775ed3c177f9cdfa9e189b29fbf3812a.ppt
- Количество слайдов: 48



有關 ISO 9001/14001, OHSAS 18000等管理系統中 的重 要觀念 及 ISO/TS 16949中的品質規劃的兩大重點 APQP﹝ 先期產品品質規劃 ﹞ & FMEA﹝ 失效模式與效能分析 ﹞ 指導教授:盧淵源 博士 修課學生:賴忠孝N 924010002 、池韶華N 924010003 孫謙益N 924010007、何家龍M 924012013 陳政男N 934010023、韓念嘉N 934010026 鄒瑞富M 934012025

預防的概念 QS 9000: 1998 製程的失效模式與效應分析 - 4. 2. 3. 5 製程的失效模式與效應分析應考慮所 有的管制特性,應致力於改善製程,以 做到預防不良勝於找出不良。某些顧客 要求在產品認可核准前要先完成 FMEA 審查及核准(參閱顧客特定要求章節)。 參考 潛在失效模式與效應分析 參考手 冊。 錯誤防止 - 4. 2. 3. 6 供應商應於製程,設施,儀器 , 模具等 規劃過程中,使用適當的錯誤防止方法 論。 ISO/TS 16949: 2002 7. 1 產品實現的策劃 備註 某些客戶將專案管理或先期產品 品質規劃作為產品實現的方法。相對於 錯誤的偵測,先期產品品質規劃透過跨 部門討論的方式,具體展現了錯誤預防 和持續改進的概念。 7. 3 設計和開發 備註 條款 7. 3的要求包括產品和制程的 設計開發,著重於錯誤預防,而不是錯 誤的偵測。
 ¬ 介紹: Ø 先期產品品質規劃適用時機: 應用於交貨產品服務的連續程序 ¬ 架構: Ø 先期產品品質規劃階段 (階段 1 -5) 各個過程的輸出為下一個過程的")
先期產品品質規劃(APQP) ¬ 介紹: Ø 先期產品品質規劃適用時機: 應用於交貨產品服務的連續程序 ¬ 架構: Ø 先期產品品質規劃階段 (階段 1 -5) 各個過程的輸出為下一個過程的 輸入 ü 最終輸出 ü Ø 管制計畫的方法論 (階段 6) I. III. IV. V. VI. 計劃和確定項目 產品設計和開發 過程設計和開發 產品和過程確定 回饋、評估和矯正措施 控制計劃方法論

先期產品品質規劃

先期產品品質規劃 ¬ 構成 APQP的重要因素: Ø 5個規劃階段 Ø P-D-S-A Ø 同步 程

品質規劃的基礎 Ø Ø Ø Ø Ø 組織跨功能團隊 界定範圍 團隊間聯繫 訓練 客戶與供應商的共同參與 同步 程 管制計畫 問題點解決 計劃時程 及時符合客戶要求

產品品質先期規劃循環 計畫 產品 /過 和樣 發 程開 實品 施 驗證 行動 措 持 施 續 改 善 技術 研發 和概 念 評定 回饋 措 和矯正 施 畫和定 計 產品和 義 產品設 過程確 計 認 和開發 產 程設計 和 品確 過 開發 過 認 和 研 程 究 確 認

先期產品品質規劃 Ø 第一階段:計劃及定義專案 Ø 第二階段:產品設計及開發 Ø 第三階段:製程設計及發展 Ø 第四階段:產品及製程的驗證 Ø 第五階段:回授、評鑑及矯正行動

先期產品品質規劃 ¬ 開始輸入 Ø 客戶的聲音 Ø 營運計畫 /市場策略 Ø 產品 /製程標竿策略 Ø 產品 /製程假設 Ø 產品可靠度分析 Ø 顧客的意見

計劃及定義專案 ¬ 敘述如何決定顧客的需求與期望, 在計劃 與 定 義 品 質 專 案 時 , 心 中 隨 時 以 顧 客 (最 終 使用者 )的立場為設想 ¬ 針 對 你 公 司 產品 與 製 程 特 性 選 擇 適 當 的 輸 入與輸出, 此處規劃的輸出入項目僅為建 議

產品設計及開發 Ø Ø 產品 品 質 規 劃 小 組 應 考 量 所 有 的 設 計 相 關 因 , 以 確 保 最 終 成 品 會 滿 足 "Voice of Customer" 設 計 相 關 因 素 縱 屬 顧 客 責 任 範 圍 , 但 仍 應 予 以考量

製程設計及開發 Ø Ø 本階段界定製程系統的開發及其相 關 的 管 制 計 畫 , 以 確 保 產品 的 製 造 品 質 製程系統應有能力符合顧客的要求, 需求與期望

產品及製程的驗證 Ø 本階段中安排試產評估以實證製程可行性 Ø 產品 品 質 規 劃 小 組 應 驗 證 管 制 計 畫 及 製 造 流 程 在試產中是否被依循 , 且產品符合顧客要求

回饋、評鑑及矯正行動 ¬ 持 續 量 產的 結 果 於 本 階 段 中 被 定 期 評 估 , 確保產品滿足顧客要求 ¬ 產品 品 質 規 劃 的 效 果 亦 於 本 階 段 中 加 以 評估 , 且包含 : Ø 持續改善的努力 Ø 交貨與服務的績效

先期產品品質規劃 最終輸出為 管制計畫 : Ø 減少變異 Ø 滿足客戶 Ø 交貨及服務 Ø 各階段管制計畫 Ø ü 雛型製作 ü 量產試作 ü 正式生產

先期產品品質規劃 ¬ 管制計畫: Ø製程分析需了解: 來源變異 ü 適當的管制方法 ¬ 先期產品品質規劃手冊利用原因及影響 模式來組織不同型式的製程 ü

先期產品品質規劃 Ø 查核表: ü 設計 FMEA ü 設計資訊 ü 新設備、 具、測試儀器 ü 產品 /製程品管系統 ü 廠區規劃 ü 製程流程 ü 製程 FMEA ü 管制計畫

管制計畫 ¬ 結構式的方式以選擇、 計及執行各項 設 有價值的管制方式: ¬ 是一份 "活 "的文件 ¬ 下列階段中或之前引用 Ø 雛型製作 (Prototype) Ø 量產試驗 (Pre-launch) Ø 正式生產 (Production)
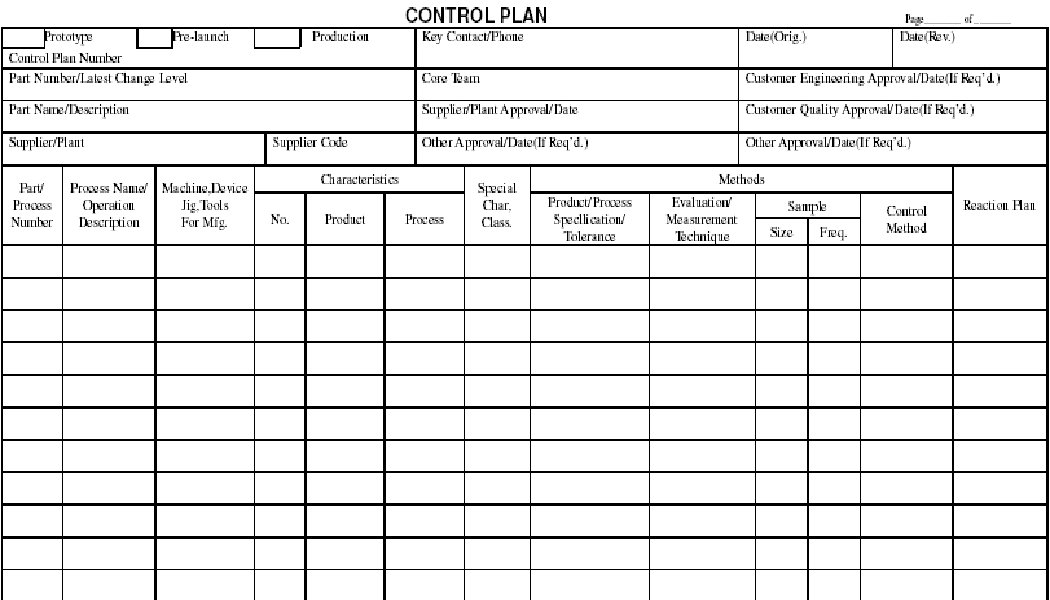

管制計畫 ¬ 制訂管制計畫時,需引用各種資訊: Ø 流程圖 Ø 系統 /設計 /製程 FMEA Ø 管制特性 Ø 類似產品 /製程的經驗 Ø 團隊的智慧 Ø 設計審查 Ø 其它分析技巧 Ø 管制計畫查核表
 – 分析技術系統化的行為 l 製程不良模式分析 (Process Potential FMEA) –")
FMEA失效模式效應分析 l 設計不良模式分析 (Design Potential FMEA) – 分析技術系統化的行為 l 製程不良模式分析 (Process Potential FMEA) – 分析技術及系統化的行為 – 製造負責之 程師 /團隊之成員

FMEA失效模式效應分析 FMEA: Failure Mode and Effects Analysis n FMEA是一種群組的活動,用來: n 認 知 及 評 估 產品 或 製 程 的 潛 在 失 效 及 其 對 品 質 與 客戶滿意度的影響 3 找出可避免或降低失效機會發生的對應步驟 3 將過程予以書面化 (文件 +記錄 ) 3

FMEA失效模式效應分析 n 歷史 3 雖然 程師在他們設計與製造的過程中, 常執 經 行 類 似 FMEA的 分 析 , 是 第 一 個 將 之 規 劃 為 制 但 度 化 的 作 業 式 卻 是 在 1960年 代 中 期 航 空 業 的 應 用。

FMEA失效模式效應分析 n FMEA的執行 3 3 3 車 輛 召 回 研 究 顯 示 , 份 的 執 行 FMEA可 以 防 止 該 類 問 題 的 充 發生 FMEA的製作雖是個人的責任,但卻需要小組的合作投入 小組成員可包括: 計、 造、 裝、 務、 質及可靠度的 設 製 組 服 品 專業人士 有 效 執 行 FMEA的 關 鍵 是 "及 時 ", 就 是 在 事 件 發 生 之 前 而 也 不是之後 在 設 計 /製 造 執 行 變 更 是 容 易 且 成 本 低 的 , 對 的 在 問 題 發 相 生後才執行變更可是價昂且困難

FMEA功能 – 不良模式分析在生產開發的循環中經由減低事後的 – – – 變更而減低成本 三大汽車廠建立不良模式分析指導綱領的標準 不良模式分析是活的文件,應適當的更新 召集跨功能小組的成果 團隊須包括客戶 不良模式分析為持續改善的最有價值的 具

設計 FMEA的益處 n n n Helps assure potential failure modes and their effects have been addressed Identifies associated causes/mechanisms Identifies actions to reduce or eliminate the change of the failure occurring Aids in objective evaluation of design requirements and alternatives Aids in initial design for manufacturing and assembly requirements

設計 FMEA的益處 n n n Increases probability that failure modes and effects have been considered during design phase Aids in design test and development programs Failure assessed from customer's point of view Allows tracking and documenting risk-reducing actions Excellent reference for future analysis and designs Documents the Design FMEA process

製程 FMEA的益處 n n n n Helps assure product-related process failure modes and their effects have been addressed Identifies associated causes/mechanisms Identifies action to reduce or eliminate the chance of the failure occurring Identify potential manufacturing or assembly process causes of failure Identify process variables that, if controlled, can reduce occurrence or improve detection of failure conditions Helps prioritize corrective actions Excellent in-process reference Documents the Process FMEA process

FMEA失效模式效應分析 n 顧客的定義: 最終使用者 3 車輛設計負責人員 /小組及其後的整合人員 3 製程負責人員 /小組其作業含 3 v 製造 v 裝配 v 服務 3 現場後續的製造、組裝或服務等實際操作者

FMEA使用時機 – 設計不良模式分析應該在設計前或設計概念 – – 階段完成 製程不良模式分析應該在可行性評估階段或 之前完成,生產製造夾治具前 不良模式分析是一份 "活的文件 " 適當的使用可減輕最後階段變更的風險 適當的應用不良模式分析是一個內部行動,永 不終止的過程

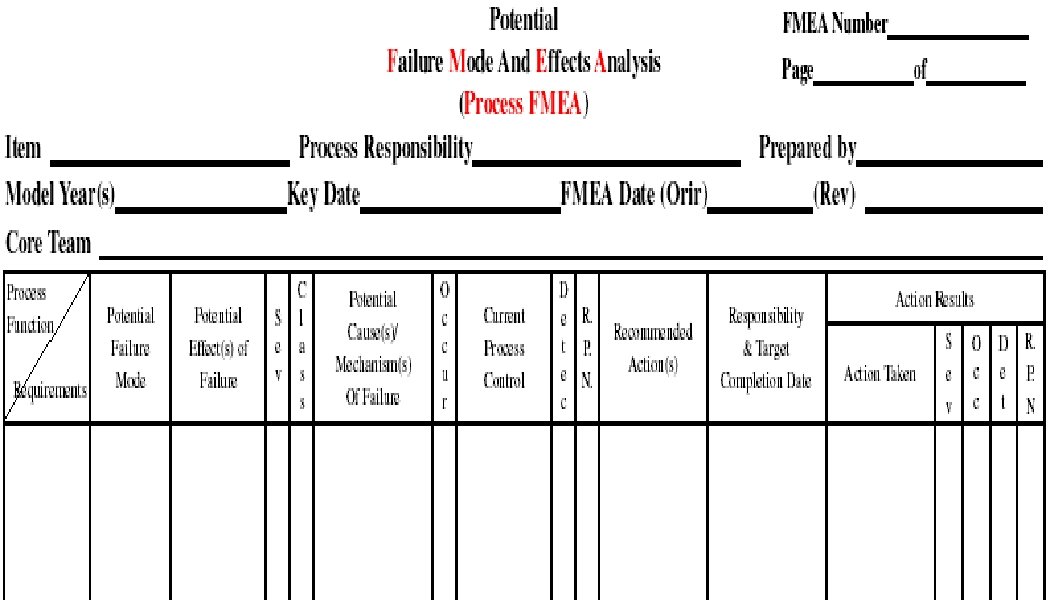
DFMEA失效模式效應分析 n n n n FMEA Number: FMEA文件號碼以便追蹤管制 系統、次系統或組件名稱及號碼:指出分析的範圍層次 設計責任:填入 OEM廠、部門及組別;假如供應商已知也填上 製訂者:姓名、電話號碼、公司名稱 車型年份 /車種:填入被此項合析影響的車型年份及車種別 Key date: 計畫完成日期 (不應晚於設計發行日期 ) FMEA date: 初版及修訂日期 核 心 小 組 : 權 執 行 作 的 所 有 成 員 (建 議 包 含 一 份 各 員 姓 名 、 授 部門、電話號碼的清單 )

DFMEA失效模式效應分析 n n n ITEM/FUNCTION 3 填入項目 /名稱,簡要的所有功能描述, 作環境的資訊 潛在失效模式 3 何種狀況下,組件、系統、次系統可能無法符合設計的企圖 3 以技術用語或物理現象描述,而不是客戶描述問題的方式 3 審查各種類似的資料,激發敏銳性 3 考慮特定操作條件下或某些使用限制 /特性 3 可採用團隊的腦力激盪法 潛在失效的效應 3 對功能的影響 3 客戶察覺的現象 3 典型的失效效應:噪音、異味、粗糙、無功能、不穩定
 分級")
DFMEA失效模式效應分析 n n 嚴重性 3 潛在失效效應影響的程度 3 唯一降低嚴重程度的方法是改變設計 3 評估準 則 (核心小組應事先同意且維持一致性 ) 分級 3 用來將組件、 統、 系統所需額外製程管制予以分級 系 次 (eg. Critical, Key, Major, Significant) 3 政府法規或安全項目 3 重要功能、使用配合、外觀特性 3 諮詢客戶的意見 /方法

DFMEA失效模式效應分析 Effect Criteria: Severity of Effect Ranking Hazardous- Very high severity ranking when a potential failure mode affects safe vehicle operation Without and/or involves noncompliance with government regulation without warning: Hazardous- Very high severity ranking when a potential failure mode affects safe and/or involves with noncompliance with government regulation with warning: Very High: Vehicle/item inoperable, with loss of primary function. High: Vehicle/item operable, but at reduced level of performance. Customer dissatisfied. Moderate: Vehicle/item operable, but Comfort/Convenience Item(s) inoperable. Customer experiences discomfort. Low: Vehicle/item operable, but Comfort/Convenience item(s) operable at reduced level of performance. Customer experiences some dissatisfaction. Very Low: Fit & Finish/Squeak & Rattle item does not conform. Defect noticed by most customers. Minor: Fit & Finish/Squeak & Rattle item does not conform. Defect noticed by average customer. Very Minor: Fit & Finish/Squeak & Rattle item does not conform. Defect noticed by discriminating customer. None: No Effect. 10 9 8 7 6 5 4 3 2 1

DFMEA失效模式效應分析 n 潛在失效的原因或機構 3 呈現出設計缺陷 3 導致失效的後果 3 盡可能列出所有想得到的原因 /機構 3 典型失效原因: v 錯誤的材料規範 v 不當的壽命假設 v 應力超限 v 潤滑能力不足 v 環境保護不良 3 典型失效機構 v 彎曲變形、磨損、腐蝕、疲勞、搖晃

DFMEA失效模式效應分析 n 發生機率 3 特定失效原因 /機構發生機率的高低 3 唯 有 透 過 設 計 變 更 才 能 降 低 或 消 除 原 因 /機 構 3 評估準則 (1 -10分 ) v 類似零組件或次系統使用的經驗 v 是否與上次變更前零組件雷同 v 程變更的幅度顯著 v 零組件全然異於舊品 v 全新的零組件設計 v 應用上的變更 v 作環境的變更

DFMEA失效模式效應分析 Probability of Failure Possible Failure Rates Ranking Very High: Failure is almost inevitable >=1 in 2 1 in 3 10 9 High: Repeated failures 1 in 8 1 in 20 8 7 Moderate: Occasional failures 1 in 80 1 in 400 1 in 2, 000 6 5 4 Low: Relatively few failures 1 in 15, 000 1 in 150, 000 3 2 Remote: Failure is unlikely <=1 in 1, 500, 000 1

DFMEA失效模式效應分析 n 目前設計管制 3 確保設計有效性所執行驗證、確認 3 原先的發生機率及偵測性已考量這些管制 3 "目前 "意味著相同或類似設計 3 設計管制有三種類型: v 防止或降低失效原因 /機構的發生 v 偵測失效原因 /機構,導致矯正行動 v 偵測失效模式
 3")
DFMEA失效模式效應分析 n 偵測性:現有設計管制找出失效原因 3 3 n /機構 以 1 -10分來評估偵測能力 提高設計管制的能力有助於降低偵測性 風險優先指標 (RPN) 3 3 3 RPN = S X O X D 用來評估風險的嚴重程度 RPN愈低愈好 沒有所謂的門檻界限 - 持續改善 特別留意嚴重程度高的項目 (小組成員,客戶共同決定 )

DFMEA失效模式效應分析 Detection Absolute Uncertainty: Very Remote: Very Low: Moderate: Moderately High: Very High: Almost Certain: Criteria: Likelihood of Detection by Design Control will not and/or can not detect a potential cause/mechanism and subsequent failure mode; or there is no Design Control. Very remove chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. Remote chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. Very low chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. Low chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. Moderately high chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. High chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. Very High chance the Design Control will detect a potential cause/mechanism and subsequent failure mode. Design Control will almost certainly detect a potential cause/mechanism and subsequent failure mode. Ranking 10 9 8 7 6 5 4 3 2 1
 v 修正測試計畫 v")
DFMEA失效模式效應分析 n n 建議行動 3 降低嚴重性,發生機率及偵測能力 3 典型行動有如: v 實驗計畫 (DOE) v 修正測試計畫 v 更改設計 v 修改材料規格 行動負責: 入負責建議行動執行人員、 門及預計完成 填 部 日期 採取行動:行動被執行後,簡要填入實際行動與生效日期 RPN結果: 3 採取行動後,再度評估其嚴重性,發生機率及偵測性, 計算 RPN 3 所有的 RPN要被審核,必要時重複步驟 19 -22

DFMEA失效模式效應分析 n 跟催 3 設計負責 程師應確保所有建議行動被執行或被有效處 理 3 FMEA是 份 "活 "的 文 件 , 時 反 應 目 前 的 程 狀 況 ; 及 隨 以 最近甚或量產後的行動 3 設計 程確認及追蹤的方法: v 審核 程圖面或規格 v 確保達成設計需求 v 確認在組裝 /製程文件被引用 v 審核製程 FMEA及管制計畫

PFMEA失效模式效應分析 n 製程 FMEA 1 -8與設計 FMEA相同 3 製程功能 /要求 v 填入製程及目的 í 鑽、銑、沖、磨、銲、攻牙. . . v 製程含許多作業時,分別列出作業名稱 3 潛在失效模式 v在 某 種 狀 況 下 , 程 可 能 無 法 符 合 製 程 要 求 及 設 計 製 意圖 v 列出可能的不符合情形 v 假設材料購入是正確的 v 考慮下一道製程

PFMEA失效模式效應分析 n 潛在失效效應 3 3 n 嚴重性 3 3 3 n 基於顧客可能注意 /經歷的失效結果 考慮下個作業操作 失效效應的嚴重程度 使用評分準則 與設計 FMEA類似,但考慮下個作業 分類 3 3 與設計 FMEA類似 如列入,則應在製程管制計畫中提及處理

PFMEA失效模式效應分析 n 潛在失效原因 /機構: 3 3 3 n n 失效是如何 發生 的 以可矯正或管制的方式描述 需要探查根本原因 可能的話,應善用統計資料 引用類似製程之經驗 以點數做為評估依據 3 製程管制含 3 考慮該製程及後續製程 發生機率: 目前製程管制 v 防止失效模式發生 v 發掘問題
 RPN:")
PFMEA失效模式效應分析 n 偵測性 3 3 3 n 假設失效已經發生 評鑑所有目前製程管制的能力 評估準則 (1 -10分 ) RPN: 3 3 3 RPN = S X O X D 用來決定製程風險的嚴重程度 風險指數愈低愈好 沒有所謂的門檻界限 嚴重性顯著的項目應特別予以注意

PFMEA失效模式效應分析 n 建議行動: 3 3 3 n 企圖降低嚴重性,發生機率及偵測性 假如效應會危害製程人員, 因應被消除或管制, 規 原 或 定人員防護方式 降低發生機率,唯有改變製程或設計 唯有改變設計才可能降低嚴重性 缺乏有效的改善行動,則 FMEA功效是侷限的 20 -22與 DFMEA類似
775ed3c177f9cdfa9e189b29fbf3812a.ppt