級標準。 • 經過與相同量的原級標準比對而定值得標準稱 為次級標準。 • 經國家決定承認的標準稱為國家標準,作為在一 個國家內對有關量的其它量測標準定值的依據。 • 參考標準是在特定區域或組織內,具有最高計量 特性的標準,在該區域或組織內所做的量測均是 由它導出。 • 而日常用來校正實務量具、量測儀器或標準物質 的標準稱為 作標準。

標準追溯 • • 將標準件送往上一級校正實驗室校正 使用物理、化學特性已經國家標準實驗 室分析、認證之標準參考物質 「自然現象」所定義之標準,只要量測實 驗室能自行產生,則不必追溯。 「量測品保方案」
 • 《 计量法 》 实施以来,约有 20万 计量技术人员经过 培训、考核取得计量检定员证。 • 目前,依法设置和依法授权的计量技术机构有 计 量检定员")
计量检定员 (大陸) • 《 计量法 》 实施以来,约有 20万 计量技术人员经过 培训、考核取得计量检定员证。 • 目前,依法设置和依法授权的计量技术机构有 计 量检定员 56198人 ,其他企、事业单位约有计量 检定员 10万人。 • 《 计量法 》 规定,依法设置的计量技术机构的计量 检定员由同级质量技术监督局组织考核发证,其 他单位的计量检定员由其主管部门组织考核。 • 为适应国家改革发展的需要,拟对计量检定员的 管理、考核 作进行调整,逐步纳入国家职业资 格管理体系。

量測的結果

選擇適當的量具 • 按被測 件的 大小、形狀、數量、材質、人員的技能 選擇適當的量具。 • 按被測 件 公差 大小選擇適當的量具 取被測 件公差的 1/5~ 1/10 倍 ,選擇量具的 最小讀數 (出處徐氏基金-尺寸度量學-1752 -p 3) 50 1

游 標 卡 尺 刻 度 方 式 長游標 • 1976年 各國規格分歧 定出國際規格 -3599 -1976 • 最小讀數有 0. 1、 0. 05、 0. 02 mm 等三種,全部採用主尺 1 mm 刻劃。 • 中國國家標準( -4175 -B 6030)

• 量測的結果必須包括 【 數值部份 】 【 及 單位部份 】 兩項。 • 若表示同一物理量,因所選用的單位之不同,其數 值部份亦不同。 • 數值部份的表示,乃以單位的倍數來表示;因為是 估計值,故一定有誤差。 • 能夠 【 】 數 出來的量不需量測,因為它沒有 【 誤差 】 , 其量測結果仍應有 【 數值 】 部份和 【 單位 】 部份。

• 量測值的意義 一個完整量測結果的 【 數值部份 】 是由一組 【 , 準確 】 量測的 數字,和一個 【 估計 】 數字所組合而成 。 • 量測值 = 準確值組 + 一位估計值 • 準確數值記到量具的 【 最小刻度 】 ,估計數值則記到最小刻 度的 【 下一位 】 。 • 估計值只有一位,在估計值後面加上任何數字是 【 毫無意義 】 的,應該除去。若物體恰好位於刻線上,則必須加上估計 數值為 【 】 0 。 • • • 特別注意: 游標型量具: 電子式量具: 指標式量具: 各有不同的表示方法,所以要標示所使用的量 具名稱及最小讀數。

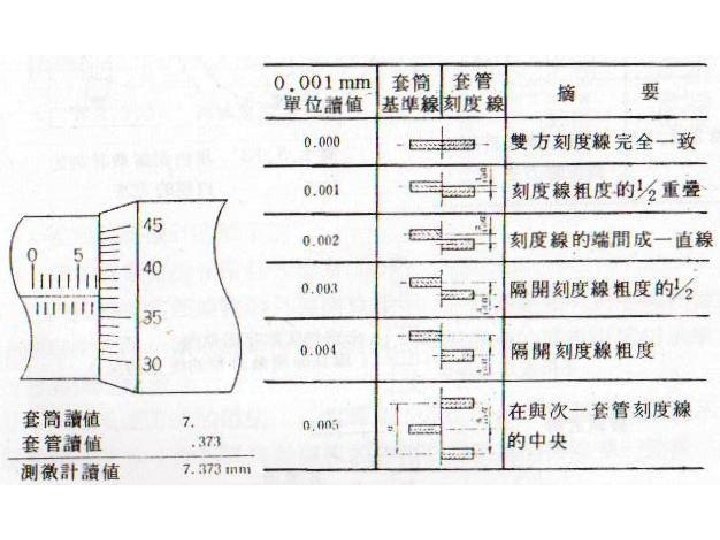
估計值如何判讀

新規範 -1994 -JIS-B 7502

錶面與針尖寬度規範 舊規範 CNS 新規範 -1997 -JISB 7503

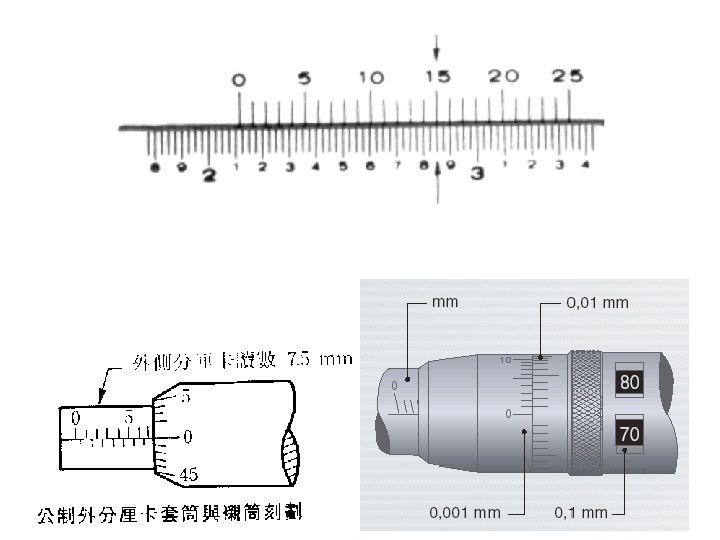
分厘卡套管的刻度約 等於套筒基準線的 5 倍

• 平均值的意義 任何量測結果都免不了有誤差,又每 次量測結果都 【 不盡相同 】 ,故不可以一次量測值為準, 必須以多次量測,再求取 【 平均值 】 ,才更接近真值。 平均值 = 多次量測結果的總和 / 量測的次數 • 多次量測 --原則上以單數次較佳(最少 3次以上) • 在求取平均值以前,若發現有 【 明顯錯誤 】 的數值應捨 , 去不用。 • 【 平均值 】 應介於所有量測數值中的最大值與最小值之間。 • 平均值的 【 準確數值的位數 】 應與量測值相同。 ( 平均值之位數 可採四捨五入 法調整之 )。 ( 量測值之準確位數則 不得四捨五入 )

記錄方式 • 在精密量測時,量測者與記錄者應分由 擔任 ,且應注意下列事項: • 量測者應注意下列事項 1. 讀取量測值時應注意 發音正確 。 二人分別 再確認 2. 讀取量測值 是否有錯誤 ,讀後立即 3. 儘可能以同一量測條件進行量測,如由上 而下,由左而右,且以相同速度進行。 。

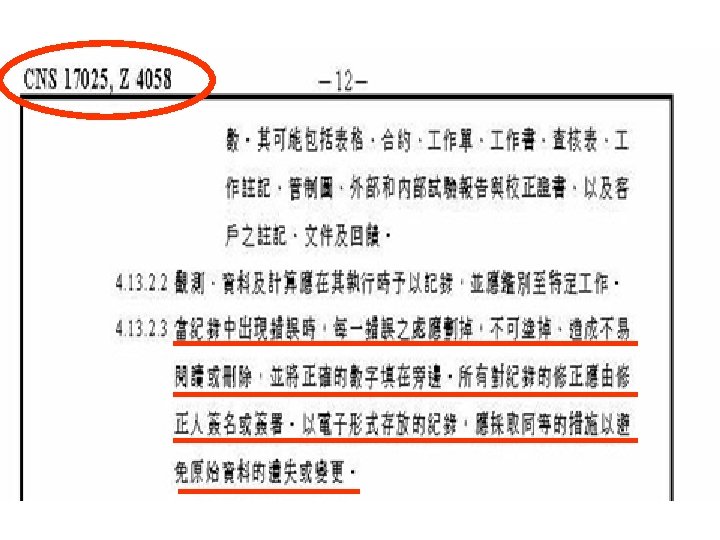
記錄者且應注意下列事項 • 先將日期、量測者及記錄者姓名、 使用 量測儀具 名稱 、天候、溫濕度、量測場所等先行記錄記載之。 • 對於量測者之讀取量測值的發音,必須 正確的複 誦 ,並於複誦時自行檢查並 確認 記錄是否有錯誤。 • 記錄值要正確,一旦記錄上去後,便不得用任何 方法消除記錄值,只能將原記錄用筆劃一線,並 在旁註寫正確數值並簽名之。 (出處??CNS- 17025) • 記錄用筆絕對禁止使用 鉛筆 。 • 特別注意在量測時是否有異狀發生,若有應記錄 於記錄表之備註欄內。
 • 量測誤差 • 重現性(Repeatability) 在相同狀況下,儀器指示或紀錄同一變量的值之 接近程度。 隨機誤差(Random error)或稱精密度 ( Precision) 一組量測值比較其一致性的程度.指量測儀器對 同一物品重複量測時,其重複結果差異的程度, 差值愈小此量測儀器愈精密。")
量測誤差的探討(誤差原因,阿貝原理,環境) • 量測誤差 • 重現性(Repeatability) 在相同狀況下,儀器指示或紀錄同一變量的值之 接近程度。 隨機誤差(Random error)或稱精密度 ( Precision) 一組量測值比較其一致性的程度.指量測儀器對 同一物品重複量測時,其重複結果差異的程度, 差值愈小此量測儀器愈精密。 • 系統誤差(Systemation erro) 平均彈著點與圓中心的距離表示之,但可以校正。 總誤差(Total error )或稱準確度 Accuracy 指儀器指示或記錄欲測定變量真實值之能力.指 量測儀器對同一物品作一連串的重複量測時,其 量測平均值與該物品真值之間的誤差程度,誤差 值愈小此量測儀器愈準確。
 由於使用不當而產生,應注意避免。 • 精密度與準確度,為量測儀器的二大要求 • 總不準度 隨機誤差=品管圖上的 3σ 系統誤差=校正系統之不準度或參考標準之不準 度 +")
• 不當誤差(Illegitiimate error) 由於使用不當而產生,應注意避免。 • 精密度與準確度,為量測儀器的二大要求 • 總不準度 隨機誤差=品管圖上的 3σ 系統誤差=校正系統之不準度或參考標準之不準 度 + 轉換標準之不準度 總不準度=隨機誤差 + 系統誤差
 阿貝 德國人 物理學家。 •")
阿貝原則 • Abbe,Ernst ( 1840. 1. 23 -1905. 1. 14) 阿貝 德國人 物理學家。 • 1890 發表阿貝原則( Abbe principle)。阿貝原則有二: 1. 量具軸線與 件軸線重疊一致時,才能得到最準確的量 測 值 。 sinθ誤差 -又稱一階誤差 ﹞ ﹝ 2. 件軸線在量具軸線的延長線上時,才能得到最準確的 量 測值 。 cosθ誤差 -又稱二階誤差 ﹞ ﹝ • 量測情境 1. 保持垂直 2. 保持平行 阿貝原則 cosθ 阿貝原則 sinθ

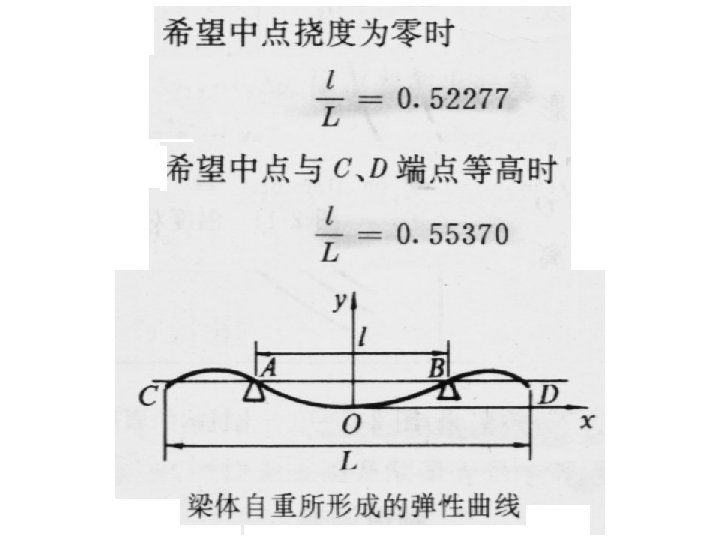
• Airy點是標準棒或精測塊規,為確保量具兩 量測面 平形的支持點, Airy點在 a= 0. 577 L • Bessel點是有刻度的直尺之支持點,確保量 具 兩刻度間距離準確的支持點, Bessel點在a = 0. 559 L Airy= 0. 577ι Bessel= 0. 559ι

結 語 攜手共進,為品質提升而努力。 敬請指教!謝謝您!阿里嘎多! 結束是另一個完美的開始 相逢自是有緣 來日請多指教 管得嚴 先 生 第一名 學成歸國 tel: 0932 -637959 meal:abc 490205@yahoo. com. tw 2018/3/15

祝福各位 考試順利通過 管得嚴 先生 第一名 學成歸國
a1e08d737dcefd477b90602ca209ac20.ppt