
«УПРАВЛЕНИЕ КАЧЕСТВОМ ТЕХНОЛОГИЧЕСКИ Х ПРОЦЕССОВ» СТАТИСТИЧЕСКОЕ






 где р")

; «Диаграмма. Исикавы» Авторметода: К. Исикава(Япония), 1952 г.")
,")



, 1897 г, М. Лоренц (США), 1979")
, относящиесякисследуемой проблеме. 3. Выявитьпервопричины, которыесоздаютнаибольшиетрудности, собратьпонимданныеипроранжироватьих.")

 – процесс сортировки (разделения) полученных данных на отдельные группы (страты) согласно некоторым")



 Графическоепредставлениеданныхширокоприменяетсяв производственнойпрактикедлянаглядностииоблегченияпонимания смысладанных. Различаютследующиевидыграфиков: А). График, представляющий собой ломанную")
 Круговой и ленточный графики применяютсядля выраженияпроцентногосоотношениярассматриваемых данных. Нарисункекруговогографикапоказаносоотношение составляющихсебестоимостипроизводства: 1–себестоимостьпроизводствапродукциивцелом; 2–косвенныерасходы; 3–прямыерасходыит. д.")



 Упаковкатекстиля, санитарно-гигиенической, кожгалантерейнойиканцелярскойпродукции, упаковкапродуктовпитания Одноосноориентированныепленки Получениеволокон Двухосноориентированныеплени (BOPPfilms) Упаковкапищевыхинепищевыхпродуктов, изготовлениеклейкойленты, пленочныхэтикеток,")






4_upravlenie_kachestvom_tp_statisticheskoe_regulirovanie.pptx
- Размер: 1.3 Мб
- Автор:
- Количество слайдов: 34
Описание презентации «УПРАВЛЕНИЕ КАЧЕСТВОМ ТЕХНОЛОГИЧЕСКИ Х ПРОЦЕССОВ» СТАТИСТИЧЕСКОЕ по слайдам
«УПРАВЛЕНИЕ КАЧЕСТВОМ ТЕХНОЛОГИЧЕСКИ Х ПРОЦЕССОВ» СТАТИСТИЧЕСКОЕ РЕГУЛИРОВАНИЕ
ОСНОВНЫЕ НАПРАВЛЕНИЯ ПРИМЕНЕНИЯ СТАТИСТИЧЕСКИХ МЕТОДОВ анализ качества регулирование технологических процессов контроль качества оценка качества
С ПОМОЩЬЮ СТАТИСТИЧЕСКИХ МЕТОДОВ АНАЛИЗА КАЧЕСТВА РЕШАЮТСЯ ЗАДАЧИ: определения точности и стабильности технологического процесса (без чего статистический контроль и статистическое регулирование невозможны) установления характера различия средних значений (случайного и неслучайного) одного и того же параметра качества изделий или его рассеяния, изготавливаемых в различных условиях производства (например, на различном оборудовании или в различные смены) оценки степени влияния (корреляции) двух или более факторов на показатели качества продукции выявления факторов, существенно влияющих на изменение параметров качества, и факторов, которыми можно пренебречь выявления изменения параметров качества во времени и характера (случайный или неслучайный) этого изменения и т. д
Контроль качества технологического процесса Статистическое регулирование технологического процесса –этокорректированиепараметровпроцессапо результатамвыборочногоконтроляпараметров изготовляемойпродукциидляобеспечениятребуемого уровняеекачестваипредупреждениябрака. Контрольные карты -этопредставлениеполученных данныхввидеграфикавпорядкепоступлениявходе технологическогопроцессавовремени. Онипозволяютконтролироватьтекущиерабочие характеристикипроцессаипоказываютотклоненияот стандарта, целевогоилисреднегозначения, атакже уровеньстатистическогоконтроляпроцессавтечение определенноговремени.
Контрольные карты основываются на следующих положениях: все процессы с течением времени отклоняются отзаданныххарактеристик; отклонения отдельных точек являются непрогнозируемыми; стабильный процесс изменяется случайным образом, но так, что группы точек стабильного процесса имеют тенденцию находиться в прогнозируемыхграницах; нестабильный процесс отклоняется в силу неслучайныхфакторов, инеслучайнымиобычно считаются те отклонения, которые находятся за пределамипрогнозируемыхграниц
Для оценки контрольных границ применяется трехкратное среднеквадратическое отклонение (правило «трех сигм» ) где р -количество(илидоля)дефектных изделийввыборке; -средняядолядефектныхизделий; n-числонаблюдений. n рр 2 )(
Дата. Р, % Верхняя граница регулирования Нижняя граница регулирования Контрольные карты Детальныеподробностипостроенияконтрольныхкартприводятся в стандарте ISO 7870 -93. , %р
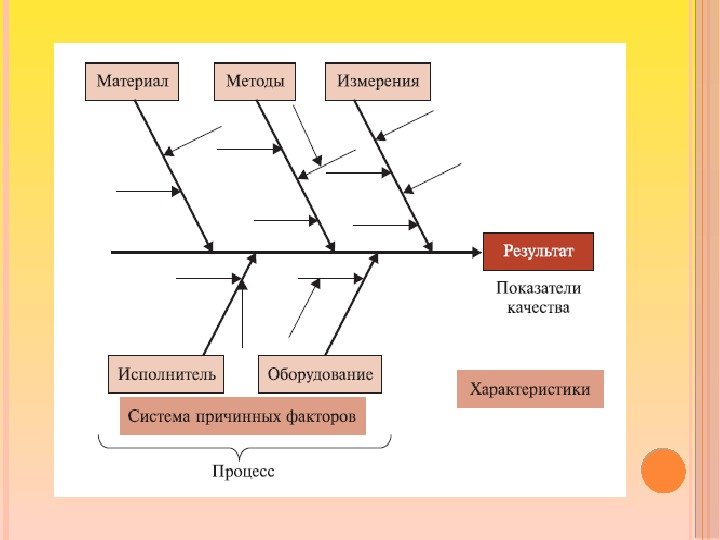
Схема Исикавы Другиеназвания: » Причинно-следственная диаграмма «(«рыбийскелет»); «Диаграмма. Исикавы» Авторметода: К. Исикава(Япония), 1952 г. Назначениеметода Применяется при разработке и непрерывном совершенствовании производствапродукции. Диаграмма. Исикавы-инструмент, обеспечивающийсистемныйподход копределениюфактическихпричинвозникновенияпроблем. Цель метода Изучить, отобразитьиобеспечитьтехнологиюпоискаистинныхпричин рассматриваемойпроблемыдляэффективногоихразрешения. Суть метода Причинно-следственнаядиаграмма-этоключкрешению возникающихпроблем. Диаграммапозволяетвпростойидоступнойформе систематизироватьвсепотенциальныепричинырассматриваемых проблем, выделитьсамыесущественныеипровестипоуровневый поискпервопричины.
В соответствии с известным принципом Парето, среди множества потенциальных причин (причинных факторов, по Исикаве), порождающих проблемы (следствие), лишь две-три являются наиболее значимыми, ихпоискидолженбытьорганизован. Дляэтогоосуществляется: • сборисистематизациявсехпричин, прямоили косвенновлияющихнаисследуемуюпроблему; • группировка этих причин по смысловым и причинно-следственнымблокам; • ранжированиеихвнутрикаждогоблока; • анализполучившейсякартины. План действий
Достоинства метода: диаграмма Исикавы позволяет стимулировать творческое мышление; и представить взаимосвязь между причинами и сопоставитьихотносительнуюважность. Недостатки метода: н е рассматривается логическая проверка цепочки причин, ведущих к первопричине, т. е. отсутствуют правила проверки в обратном направлении от первопричины к результатам. Сложная и не всегда четко структурированная диаграмма не позволяет делать правильныевыводы. Ожидаемый результат: получение информации, необходимойдляпринятияуправляющихрешений.
Гистограмма представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте повторения за определенныйпериодвремени(неделя, месяц, год). Гистограмма полезна для получения визуальной информации о процессе и помогает принять решение, на чем сосредоточить управленческиеусилияпоулучшениюпроцесса. Эта информация отображается серией столбиков одинаковой ширины, но разной высоты. Ширина столбика представляет интервал в диапазоне наблюдений. Высота столбика представляет количество измерений, попавших в данный интервал. При нанесении на график допустимых значений параметра можно определить, как часто этот параметр попадает вдопустимыйдиапазониливыходитзаегопределы. Гистограмма
50. 92 50. 94 50. 96 50. 98 51 51. 02 51. 04 51. 06 51. 08010203 04 05 0 60 Пример гистограммы д иаме тр, см. Количе ство изд е лий, шт
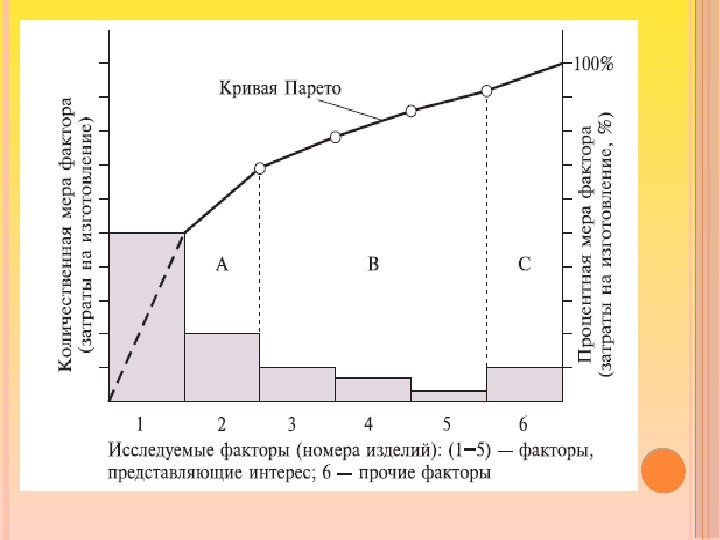
Диаграмма Парето Авторы метода: В. Парето (Италия), 1897 г, М. Лоренц (США), 1979 г. Назначение метода: п рименяется практически в любых областях деятельности. Японский союз ученых и инженеров в 1979 г. включил диаграмму Парето в состав семи методов контролякачества. Цель метода: в ыявление проблем, подлежащих первоочередномурешению. Суть метода: диаграмма. Парето-инструмент, позволяющий выявить и отобразить проблемы, установить основные факторы, с которых нужно начинать действовать, и распределитьусилиясцельюэффективногоразрешенияэтих проблем. Различают два вида диаграмм Парето: • по результатам деятельности — предназначена для выявления главной проблемы нежелательных результатов деятельности; • по причинам — используется для выявления главной причиныпроблем, возникающихвходепроизводства.
План действий: 1. Определитьпроблему, которуюнадлежитрешить. 2. Учестьвсефакторы(признаки), относящиесякисследуемой проблеме. 3. Выявитьпервопричины, которыесоздаютнаибольшиетрудности, собратьпонимданныеипроранжироватьих. 4. Построитьдиаграмму. Парето, котораяобъективнопредставит фактическоеположениеделвпонятнойинагляднойформе. 5. Провестианализдиаграммы. Парето. Особенности метода Принцип. Парето(принцип 20/80)означает, что 20%усилийдают80% результата, аостальные 80%усилий-лишь20%результата. Общие правила построения диаграммы Парето Решить, какиепроблемы(причиныпроблем)надлежитисследовать, какиеданныесобиратьикакихклассифицировать. Разработатьформыдлярегистрацииисходныхданных(например, контрольныйлисток). Собратьданные, заполнивформы, иподсчитатьитогипокаждому исследуемомуфактору(показателю, признаку).
С помощью диаграммы Парето анализируется • числослучаевбрака, видыбрака, • потериотбракапопричинамивидамбрака, • затратывременииматериальныесредствана исправлениебрака, • содержаниерекламаций, поступающихот потребителей, • причиныаварийиполомкитехнологического оборудования, • причинынесоблюдениятехнологической дисциплины, • затратынаобеспечениекачествавпроцессе производства, • анализспросанаразличныевидыпродукции.
Стратификация (расслоение) – процесс сортировки (разделения) полученных данных на отдельные группы (страты) согласно некоторым критериям или факторам, результаты которого представленыввидедиаграммилиграфиков. В результате измерений всегда есть разброс параметров. Если осуществлять расслоение по факторам, порождающим этот разброс, можно выявить главную причину его появления, что позволит уменьшить ее воздействие или даже устранить.
Примеры: -всепартии, которыебылипроизведенынаодноми томжеоборудовании, -всетовары, которыебылипроданыодномуитомуже покупателю, -всяпродукция, котораябылапроизведенаоднойи тойжесменой.
Приневозмлжногстивыбратькритерийдля стратификации, можновоспользоватьсямнемоническим приемом 4 М… 6 М. Прием 4 М … 6 М — определяет основные группы факторов, которые оказывают влияние практически на любой процесс: Man(человек)–квалификация, стажработы, возраст, поли т. д. Machine(машина, оборудование)–вид, марка, конструкция ит. д. Material(материал)–сорт, партия, фирма-поставщикит. д. Method(метод, технология)–температурныйрежим, смена, цехит. д. Measurement(измерения, контроль)–типизмерительных приборов, методизмерения, классточностиприбораит. д. Media(окружающаясреда)–температура, влажность воздуха, электрическиеимагнитныеполяит. д.
Контрольный листок Назначение метода : применяется в производстве и на различных стадиях жизненного цикла продукции как при контроле по качественным, так и при контроле по количественнымпризнакам. Цель метода : сбор данных и их автоматическое упорядочение для облегчения дальнейшего использования собраннойинформации. Суть метода : Контрольный листок – это средство регистрацииданных, какправило, ввидебумажногобланка с заранее внесенными в него контролируемыми параметрами, соответственно которым можно заносить необходимые данные с помощью пометок или каких-либо символов; инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов.
Графики (на плоскости) Графическоепредставлениеданныхширокоприменяетсяв производственнойпрактикедлянаглядностииоблегченияпонимания смысладанных. Различаютследующиевидыграфиков: А). График, представляющий собой ломанную линию , применяется, например, для выражения изменения каких-либо данныхстечениемвремени.
Б) Круговой и ленточный графики применяютсядля выраженияпроцентногосоотношениярассматриваемых данных. Нарисункекруговогографикапоказаносоотношение составляющихсебестоимостипроизводства: 1–себестоимостьпроизводствапродукциивцелом; 2–косвенныерасходы; 3–прямыерасходыит. д.
ПРОПИЛЕН -БЕСЦВЕТНЫЙГАЗ, ГОРЮЧИЙИ ВЗРЫВООПАСНЫЙ, ОБЛАДАЮЩИЙНАРКОТИЧЕСКИМИ СВОЙСТВАМИ, ИМЕЕТСИЛЬНЫЙЭФИРНЫЙЗАПАХ. С ВОЗДУХОМОБРАЗУЕТВЗРЫВООПАСНЫЕСМЕСИ. Наименование Значение Давление, кгс/см 2 45, 4 Плотность, г/мл 0, 233 Температура кипения при 760 мм рт: ст. , °с -47, 7 Температура плавления при 760 мм рт. Ст. , °с -185, 25 Температура воспламенения, °с -107, 8 Температура самовоспламенения в смеси с воздухом, °с 458 Удельная теплоемкость ср, ккал/(кг • град) 0, 363/25 Теплота испарения при температуре кипения, ккал/кг 104, 62 Теплота сгорания газа при 25° с до жидкой н 2 о и с0 2 , ккaл/мoль 491, 99 Теплота образования газа н 0 298 , ккал / моль 4, 879 Коэффициент теплопроводности, ккал/(см • сек • град) 3, 33. 10 -5 Критические константы :
ДЛЯ ПРОИЗВОДСТВА ГОТОВОЙ ПРОДУКЦИИ ИЗ ПОЛИПРОПИЛЕНА ИСПОЛЬЗУЮТСЯ ПЯТЬ ОСНОВНЫХ МЕТОДА ПЕРЕРАБОТКИ: экструзия(пленки, листы, трубы, нитииволокна), литьеподдавлением(тара, медицинскиеизделия, автокомплектующиеиаккумуляторныебатареи, фитинги), выдув(пленки, емкости), ротоформование(емкости, крупныепластиковыеизделия) вспенивание(изоляционныематериалы)
Область применения Доля, % Упаковка 33 Мебель 14 Транспорт 12 Товары широкого потребления 10 Электроника 9 Строительство 6 Другие
ЭКСТРУЗИЯ Неориентированныеполивные пленки(CPPfilms) Упаковкатекстиля, санитарно-гигиенической, кожгалантерейнойиканцелярскойпродукции, упаковкапродуктовпитания Одноосноориентированныепленки Получениеволокон Двухосноориентированныеплени (BOPPfilms) Упаковкапищевыхинепищевыхпродуктов, изготовлениеклейкойленты, пленочныхэтикеток, конденсаторов Жесткиепленки Одноразоваяпосуда, упаковкамолочных продуктов, контейнеры Листы Гидроизоляция, строительство, рекламныещиты, канцелярия Трубы Внутренняяканализация, горячееводоснабжение, дляэлектросетей, холодноеводоснабжение Нитииволокна Тканыеинетканыематериалы, мешки, биг-беги, шпагат, крученыеизделийизнитей
ЛИТЬЕ ПОД ДАВЛЕНИЕМ Товарынародногопотребления Изделиядляцветоводства, изделиядляванной комнаты, изделиядлякухни, предметы домашнегообихода, детскиетовары, садово-огородныйинвентарь Тарныеведрадлялако-красочной промышленности, шпаклевокимастик, майонезаимороженногоит. д. Ящики Тарныеящики Паллеты Транспортныепаллеты Автокомлектующие Около 400 наименованийизделийдля автомобиля Аккумуляторныебатареи Мебель Пластиковаямебельдляместобщественного питания, садаиогорода, домашнегохозяйства Медицинскиеизделия Одноразовыешприцыидругиерасходные материалыдлямедицинскойпромышленности Фитинги Трубопроводнаяарматураисантехнические изделия Укупорочныеизделия Двухсоставныеиодносоставныекрышкидля ПЭТбутылок, укупорочныеизделиядля парфюмерии, косметики, бытовойхимии, автохими
ВЫДУВ Пленки Фасовочныйпакет, пакет»майка», пакетсвырубной ручкой, мусорныепакеты Емкости Флаконыдлякосметики, парфюмерии, бытовой химии, канистры, бочки, баки, цистерны Ротоформование Емкости Баки, мусорныебаки, бочки, Мобильныетуалеты Передвижныетуалеты Детскиеплощадки Детскиеигровыекомплексы(горки, горки-тоннель, городки) Дорожныеограждения Дорожныеблоки, конусы, буферы Колодцы, септики, мусоросборы Эстакадыдлямойкиколес, установкиоборотного вод ВСПЕНИВАНИЕ Пенополипропилен Изоляционныематериалыпристроительных работах, фильтры
ФИЗИКО-ХИМИЧЕСКИЕ ПАРАМЕТРЫ ПРОПИЛЕНА
Наименование Значение Сера 10 Вода 10 Пропадиен 20 Кислород 10 Окись углерода 10 Карбонилсульфид 10 Ацетилен 5 Этан + пропан 2000 МЕТОДЫ ОТБОРА ПРОБ ОСУЩЕСТВЛЯЕТСЯ ПО ГОСТ 24975. 0– 89. СОДЕРЖАНИЕ ТАКИХ ПРИМЕСЕЙ, КАК АЦЕТИЛЕНОВЫЕ И СЕРНИСТЫЕ СОЕДИНЕНИЯ, КИСЛОРОД, ОКИСЬ И ДВУОКИСЬ УГЛЕРОДА, НЕ ДОЛЖНО ПРЕВЫШАТЬ СОТЫХ И ТЫСЯЧНЫХ ДОЛЕЙ ПРОЦЕНТА Удовлетворительный состав пропилена при анализе:
Притранспортированиипропиленапо трубопроводупартиейсчитают количествопродукта, переданноеза суткииоформленноеоднимдокументом окачестве. Порядокприемки, анализа партии, оформленияивыдачи документаокачестве, атакжеего реквизитыустанавливаютпо согласованиюмеждуизготовителеми потребителем. Притранспортированиипропиленав цистернахибаллонахпартиейсчитают любоеколичествопродукта, однородногопопоказателямкачества, одновременноотправляемоговодин адресисопровождаемогоодним документомокачестве. Пропилеипринимаютпартиями.
СОПРОВОЖДАЮЩИЙ ДОКУМЕНТ О КАЧЕСТВЕ ДОЛЖЕН СОДЕРЖАТЬ: наименованиепредприятии—изготовителяиеготоварныйзнак наименованиепродуктаиегосорт номерпартии; массунетто датуизготовленияпродукта количествомествпартиииномерацистернибаллонов результатыпроведенныханализов