ac6722fe50c24b1f0e7a3e2e5287c1d9.ppt
- Количество слайдов: 47



機械類商品 廠檢查實務介紹 金屬 業研究發展中心 報告人:鄭榮燦 104. 11. 4

報告大綱 a. 法規規定說明/閳釋 b. 實務樣態之處理程序與做法 c. 檢查報告紀錄之繕寫原則與實例說明 2 2
 商品驗證登錄辦法第 3條第 1項第 7款: ◦ 廠檢查模式(模式七):生產廠場應取得標準檢驗局或其認 可機構核發符合規定之 廠檢查報告;申請人並應確保及聲明 其生產廠場所製造之產品與模式二之原型式一致。 廠檢查作業要點(101年 8月3日) 廠檢查作業程序(102年2月22日 )")
一、法規規定說明/閳釋(以鍍鋁鋅鋼捲為例) 商品驗證登錄辦法第 3條第 1項第 7款: ◦ 廠檢查模式(模式七):生產廠場應取得標準檢驗局或其認 可機構核發符合規定之 廠檢查報告;申請人並應確保及聲明 其生產廠場所製造之產品與模式二之原型式一致。 廠檢查作業要點(101年 8月3日) 廠檢查作業程序(102年2月22日 ) 鋼片及鋼捲商品檢驗作業規定(103/02/27) 公告指定標準CNS 1244/15236/15237 /10804/15298/15299要求 3
。但已")
廠檢查作業要點第三點規定 廠應檢具申請書、 廠基本資料表及下列文件向 經濟部標準檢驗局、其所屬分局或其認可之 廠檢 查機構辦理: 1. 申請人之 廠、公司或商業登記相關證明文件影本。 但無證明文件者,得以最近一期納稅證明代替。 2. 產品之報驗義務人或自願性產品驗證證書申請人基本 資料(事業名稱、地址、聯絡人及聯絡方式)。但已 取得商品驗證登錄證書或自願性產品驗證證書者,得 以其影本代替。 3. 廠位置圖及平面配置圖。 4. 製造流程圖。 5. 檢測方法概要。 6. 產品之型式試驗報告及技術資料。 7. 代理國外生產廠場申請 廠檢查者,應檢附委任書及 證明文件。 8. 其他經本局指定之文件。 前項所附文件為外文者,檢查機關(構)得要求申請人加 附中文譯本 。

廠檢查目的在於確保生產廠場後續所 製造之產品與型式試驗送測樣品之型式 一致。亦須核對所提供之技術文件與 廠產製能力之一致性。
檢查人員應準備與擬申請驗證相關之商品資料 , 並與申請人聯繫相關檢查事宜,必要時得前 往生產 廠場進行檢查前訪查。 – 廠檢查前填寫查廠計畫書經申請者確認,俾便 執行檢查。 –計畫書內容包含 • 廠檢查範圍、 •")
廠檢查作業說明 (一)檢查人員應準備與擬申請驗證相關之商品資料 , 並與申請人聯繫相關檢查事宜,必要時得前 往生產 廠場進行檢查前訪查。 – 廠檢查前填寫查廠計畫書經申請者確認,俾便 執行檢查。 –計畫書內容包含 • 廠檢查範圍、 • 廠基本資料(含員 人數)、 • 保密聲明、 • 安全防護及申訴管道。 • 初次 廠檢查需於商品型式試驗報告通過後, 始執行 廠檢查。
 廠檢查作業完成後,於收到申請人提出缺點矯 正計畫後7日內併同檢查紀錄,由本中心進行初審及 複審,並於 14日完成審查及核定。 (三)取得 廠檢查報告之生產廠場,申請增列適用商 品種類時,以新申請案辦理。但製程與原核准商品 相同者,經審查通過者,換發 廠檢查報告。 (四) 廠檢查結果經本中心審查符合規定者,發給")
廠檢查作業說明 (二) 廠檢查作業完成後,於收到申請人提出缺點矯 正計畫後7日內併同檢查紀錄,由本中心進行初審及 複審,並於 14日完成審查及核定。 (三)取得 廠檢查報告之生產廠場,申請增列適用商 品種類時,以新申請案辦理。但製程與原核准商品 相同者,經審查通過者,換發 廠檢查報告。 (四) 廠檢查結果經本中心審查符合規定者,發給 廠檢查報告並加蓋鋼印。 發現主要缺點之案件,經申請人於期限內提出複查 申請,由認可檢查機構完成複查後,依轄區別送標 檢局或本局所屬轄區分局核定。 複查仍未符合 廠檢查規定者,除不發給 廠檢查 報告外,商品驗證登錄證書所載範圍內之商品並依 商品檢驗法第 42條規定辦理(廢止)。
![二、實務樣態處理程序與做法 廠檢查流程 • 申請初次 廠檢查流程: 受理→收件(檢視申請文件是否備齊) [ 廠檢查 作業要點第三點要求之所有文件資料] →於申請書 填寫受理日期及CCB系統編號→文件審查→檢查人 員派遣→ 廠聯繫 (必要時得赴廠訪談)→計畫表](https://present5.com/presentation/ac6722fe50c24b1f0e7a3e2e5287c1d9/image-8.jpg "二、實務樣態處理程序與做法 廠檢查流程 • 申請初次 廠檢查流程: 受理→收件(檢視申請文件是否備齊) [ 廠檢查 作業要點第三點要求之所有文件資料] →於申請書 填寫受理日期及CCB系統編號→文件審查→檢查人 員派遣→ 廠聯繫 (必要時得赴廠訪談)→計畫表")
二、實務樣態處理程序與做法 廠檢查流程 • 申請初次 廠檢查流程: 受理→收件(檢視申請文件是否備齊) [ 廠檢查 作業要點第三點要求之所有文件資料] →於申請書 填寫受理日期及CCB系統編號→文件審查→檢查人 員派遣→ 廠聯繫 (必要時得赴廠訪談)→計畫表 → 發收費函→繳費 →檢查作業( 廠檢查紀錄)→( 廠 提矯正計畫)→審查→製作 廠檢查報告→寄發→資 料及紀錄存檔 • 後續 廠檢查流程:設備 確認已完成產品驗證→檢查人員派遣 → 廠聯 繫→計畫表→ 廠檢查及取樣查核與原驗證產品型 式之一致性→發收費函繳費→ 廠提矯正計畫→審 查→製作 廠檢查報告→寄發→資料及紀錄存檔

三、檢查報告紀錄之繕寫原 則與實例說明---以 廠檢查申請 資料問卷及自檢表說明
鋅 生產線製程設備特性簡介")
熱浸鍍(鋁)鋅 生產線製程設備特性簡介
 1. 1 酸洗冷軋 1. 0 解捲機 項 次 主要製造設備 2 1.")
主要製造設備 之名稱 (型式・品牌) 1. 1 酸洗冷軋 1. 0 解捲機 項 次 主要製造設備 2 1. 1. 酸洗槽 (日本W 公司製) 1. 2 1. 3 切邊機 (日本W 公司製) 公稱能力 (容量・ 精度) 台數 3 1 軋延機 (日本 W公司製) 5 最大解捲張力:WW tf 最大解捲速度:E 00 m/min 型式:噴流式 酸洗液: 鹽酸 酸洗能力: 1, 700, 000 t/y 最大酸洗速度: WWW m/min 鋼帶厚度: 1. 5~ 6. 6 mm 鋼帶寬度: 914 mm~ 1880 mm 最大鋼帶速度: 400 m/min 型式: AAAA式 (EEEE TYPE) 能力: 1, 700, 000 t/y 型式: 6 RR-Hi RRRR× 5 軋延力: 最大WWWW tf 馬達: (NO. 1 STAND) 4000 k. W × 1 (NO. 2~NO. 5 STAND) 5750 k. W × 1 速度: (NO. 5 STAND最高) 1400 m/min 輥子尺寸: 輥 495 mm (ψ) × 2120 mm (L) 中間輥 560 mm (ψ) × 1980 mm (L) 背輥 1420 mm (ψ) × 2000 mm (L)
 2 1.")
主要製造設備 1. 2. 1. 0 1. 1 熱浸鍍鋅線 解捲機 2 清洗設備 (日本S公司製) 2 1. 2. 1. 3 1. 4 1. 5 退火設備 (日本S 公司製) 鍍鋅設備 (美國 A公司製) 合金化處理設備 (比利時 IN公司製) 調質軋延設備 (日本S公司製) 1 1 1. 6 後處理設備 (美國 G公司製) 1 最大解捲張力: 2. 7 tf 最大解捲速度: 280 m/min 型式: 垂直電解刷洗 清洗溶劑: 鹼液 濃度 : 約 wt: 1~4% 溫度:WWW ℃ 最大清洗電流密度: 10 A/DM 2 加熱速率: 155, 000 kcal/h (180 k. W) × 148 sets = 22, 940, 000 kcal/h (26, 679 k. W) 燃料: NG 鋅液溫度: 460~470℃ 總加熱能力: KKKKk. W 軋延力: 最大 1000 tf 馬達: 150 k. W 速度: 最大 1 BBBB 0 m/min 最大軋延率 E. 0% 輥子尺寸: 輥 4 XXXXmmφ x 2 XXXXmm. L 背輥 XX 00 mmφ x 2 XXX 0 mm. L 塗覆機: 型式: 輥塗式 最大速度: WWW m/min
鋅 生產線製程設備特性簡介 入口解捲設備/設備許可入料寬度/鍍鋅爐之鍍製寬度,入料寬度 限制-決定可鍍製品之底材寬度生產範圍。 入口積料張力調整/鍍製張力調整/出口積料張力調整,張力調整 能力-決定可鍍製品之底材厚度生產範圍。 鍍製生產進給速度/加熱還原反應時間/鍍製反應時間,決定可鍍 製品之鍍層合金化程度及鍍層厚度生產範圍。 鍍鋅熔爐合金成份,決定可鍍製品之鍍層種類。 表面處理製程決定可鍍製品之表面處理種類。 不同生產線設計不同之產製能力,寬度生產/厚度生產範圍不同, 鍍層種類及鍍層厚度生產範圍不同。")
熱浸鍍(鋁)鋅 生產線製程設備特性簡介 入口解捲設備/設備許可入料寬度/鍍鋅爐之鍍製寬度,入料寬度 限制-決定可鍍製品之底材寬度生產範圍。 入口積料張力調整/鍍製張力調整/出口積料張力調整,張力調整 能力-決定可鍍製品之底材厚度生產範圍。 鍍製生產進給速度/加熱還原反應時間/鍍製反應時間,決定可鍍 製品之鍍層合金化程度及鍍層厚度生產範圍。 鍍鋅熔爐合金成份,決定可鍍製品之鍍層種類。 表面處理製程決定可鍍製品之表面處理種類。 不同生產線設計不同之產製能力,寬度生產/厚度生產範圍不同, 鍍層種類及鍍層厚度生產範圍不同。

烤漆生產線製程設備特性簡介
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 依據公告顯示 1. 鍍(鋁)鋅產品CNS 1244/CNS 15236/CNS 15237標載厚度範圍列入檢驗 之產品為: (1) 非合金化鍍層(CNS鍍層種類符號Z/Y/AZ),使用標稱厚度t≧ 0. 5")
廠檢查 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 依據公告顯示 1. 鍍(鋁)鋅產品CNS 1244/CNS 15236/CNS 15237標載厚度範圍列入檢驗 之產品為: (1) 非合金化鍍層(CNS鍍層種類符號Z/Y/AZ),使用標稱厚度t≧ 0. 5 mm冷軋 原板。 (2) 合金化鍍層(CNS鍍層種類符號F),使用之所有標稱厚度冷軋原板。 (3) 列入CNS 1244/CNS 15236/CNS 15237所有標稱厚度範圍,使用熱軋原板 之產品,均列入檢驗。 2. 烤漆鍍(鋁)鋅產品列入CNS 10804/CNS 15298/CNS 15299所有標稱厚度 範圍之產品,均列入檢驗。 3. 烤漆鍍(鋁)鋅產品使用之鍍(鋁)鋅塗裝原板應符合上述公告之要求。 4. 烤漆鍍(鋁)鋅產品生產,鍍(鋁)鋅塗裝原板冷軋原板(t < 0. 5 mm)之原料 為合金化鍍層(CNS鍍層種類符號F),應符合上述公告之要求。 5. 烤漆鍍(鋁)鋅產品生產,鍍(鋁)鋅塗裝原板冷軋原板(t < 0. 5 mm)之原料 為非合金化鍍層(CNS鍍層種類符號Z/Y/AZ),原料應為正字標記產品 或檢驗計劃(品質計畫),生產廠場應查證確認鍍(鋁)鋅塗裝原板 (t < 0. 5 mm)符合CNS 1244/CNS 15236/CNS 15237要求。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 二、生產廠場基本資料 依據 廠檢查 作業要點(中華民國101年 8月3日經濟部標準檢驗局 經標三字第 10130007090號令)之第二點規定:「 廠檢查 之申請人 為商品之生產廠場。生產廠場不在國內時,應委任國內有住所或營 業所之代理人辦理。」")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 二、生產廠場基本資料 依據 廠檢查 作業要點(中華民國101年 8月3日經濟部標準檢驗局 經標三字第 10130007090號令)之第二點規定:「 廠檢查 之申請人 為商品之生產廠場。生產廠場不在國內時,應委任國內有住所或營 業所之代理人辦理。」 申請 廠檢查 ▉國內 之 廠 □不在國內(委任國內代理人: 廠名稱 廠地址 ) 鐵股份有限公司 高雄市 上述 廠地址位置之生產廠場所製程範圍及生產線數量: □煉鐵製程 生產線數量( ) □煉鋼製程 生產線數量( ) □熱軋製程 生產線數量( ) □冷軋製程 生產線數量( ) ▉熱浸鍍製程 生產線數量( 1 ) □塗裝烤漆製程 生產線數量( )
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 申請問卷及自檢表 列為同一型式商品名稱 商品分類號列 (C. Code) 中文 : 熱浸鍍鋅鋼捲 英文 : Hot-dip")
廠檢查申請資料 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 申請問卷及自檢表 列為同一型式商品名稱 商品分類號列 (C. Code) 中文 : 熱浸鍍鋅鋼捲 英文 : Hot-dip zinc-coated steel coil 7210. 49. 00. 32 7210. 49. 00. 33 7210. 49. 00. 90

生產廠場生產範圍列為同一型式之主型式及系列型式為
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 全部型式數量:共計22個型式,上述生產廠場所產製 之產品尺度範圍: 第一熱浸鍍鋅線 (1 CGL) 830~1676 產線別 寬度(mm) 第二熱浸鍍鋅線 (2 CGL)")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 全部型式數量:共計22個型式,上述生產廠場所產製 之產品尺度範圍: 第一熱浸鍍鋅線 (1 CGL) 830~1676 產線別 寬度(mm) 第二熱浸鍍鋅線 (2 CGL) 780~ 1676 調質處理及符號 調質處理與否 符號 第一熱浸鍍鋅 線 (1 CGL) 調質處理 S 未調質處理 N/A 第二熱浸鍍鋅線 (2 CGL) 第三熱浸鍍鋅線 (3 CGL) 有(符號S) 可生產,但無 訂單 可生產,但無訂單
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 表面鋅花種類及符號 鍍層的區分 鋅層表面鋅花 種類 符號 一般鋅花 (regular spangle) 非合金化 鍍層 R")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 表面鋅花種類及符號 鍍層的區分 鋅層表面鋅花 種類 符號 一般鋅花 (regular spangle) 非合金化 鍍層 R 微細化鋅花 (minimized spangle) Z N/A 可生產,但 但無訂單(符 符號R) 號R) 有(符號Z) 無鋅花 N/A (zero spangle) 合金化鍍層 第一熱浸 第二熱浸鍍 第三熱浸鍍 鍍鋅線 鋅線 鋅線 (1 CGL) (2 CGL) (3 CGL) N/A 有(符號Z) 可生產,但 但無訂單 無訂單 N/A N/A
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 表面處理種類及符號 符 第一熱浸鍍鋅線 第二熱浸鍍鋅線 號 (1 CGL) (2 CGL) 鉻酸鹽之化成處理 C")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 表面處理種類及符號 符 第一熱浸鍍鋅線 第二熱浸鍍鋅線 號 (1 CGL) (2 CGL) 鉻酸鹽之化成處理 C 有(符號C) 磷酸鹽化成處理 P 無 無 NC 有(符號NC) 有(符號NP) 無 無 有(符號NF) 有(符號M) 表面處理種類 無鉻酸鹽之化成處理 無鉻磷酸鹽之化成處理 鉻酸鹽之耐指紋樹脂處理 NP F 無鉻之耐指紋樹脂處理 NF 無處理 M
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 上述生產廠場所,是否為最終(成品)生產及測試場所? ▉ Yes □No • • 上述生產廠場所,是否有同商品種類/名稱取得 商品驗證證書? ▉Yes □No 上述生產廠場所,請填寫已取得之商品驗證證")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 上述生產廠場所,是否為最終(成品)生產及測試場所? ▉ Yes □No • • 上述生產廠場所,是否有同商品種類/名稱取得 商品驗證證書? ▉Yes □No 上述生產廠場所,請填寫已取得之商品驗證證 熱浸鍍(鋁)鋅產品 1244 □ CNS 15236 書編號: ▓ CNS(專案檢驗標準) □ CNS 15237 □其它 1. CNS證書號碼: 台正字第 8006號 2. ISO證書號碼: 7 M 8 Y 064 -02
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 三、申請 廠檢查之申請文件資料自我檢查項目 依據 廠檢查作業要點(中華民國101年 8月3日經濟部標準檢驗局 經標三字第 10130007090號令)之第三點規定:「申請 廠檢查, 應檢具申請書、 廠基本資料表及下列文件向經濟部標準檢驗局、 其所屬分局或其認可之")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 三、申請 廠檢查之申請文件資料自我檢查項目 依據 廠檢查作業要點(中華民國101年 8月3日經濟部標準檢驗局 經標三字第 10130007090號令)之第三點規定:「申請 廠檢查, 應檢具申請書、 廠基本資料表及下列文件向經濟部標準檢驗局、 其所屬分局或其認可之 廠檢查機構辦理:」 申請書填寫,申請人為商品之生產廠場 申請書 ■Yes □No 申請書填寫,商品驗證申請名稱及型式試驗報告名稱應相符合。 ■Yes □No 申請書填寫,申請人名稱應與申請人證明文件製程相符合。 ■Yes □No 申請書填寫,確認申請地址是否符合該地點為最終(成品)生產 ■Yes 及測試場所之原則。 □No 生產廠場不在國內時,委任國內有住所或營業所之代理人,應 ■Yes 檢附 廠檢查委任書。 □No □N/A 適用商品種類名稱型式(號)填寫,將生產廠場生產範圍之主型 ■Yes 式及系列型式填入,必要時以附件呈現。 □No □N/A 產品之報驗義務人填寫: ■Yes 配合其型式試驗報告及商品驗證申請或商品驗證證書內容填寫 □No □N/A
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 生產廠場名稱/廠址為最終(成品)生產及測試場所。 廠基本資 適用商品種類名稱填寫,將生產廠場生產範圍之主型式 料表 及系列型式填入,必要時以附件呈現。 主要原料及零組件填寫,將生產廠場生產範圍型式商品 之原料,必要時以附件呈現。 同一型式商品檢驗標準為CNS 1244/CNS 15236/CNS 15237,原料及零組件填寫應至少包含:")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 生產廠場名稱/廠址為最終(成品)生產及測試場所。 廠基本資 適用商品種類名稱填寫,將生產廠場生產範圍之主型式 料表 及系列型式填入,必要時以附件呈現。 主要原料及零組件填寫,將生產廠場生產範圍型式商品 之原料,必要時以附件呈現。 同一型式商品檢驗標準為CNS 1244/CNS 15236/CNS 15237,原料及零組件填寫應至少包含: 1. 熱浸鍍製程之浸鍍合金原料規格及其原料製造供應商 2. 熱浸鍍製程使用之熱軋原板或冷軋原板之鋼種規格、 尺寸規格、熱軋或冷軋製造廠名單及其提供熱軋原板或 冷軋原板鋼液分析之煉鋼製造廠或相關追溯對照表。 同一型式商品檢驗標準為CNS 10804/CNS 15298/CNS 15299,原料及零組件填寫應至少包含: 1. 塗裝烤漆製程使用之塗裝原板之鋼種種類尺寸規格及 其製造廠名單,塗裝原板應符合CNS 1244/CNS 15236/CNS 15237之要求。(亦即塗裝原板應取得符合商品之合格證明 ) 2. 生產廠場生產製程包括塗裝原板製造生產者,原料及 零組件填寫應至少包含檢驗標準為CNS 10804/CNS 15298/CNS 15299之原料及零組件填寫內容。 3. 塗裝烤漆製程使用之烤漆塗料種類規格及其製造廠名 單 □Yes □No □N/A
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 廠基本資料表 □Yes 同一型式商品檢驗標準為CNS 1244/CNS 15236/CNS 15237,生產廠場應具備熱浸鍍製程設 □No □N/A 備,應填具熱浸鍍製程生產線之設備。 主要製造設備填寫: 同一型式商品檢驗標準為CNS")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 廠基本資料表 □Yes 同一型式商品檢驗標準為CNS 1244/CNS 15236/CNS 15237,生產廠場應具備熱浸鍍製程設 □No □N/A 備,應填具熱浸鍍製程生產線之設備。 主要製造設備填寫: 同一型式商品檢驗標準為CNS 10804/CNS 15298/CNS 15299,生產廠場至少應具備塗裝烤漆 製程設備,應填具塗裝烤漆製程生產線之設備。 生產廠場生產製程包括塗裝原板製造生產者,亦應 填具熱浸鍍製程生產線之設備。 □Yes □No □N/A □Yes 依同一型式商品之檢驗標準,生產廠場應填寫符合 □No 成品檢驗要求之檢測設備。 (一)申請人之 廠、公司或商業登記相關證明文件影本。但無證明文件者,得以 □Yes 最近一期納稅證明代替。 □No (二)產品之報驗義務人或自願性產品驗證證書申請人基本資料(事業名稱、地址、 □Yes 聯絡人及聯絡方式)。但已取得商品驗證登錄證書或自願性產品驗證證書 □No 者,得以其影本代替。 (三) 廠位置圖及平面配置圖。 □Yes □No 檢測設備填寫:
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (四)製造流程圖。 □Yes □No □同一型式商品檢驗標準為CNS 1244/CNS 15236/CNS 15237, 製造流程應包括熱浸鍍製程。 □同一型式商品檢驗標準為CNS 10804/CNS 15298/CNS")
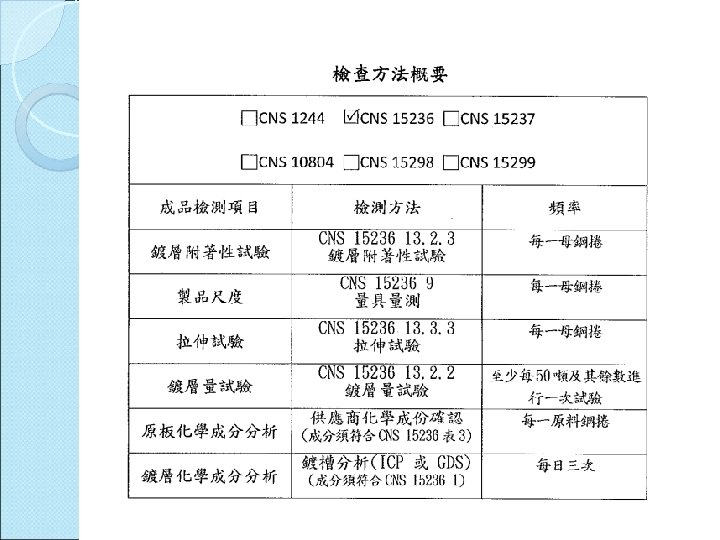
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (四)製造流程圖。 □Yes □No □同一型式商品檢驗標準為CNS 1244/CNS 15236/CNS 15237, 製造流程應包括熱浸鍍製程。 □同一型式商品檢驗標準為CNS 10804/CNS 15298/CNS 15299, 製造流程應包括塗裝烤漆製程。 □同一型式商品檢驗標準為CNS 10804/CNS 15298/CNS 15299, 生產廠場製造流程涵蓋塗裝底材生產者,製造流程應包括 熱浸鍍製程及塗裝烤漆製程。 (五)檢測方法概要。 檢測方法應包含「鋼片及鋼捲商品檢驗作業規定」(中華民國103 年 2月27日經標三字第 10230022011號令)之檢驗項目及下 列檢驗標準 □CNS 1244 □CNS 15236 □CNS 15237 □CNS 10804 □CNS 15298 □CNS 15299 熱浸鍍鋁鋅產品 □CNS 1244 □CNS 15236 □CNS 15237 成品檢測項目 檢測方法 頻率 鍍層附著性試驗 製品尺度 拉伸試驗 鍍層量試驗 原板化學成分分析 鍍層化學成分分析 □Yes □No □Yes □No
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (六)產品之型式試驗報告及技術資料。 指定試驗室編號 型式試驗報告編號: □Yes □No 型式試驗報告簽署 日期 : 型式試驗報告之商品檢驗標準是否正確?□Yes □No □熱浸鍍鋁鋅產品")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (六)產品之型式試驗報告及技術資料。 指定試驗室編號 型式試驗報告編號: □Yes □No 型式試驗報告簽署 日期 : 型式試驗報告之商品檢驗標準是否正確?□Yes □No □熱浸鍍鋁鋅產品 □CNS 1244 □CNS 15236 □CNS 15237 □其它 (專案檢驗標準) □烤漆熱浸鍍(鋁)鋅產品 □CNS 10804 □CNS 15298 □CNS 15299 □其它 (專案檢驗標準) 型式試驗報告列為同一型式之主型式及系列型式 主型式 是否與生產廠場所產製之產品產製範圍一致 □Yes □No 系列型式 是否與生產廠場所產製之產品產製範圍一致 □Yes □No
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 「鋼片及鋼捲商品檢驗作業規定」(中華民國103年 2月27日經標三字第 10230022011號令)第五(三)節之 規定, □ 熱浸鍍鋁鋅產品辦理型式試驗應檢附之技術文件: 技術文件是否經指定試驗室確認檢附於型式試驗報告,並依照技術文件(1)~技術文件(14)之順序排 列? □Yes □No 技術文件項目")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 「鋼片及鋼捲商品檢驗作業規定」(中華民國103年 2月27日經標三字第 10230022011號令)第五(三)節之 規定, □ 熱浸鍍鋁鋅產品辦理型式試驗應檢附之技術文件: 技術文件是否經指定試驗室確認檢附於型式試驗報告,並依照技術文件(1)~技術文件(14)之順序排 列? □Yes □No 技術文件項目 技術文件自檢項目 (1)產品熱浸溶爐化學成分證明。 熱浸溶爐化學成分檢驗標準是否符合商品檢驗標準要求?□Yes □No (2)產品種類符號化學成分證明。 產品種類符號化學成分證明是否為CNS 1244/CNS 15236/CNS 15237要求之熱軋原板或冷軋原板之煉鋼製造廠鋼液分析證明? □Yes □No 熱軋原板或冷軋原板製造廠、煉鋼製造廠鋼液分析證明是否填寫 於為 廠基本資料表之主要原料製造廠? ? □Yes □No (3)表面鋅花種類及符號。 檢附技術文件(3),內容是否為生產廠場所產製範圍之所有申請商 品驗證之鋅花種類符號產品? ? □Yes □No 生產廠場所產製並申請商品驗證之鋅花種類符號產品共計( )種。 廠檢查申請資料「(四)製造流程圖」,是否包含所有申請商品驗 證之鋅花產品管制之製程? ? □Yes □No 備註: 1. 場檢查之查核範圍,以型式試驗檢附技術文件之內容為查核範 圍,若型式試驗檢附技術文件僅有1種鋅花種類符號產品, 場檢 查列入認可範圍僅限於技術文件內容之1種鋅花種類符號產品。 2. 場檢查發現產製能力範圍不符、未有生產紀錄或不符檢驗標準 者, 場檢查對該種類符號判為缺點。以 場檢查結果決定認可 範圍。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 技術文件項目 技術文件自檢項目 (4)調質處理及 檢附技術文件(4),內容是否包含於生產廠場所生產並申請商品驗 符號。 證之調質處理產品? □Yes □No 廠檢查申請資料「(四)製造流程圖」,是否包含所有申請商品驗 證之調質處理產品管制之製程? ?")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 技術文件項目 技術文件自檢項目 (4)調質處理及 檢附技術文件(4),內容是否包含於生產廠場所生產並申請商品驗 符號。 證之調質處理產品? □Yes □No 廠檢查申請資料「(四)製造流程圖」,是否包含所有申請商品驗 證之調質處理產品管制之製程? ? □Yes □No (5)表面處理種 檢附技術文件(5),內容是否包含於生產廠場所生產並申請商品驗 類及符號。 證之全部表面處理種類符號產品? □Yes □No 申請商品驗證之表面處理種類符號產品是否為生產廠場所之產製 範圍之產品? □Yes □No 生產廠場所產製並申請商品驗證之表面處理種類符號產品共計( )種。 廠檢查申請資料「(四)製造流程圖」,是否包含於生產廠場所生 產並申請商品驗證之表面處理種類符號產品管制之表面處理製程 ? ? □Yes □No 備註: 1. 場檢查之查核範圍,以型式試驗檢附技術文件之內容為查核範 圍,若型式試驗檢附技術文件僅有1種表面處理種類產品, 場檢 查列入認可範圍僅限於技術文件內容之1種表面處理種類產品。 2. 場檢查發現產製能力範圍不符、未有生產紀錄或不符檢驗標準 者, 場檢查對該種類符號判為缺點。以 場檢查結果決定認可 範圍。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (6)塗油種類及符號。 (7)寬度範圍。 (8)長度 (僅適用鋼片)。 檢附技術文件(6),內容是否包含於生產廠場所生產並申請商 品驗證之塗油種類產品? □Yes □No 塗油種類產品是否為生產廠場所之產製範圍之產品? □Yes □No")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (6)塗油種類及符號。 (7)寬度範圍。 (8)長度 (僅適用鋼片)。 檢附技術文件(6),內容是否包含於生產廠場所生產並申請商 品驗證之塗油種類產品? □Yes □No 塗油種類產品是否為生產廠場所之產製範圍之產品? □Yes □No 技術文件(14)製程流程圖,是否包含所有申請商品驗證之塗 油製程? ? □Yes □No 檢附技術文件(7),內容是否包含生產廠場所生產之產品範圍 且與申請商品驗證產品之範圍相符合? □Yes □No 備註: 1. 場檢查之查核範圍,以型式試驗檢附技術文件之內容為 查核範圍,若型式試驗檢附技術文件僅有單一尺度產品, 場檢查列入認可範圍僅限於技術文件內容單一尺度產品。 2. 場檢查發現產製能力範圍不符、未有生產紀錄或不符檢 驗標準者, 場檢查對該種類符號判為缺點。以 場檢查結 果決定認可範圍。 檢附技術文件(8),內容是否包含於生產廠場所生產且與申請 商品驗證產品之範圍相符合? □Yes □No □N/A 備註: 1. 場檢查之查核範圍,以型式試驗檢附技術文件之內容為查 核範圍,若型式試驗檢附技術文件僅有單一尺度產品, 場檢 查列入認可範圍僅限於技術文件內容單一尺度產品。 2. 場檢查發現產製能力範圍不符、未有生產紀錄或不符檢驗 標準者, 場檢查對該種類符號判為缺點。 3. 以 場檢查結果決定認可範圍。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (9) 形狀(直角度) (僅適用鋼片)。檢附技術文件(9),內容是否說明於生產廠場所生 產並申請商品驗證產品之形狀(直角度)許可差? □Yes □No 檢附技術文件(9)所列之產品形狀(直角度)許可差 是否符合檢驗標準之形狀(直角度)許可差要求? □Yes □No 備註:")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (9) 形狀(直角度) (僅適用鋼片)。檢附技術文件(9),內容是否說明於生產廠場所生 產並申請商品驗證產品之形狀(直角度)許可差? □Yes □No 檢附技術文件(9)所列之產品形狀(直角度)許可差 是否符合檢驗標準之形狀(直角度)許可差要求? □Yes □No 備註: 1. 場檢查之查核範圍,以型式試驗檢附技術文 件之內容為查核範圍,若型式試驗檢附技術文件 未列出許可差或不符合檢驗標準,視為產品一致 性產製之成品檢測項目,技術文件未列出許可差 或不符合檢驗標準之缺點。 (10)形狀(弧形度)。 檢附技術文件(10),內容是否包含於生產廠場所生 產並申請商品驗證產品之形狀(弧形度)許可差? □Yes □No 檢附技術文件(10)所列之產品形狀許可差是否符合 檢驗標準之形狀(弧形度)許可差要求? □Yes □No 備註: 1. 場檢查之查核範圍,以型式試驗檢附技術文件 之內容為查核範圍,若型式試驗檢附技術文件未 列出許可差或不符合檢驗標準,視為產品一致性 產製之成品檢測項目,技術文件未列出許可差或 不符合檢驗標準之缺點。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (11)形狀(平坦度)。 檢附技術文件(11),內容是否包含於生產廠場所生產並申 請商品驗證產品之形狀(平坦度)許可差? □Yes □No 檢附技術文件(11)所列之產品形狀許可差是否符合檢驗標 準之形狀(平坦度)許可差要求? □Yes □No 備註: 場檢查之查核範圍,以型式試驗檢附技術文件")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (11)形狀(平坦度)。 檢附技術文件(11),內容是否包含於生產廠場所生產並申 請商品驗證產品之形狀(平坦度)許可差? □Yes □No 檢附技術文件(11)所列之產品形狀許可差是否符合檢驗標 準之形狀(平坦度)許可差要求? □Yes □No 備註: 場檢查之查核範圍,以型式試驗檢附技術文件 之內容為查核範圍,若型式試驗檢附技術文件未列出許 可差或不符合檢驗標準,視為產品一致性產製之成品檢 測項目,技術文件未列出許可差或不符合檢驗標準之缺點。 (12)質量 (僅適用鋼片)。 檢附技術文件(12),內容是否包含於生產廠場所生產並申 請商品驗證產品之質量許可差之方法? □Yes □No □N/A 檢附技術文件(12)所列之申請商品驗證產品之質量許可差 之方法是否符合檢驗標準之要求? □Yes □No 備註: 場檢查之查核範圍,以型式試驗檢附技術文件 之內容為查核範圍,若型式試驗檢附技術文件未列出許 可差或不符合檢驗標準,視為產品一致性產製之成品檢 測項目,技術文件未列出許可差或不符合檢驗標準之缺點。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (13)公司產品資料。 檢附技術文件(13),公司申請商品驗證產品之資料,是否包含「成 品包裝及標識標籤說明書」、「成品包裝照片」、「標籤標識照 片」及「製品種類符號之識別說明」(例如:鋼捲編號、鋼片包裝 編號)? □Yes □No 「成品包裝及標識標籤說明書」、「成品包裝照片」、「標籤標 識照片」及「製品種類符號之識別說明」,是否符合CNS 1244/CNS 15236/CNS")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (13)公司產品資料。 檢附技術文件(13),公司申請商品驗證產品之資料,是否包含「成 品包裝及標識標籤說明書」、「成品包裝照片」、「標籤標識照 片」及「製品種類符號之識別說明」(例如:鋼捲編號、鋼片包裝 編號)? □Yes □No 「成品包裝及標識標籤說明書」、「成品包裝照片」、「標籤標 識照片」及「製品種類符號之識別說明」,是否符合CNS 1244/CNS 15236/CNS 152372第 15節之包裝標示要求? □Yes □No;是否符合「商品標示法(民國100年 01月26日)」第九條之規 定? □Yes □No 生產廠場成品之包裝標示是否與技術文件(13)一致? ? □Yes □No 檢附技術文件(13) ,公司申請商品驗證產品之資料,是否包含符 合CNS 1244/CNS 15236/CNS 152372第 17節生產場廠出具試驗 報告書或交貨品質證明書文件之樣張? □Yes □No 試驗報告書或交貨品質證明書,是否依據「商品驗證登錄辦法」 第 8條建立商品產製日期、型式、規格、數量、出廠日期、銷售對 象、客戶抱怨、處理紀錄與客戶服務紀錄資料? □Yes □No (14)產品鍍層製程 檢附技術文件(14) ,除鍍層製程流程圖外,申請 廠檢查申請資 流程圖。 料「(四)製造流程圖」是否完整包含於生產廠場所生產並申請商品 驗證產品之製造流程? □Yes □No
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 上述熱浸鍍鋁鋅產品型式試驗報告是否 完整檢附技術文件(1)~技術文件(14) ? □Yes □No (七) 代理國外生產廠場申請 廠檢查者,應檢 附委任書及證明文件。 □Yes □No")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 上述熱浸鍍鋁鋅產品型式試驗報告是否 完整檢附技術文件(1)~技術文件(14) ? □Yes □No (七) 代理國外生產廠場申請 廠檢查者,應檢 附委任書及證明文件。 □Yes □No □N/A (八) 其他經標準檢驗局指定之文件。 □Yes □No □N/A
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 • 1、符合商品製程要求之製造設備 1. 1 是否已建立符合商品製程主要製造設備總覽 表,且符合商品產製需求? □是 □否 1. 2 設備運作情形是否正常?")
廠檢查檢查項目 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 • 1、符合商品製程要求之製造設備 1. 1 是否已建立符合商品製程主要製造設備總覽 表,且符合商品產製需求? □是 □否 1. 2 設備運作情形是否正常? □是 □否 1. 3 設備維護保養情形是否正常? □是 □否 現場查核應查核申請資料「 廠基本資料表」、「型式試驗報 告」、「相關技術資料」、「(四)製造流程圖」並查對生產廠 場所生產並申請商品驗證產品之製程記錄。 申請資料「(四)製造流程圖」之主要製造設備均應列入製造設 備總覽表,且於生產廠場所生產並申請商品驗證之每一型式產 品,是否保有生產記錄以確認製造設備符合產品製程要求。 型式試驗報告之型式範圍是否與於生產廠場所生產並申請商品 驗證型式範圍一致。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 主要製造設備: 同一型式商品檢驗標準為CNS 1244/CNS 15236/CNS 15237, 生產廠場應具備熱浸鍍製程設備。 CNS 10804/CNS 15298/CNS 15299,生產廠應具備塗裝烤漆製 程設備。")
廠檢查檢查項目 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 主要製造設備: 同一型式商品檢驗標準為CNS 1244/CNS 15236/CNS 15237, 生產廠場應具備熱浸鍍製程設備。 CNS 10804/CNS 15298/CNS 15299,生產廠應具備塗裝烤漆製 程設備。 烤漆商品生產廠場生產製程包括塗裝原板製造生產者,亦應 填具熱浸鍍製程生產線之設備。 產製能力範圍不符、未有生產紀錄或不符檢驗標準者, 廠 檢查對該型式種類符號,為缺點。 現場查核與「型式試驗報告」、「相關技術資料」需一致者 以實際 廠檢查結果及「相關技術資料」決定認可之型式種 類範圍。 以型式試驗檢附技術文件之內容為查核範圍,若型式試驗檢 附之技術文件僅有單一型式產品, 場檢查列入認可範圍僅 限於技術文件內容單一型式產品。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (二)所採購之主要零組件及原料符合商品規範: 2. 1 採購之主要零組件及原料是否符合規範? 2. 1. 1 是否訂有適當之主要零組件及原料採購規範、檢驗/ 驗收方式? 2. 1. 2 主要零組件是否與型式試驗報告內容相符?")
熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (二)所採購之主要零組件及原料符合商品規範: 2. 1 採購之主要零組件及原料是否符合規範? 2. 1. 1 是否訂有適當之主要零組件及原料採購規範、檢驗/ 驗收方式? 2. 1. 2 主要零組件是否與型式試驗報告內容相符? 2. 2 採購之主要零組件及原料若由供應商檢驗時,其報告 或證書是否有供應商所授權人員之簽名或蓋章? 2. 3 不符合採購規範之主要零組件及原料是否清楚地加以 鑑別並隔離之? 以「 廠基本資料表」填寫之資料並核對CNS相關檢驗 標準:
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (二)所採購之主要零組件及原料符合商品規範: 鍍(鋁)鋅產品生產之熱軋原板或冷軋原板是否依相關 CNS檢驗標準追溯或查證煉鋼製造廠鋼液分析要求﹖ 是否建立熱浸鍍製程之浸鍍合金原料規格及其原料製造 供應商之原料規範要求﹖ 是否建立熱浸鍍製程使用之熱軋原板或冷軋原板之鋼種 規格、尺寸規格、熱軋或冷軋製造廠之原料規範﹖ 烤漆鍍(鋁)鋅產品之生產廠場所,包含塗裝底材生產者, 塗裝底材生產是否依相關CNS檢驗標準追溯或查證煉鋼 製造廠鋼液分析﹖ 烤漆鍍(鋁)鋅產品之生產廠場所,未包含塗裝底材生產")
廠檢查檢查項目 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (二)所採購之主要零組件及原料符合商品規範: 鍍(鋁)鋅產品生產之熱軋原板或冷軋原板是否依相關 CNS檢驗標準追溯或查證煉鋼製造廠鋼液分析要求﹖ 是否建立熱浸鍍製程之浸鍍合金原料規格及其原料製造 供應商之原料規範要求﹖ 是否建立熱浸鍍製程使用之熱軋原板或冷軋原板之鋼種 規格、尺寸規格、熱軋或冷軋製造廠之原料規範﹖ 烤漆鍍(鋁)鋅產品之生產廠場所,包含塗裝底材生產者, 塗裝底材生產是否依相關CNS檢驗標準追溯或查證煉鋼 製造廠鋼液分析﹖ 烤漆鍍(鋁)鋅產品之生產廠場所,未包含塗裝底材生產 者,烤漆塗裝底材是否取得CNS檢驗標準商品驗證或型 式認可證明者﹖ (參閱BSMI 2014/03/05公告)
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (二)所採購之主要零組件及原料符合商品規範: 是否建立塗裝烤漆製程使用之塗裝原板之鋼種種類尺 寸規格及其製造廠之原料規範要求﹖ 是否建立塗裝烤漆製程使用之烤漆塗料種類規格及其 製造廠之原料規範要求﹖ 鍍(鋁)鋅產品生產採購使用之熱軋原板或冷軋原板之 製造廠,是否查證符合規範記錄﹖ 塗裝烤漆製程採購使用之塗裝原板,是否查證符合 CNS檢驗標準規範﹖ 「 廠基本資料表」填寫之原料資料與現場查核是否")
廠檢查檢查項目 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (二)所採購之主要零組件及原料符合商品規範: 是否建立塗裝烤漆製程使用之塗裝原板之鋼種種類尺 寸規格及其製造廠之原料規範要求﹖ 是否建立塗裝烤漆製程使用之烤漆塗料種類規格及其 製造廠之原料規範要求﹖ 鍍(鋁)鋅產品生產採購使用之熱軋原板或冷軋原板之 製造廠,是否查證符合規範記錄﹖ 塗裝烤漆製程採購使用之塗裝原板,是否查證符合 CNS檢驗標準規範﹖ 「 廠基本資料表」填寫之原料資料與現場查核是否 一致﹖ 現場查核與「型式試驗報告」、「相關技術資料」是 否一致﹖
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (三)符合產品製程需求之製造流程。 (四)符合產製產品需求之檢測設備,或相同檢測 功能之檢測設備。 (五)具備符合產製產品需求之專業檢測人員訓練。 (六)具備符合產製產品需求之測試設備且已完成 追溯國家標準之校正。。 (七)保存符合產品需求之檢驗與測試執行情形之 紀錄。 (八)涉及產製產品需求之消費者服務及顧客抱怨 之處理。")
廠檢查檢查項目 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (三)符合產品製程需求之製造流程。 (四)符合產製產品需求之檢測設備,或相同檢測 功能之檢測設備。 (五)具備符合產製產品需求之專業檢測人員訓練。 (六)具備符合產製產品需求之測試設備且已完成 追溯國家標準之校正。。 (七)保存符合產品需求之檢驗與測試執行情形之 紀錄。 (八)涉及產製產品需求之消費者服務及顧客抱怨 之處理。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (九)已驗證產品之一致性產製情形與後續變更。 9. 1 重要或規定之成品檢測項目是否已執行? 9. 2 現場抽樣核對是否與申請產品一致? 9. 2. 1 主要零組件是否與原型式試驗報告或技術文件內容")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 (九)已驗證產品之一致性產製情形與後續變更。 9. 1 重要或規定之成品檢測項目是否已執行? 9. 2 現場抽樣核對是否與申請產品一致? 9. 2. 1 主要零組件是否與原型式試驗報告或技術文件內容 相符? 9. 2. 2 半成品之商品結構及零組件配置是否與原型式試驗 報告相符? 9. 2. 3 成品之商品結構及零組件配置是否與原型式試驗報 告相符? 9. 3 受查 廠為本案已驗證商品之證書名義人所屬製造廠 場時,當已驗證商品要進行變更前,有無書面程序可確 保驗證機關(構)已同意接受其變更?無變更項目
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 9. 4 受查 廠為本案已驗證商品之代 廠場時,當已驗 證商品要進行變更前,有無書面程序可要求該驗證 商品之證書名義人確保驗證機關(構)已同意接受其變 更? 9. 5 已驗證商品要進行變更前後,受查廠商是否已取得")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 9. 4 受查 廠為本案已驗證商品之代 廠場時,當已驗 證商品要進行變更前,有無書面程序可要求該驗證 商品之證書名義人確保驗證機關(構)已同意接受其變 更? 9. 5 已驗證商品要進行變更前後,受查廠商是否已取得 該驗證商品之指定試驗室所出具之型式試驗報告? 型式試驗報告編號: (依實際情形填寫) 9. 6 已驗證商品要進行變更前後,受查廠商是否已取得 該驗證商品之驗證機關(構)核發之核備函? 核備函字號: 無變更項目
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 依據 廠檢查作業要點規定:具有本局或其認可之ISO 9001登錄證 書者,得免檢查前點第一項第五款至第八款之項目。 依據品質管理驗證機構認可作業要點第八點規定:商品驗證機關( 構)驗證之驗證登錄商品係以經認可之驗證機構核發之證書取得驗 證登錄者,請其於執行所驗證生產廠場例行追查作業時,確實稽核 其品質管理系統,以確保該驗證登錄生產廠場符合。 經認可之驗證機構執行前項追查作業,須填具驗證登錄生產廠場評 鑑、追查查檢表(表SA-01 -1、SA-01")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 依據 廠檢查作業要點規定:具有本局或其認可之ISO 9001登錄證 書者,得免檢查前點第一項第五款至第八款之項目。 依據品質管理驗證機構認可作業要點第八點規定:商品驗證機關( 構)驗證之驗證登錄商品係以經認可之驗證機構核發之證書取得驗 證登錄者,請其於執行所驗證生產廠場例行追查作業時,確實稽核 其品質管理系統,以確保該驗證登錄生產廠場符合。 經認可之驗證機構執行前項追查作業,須填具驗證登錄生產廠場評 鑑、追查查檢表(表SA-01 -1、SA-01 -2),並於追查作業完成後三 個月內,將該查檢表送原通知之商品驗證機關(構)歸檔備查。 於生產廠場所申請免檢查 廠檢查作業要點第五點第五款至第八款 之項目時,應提供下列文件資料: ◦ ▓核發ISO 9001品質管理系統驗證證書機構,為標準檢驗局認可之品質管理驗證機構證明。 ◦ ▓廠商取得ISO 9001品質管理系統驗證證書範圍具有該驗證登錄商品之登錄。 ◦ ▓認可之驗證機構執行前項評鑑追查作業,應建立之驗證登錄商品之檢驗標準建立適切之檢 驗計畫,驗證機構執行生產廠場評鑑、追查查檢表已由商品驗證機關(構)歸檔備查之證明。
鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 依據 廠檢查作業要點(中華民國101年 8月3日經濟部 標準檢驗局經標三字第 10130007090號令)之第十點 規定:「後續 廠檢查時應取樣,以查核與原驗證 產品型式之一致性,必要時執行測試。 熱浸鍍(鋁)鋅產品,單一型式產品於生產廠場取樣並 完成試驗樣品加 備製所需之時間。")
廠檢查申請資料問卷及自檢表 熱浸鍍(鋁)鋅與烤漆熱浸鍍(鋁)鋅鋼片及鋼捲商品 依據 廠檢查作業要點(中華民國101年 8月3日經濟部 標準檢驗局經標三字第 10130007090號令)之第十點 規定:「後續 廠檢查時應取樣,以查核與原驗證 產品型式之一致性,必要時執行測試。 熱浸鍍(鋁)鋅產品,單一型式產品於生產廠場取樣並 完成試驗樣品加 備製所需之時間。
之第十點規定:「後續 廠檢查 時應取樣, 以查 核與原驗證產品型式之一致性,必要時執行測試。查 核或測試不 符合檢驗規定者,或不符合型式試驗報告及相關技術資料者,視為主 要缺點,並依相關商品檢驗法規查 處。」")
依據 廠檢查 作業要點(中華民國101年 8月3日經濟部標準檢驗局經標 三字第 10130007090號令)之第十點規定:「後續 廠檢查 時應取樣, 以查 核與原驗證產品型式之一致性,必要時執行測試。查 核或測試不 符合檢驗規定者,或不符合型式試驗報告及相關技術資料者,視為主 要缺點,並依相關商品檢驗法規查 處。」 成品檢測項目 單一型式產品取樣完成試 驗樣品加 備製所需之時 間(Hour) 單一型式產品(1個型式產 品)試驗所需之時間(Hour) 鍍層附著性試驗 製品尺度 拉伸試驗 鍍層量試驗 原板化學成分分析 鍍層化學成分分析 全部試驗樣品加 備製完成/試驗所需 之時間所需之時間 (Hour) 熱浸鍍(鋁)鋅產品,單一型式產品(1個型式產品)由生產廠場取樣 加 備製至全部試驗完成所需時間共計 (Hour)

. 1拉伸、鍍層附著性取樣說明 鍍層附著性 軋延方向 縱向拉 伸 橫向拉伸 300*300 mm備品 A. 拉伸試片 放樣方式如上圖所示,先切取 29. 8 x 250 mm之長條試片,而方向依CNS規格 而定,試片取樣位置為全寬試片之1/4位置或接近該位置。標記位於試片左側, 項目包括鋼捲號碼、位置〔頭(H),中(M),尾(T)〕及軋延方向等。 B. 鍍層附著性試片 依CNS規定範圍,切取 75 mm. X 150 mm之長條試片,試片取樣位置為試樣之 任意位置,無特別指定時,與鋼捲軋延方向平行取 1片試樣。 C. 加 試片依各規格進行加 ,加 後試片之平行部毛邊、剪切應力需去除、避免 影響試驗結果,並確認尺寸符合公差後再進行試驗。
ac6722fe50c24b1f0e7a3e2e5287c1d9.ppt