Презентация Печатные платы (ПП).pptx
- Количество слайдов: 52
 платы печатного монтажа (Изделия, состоящее из одного или двух проводящих рисунков") Печатные платы (ПП) платы печатного монтажа (Изделия, состоящее из одного или двух проводящих рисунков , расположенных на поверхности основания, или из системы проводящих рисунков, расположенных в объеме и на поверхности основания, соединенных между собой в соответствии с электрической схемой печатного узла, предназначенное для электрического соединения и механического крепления устанавливаемых на нем изделий электронной техники, квантовой электроники и электротехнических изделий. англ. printed circuit board (PCB); printed board; )
Печатные платы (ПП) платы печатного монтажа (Изделия, состоящее из одного или двух проводящих рисунков , расположенных на поверхности основания, или из системы проводящих рисунков, расположенных в объеме и на поверхности основания, соединенных между собой в соответствии с электрической схемой печатного узла, предназначенное для электрического соединения и механического крепления устанавливаемых на нем изделий электронной техники, квантовой электроники и электротехнических изделий. англ. printed circuit board (PCB); printed board; )
 - Монтаж, при котором электрическое соединение элементов электронного узла,") Печатный монтаж (англ. printed wiring) - Монтаж, при котором электрическое соединение элементов электронного узла, включая экраны, выполнено печатными проводниками. В зависимости от количества слоёв с электропроводящим рисунком, печатные платы подразделяют на односторонние (ОПП, имеется только один слой фольги), двухсторонние
Печатный монтаж (англ. printed wiring) - Монтаж, при котором электрическое соединение элементов электронного узла, включая экраны, выполнено печатными проводниками. В зависимости от количества слоёв с электропроводящим рисунком, печатные платы подразделяют на односторонние (ОПП, имеется только один слой фольги), двухсторонние
 и многослойные (МПП, фольга не только на двух сторонах платы") (ДПП, два слоя фольги) и многослойные (МПП, фольга не только на двух сторонах платы но и во внутренних слоях диэлектрика). Многослойные печатные платы (сокращённо МПП, англ. multilayer printed circuit board) применяются в случаях, когда разводка соединений на двусторонней плате становится слишком сложной. По мере роста сложности проектируемых устройств и плотности монтажа увеличивается количество слоёв на платах. Для соединения проводников между слоями используются переходные металлизированные отверстия. Печатные платы в основном, выполнены из диэлектрика типа FR-4 , на котором сформированы электропроводящие цепи с двух сторон, путём удаления ненужных участков фольги химическим травлением. Основой печатной платы, является подложка из стеклотекстолита типа FR-4 Tg 130, толщиной от 0. 1 до 3 мм - диэлектрика, представляющего собой спрессованные листы стеклоткани, пропитанной эпоксидным компаундом (смолой). На поверхности стеклотекстолита находится токопроводящий слой из медной фольги (проводники), толщиной от 9 до 100 мкм. Многослойные платы (с числом слоев более 2) собираются из стопки тонких двух- или однослойных печатных плат, изготовленных традиционным способом (кроме наружных слоев пакета). Их собирают «бутербродом» со специальными прокладками ( препреги). Далее выполняется прессование в печи, сверление и металлизация переходных отверстий. В последнюю очередь делают травление фольги внешних слоев
(ДПП, два слоя фольги) и многослойные (МПП, фольга не только на двух сторонах платы но и во внутренних слоях диэлектрика). Многослойные печатные платы (сокращённо МПП, англ. multilayer printed circuit board) применяются в случаях, когда разводка соединений на двусторонней плате становится слишком сложной. По мере роста сложности проектируемых устройств и плотности монтажа увеличивается количество слоёв на платах. Для соединения проводников между слоями используются переходные металлизированные отверстия. Печатные платы в основном, выполнены из диэлектрика типа FR-4 , на котором сформированы электропроводящие цепи с двух сторон, путём удаления ненужных участков фольги химическим травлением. Основой печатной платы, является подложка из стеклотекстолита типа FR-4 Tg 130, толщиной от 0. 1 до 3 мм - диэлектрика, представляющего собой спрессованные листы стеклоткани, пропитанной эпоксидным компаундом (смолой). На поверхности стеклотекстолита находится токопроводящий слой из медной фольги (проводники), толщиной от 9 до 100 мкм. Многослойные платы (с числом слоев более 2) собираются из стопки тонких двух- или однослойных печатных плат, изготовленных традиционным способом (кроме наружных слоев пакета). Их собирают «бутербродом» со специальными прокладками ( препреги). Далее выполняется прессование в печи, сверление и металлизация переходных отверстий. В последнюю очередь делают травление фольги внешних слоев
 Печатные платы содержат монтажные отверстия и контактные площадки, которые дополнительно покрыты металлическим защитным покрытием: - HASL Sn. Pb (HASL - процесс горячего облуживания платы эвтектическим сплавом оловосвинца толщиной, от 1 до 40 мкм), - иммерсионным золочением (Electroless Nickel / Immersion Gold – ENIG, Толщина, мкм: 3 – 5, 0 Ni; 0, 06 – 0, 1 Au) - иммерсионным оловом (Immersion Tin – Isn, Толщина, мкм: 0, 8– 1, 2 Sn). Кроме того, в печатных платах имеются переходные отверстия для электрического соединения слоёв платы. Внешне, платы покрыты изоляционным покрытием зеленого цвета ( « защитная паяльная маска» - слой прочного материала, предназначенного для защиты проводников от попадания припоя и флюса при пайке), которое закрывает изоляционным слоем неиспользуемую для контакта поверхность платы. Печатные платы могут быть выполнены в виде блока (панели) из нескольких плат одного рисунка, разделенного «V» образным линейным надрезом заданной глубины на поверхность с обеих сторон - Срайбирование(V-cut) , с целью упрощения производства и облегчения последующего разделения, после проведения печатного монтажа на автоматах. Контур печатных плат и блоков обычно обработан фрезеровкой по контуру.
Печатные платы содержат монтажные отверстия и контактные площадки, которые дополнительно покрыты металлическим защитным покрытием: - HASL Sn. Pb (HASL - процесс горячего облуживания платы эвтектическим сплавом оловосвинца толщиной, от 1 до 40 мкм), - иммерсионным золочением (Electroless Nickel / Immersion Gold – ENIG, Толщина, мкм: 3 – 5, 0 Ni; 0, 06 – 0, 1 Au) - иммерсионным оловом (Immersion Tin – Isn, Толщина, мкм: 0, 8– 1, 2 Sn). Кроме того, в печатных платах имеются переходные отверстия для электрического соединения слоёв платы. Внешне, платы покрыты изоляционным покрытием зеленого цвета ( « защитная паяльная маска» - слой прочного материала, предназначенного для защиты проводников от попадания припоя и флюса при пайке), которое закрывает изоляционным слоем неиспользуемую для контакта поверхность платы. Печатные платы могут быть выполнены в виде блока (панели) из нескольких плат одного рисунка, разделенного «V» образным линейным надрезом заданной глубины на поверхность с обеих сторон - Срайбирование(V-cut) , с целью упрощения производства и облегчения последующего разделения, после проведения печатного монтажа на автоматах. Контур печатных плат и блоков обычно обработан фрезеровкой по контуру.
 Изготовление одно и двухсторонних печатных плат Выбор конструкции печатной платы является важным фактором, определяющим механические характеристики при использовании устройства в целом. Односторонние и двухсторонние печатные платы составляют в настоящее время значительную долю объема выпуска плат, объясняется это своеобразным компромиссом между их относительно малой стоимостью и достаточно высокими возможностями. Технологический процесс изготовления двухсторонних плат, также как односторонних, является частью более общего процесса изготовления многослойных печатных плат. Однако для изготовления одно и двухсторонних плат не применяются множество операций, технологически они значительно проще в производстве, что благоприятно сказывается на сроках производства и цене. Вместе с тем, высокие проектные нормы "проводник / зазор", позволяют использовать такие платы для изготовления широкого круга современных изделий, они вполне пригодны как для монтажа в отверстия, так и для поверхностного монтажа.
Изготовление одно и двухсторонних печатных плат Выбор конструкции печатной платы является важным фактором, определяющим механические характеристики при использовании устройства в целом. Односторонние и двухсторонние печатные платы составляют в настоящее время значительную долю объема выпуска плат, объясняется это своеобразным компромиссом между их относительно малой стоимостью и достаточно высокими возможностями. Технологический процесс изготовления двухсторонних плат, также как односторонних, является частью более общего процесса изготовления многослойных печатных плат. Однако для изготовления одно и двухсторонних плат не применяются множество операций, технологически они значительно проще в производстве, что благоприятно сказывается на сроках производства и цене. Вместе с тем, высокие проектные нормы "проводник / зазор", позволяют использовать такие платы для изготовления широкого круга современных изделий, они вполне пригодны как для монтажа в отверстия, так и для поверхностного монтажа.
 Изготовление одно и двухсторонних печатных плат Создание высококачественного фотошаблона Для его изготовления можно воспользоваться практически любым современным лазерным или струйным принтером. Чаще используется позитивный фоторезист, — там, где на ПП должна остаться медь, принтер должен рисовать черным. Где не должно быть меди — принтер ничего не должен рисовать. Очень важный момент при печати фотошаблона: требуется установить максимальный полив красителя (в настройках драйвера принтера). Чем более черными будут закрашенные участки, тем больше шансов получить великолепный результат. Цвет не нужен, достаточно черного картриджа. Используются САПР (от PCAD до Paintbrush). Чем выше разрешение при печати и чем качественнее бумага, тем выше качество фотошаблона. Рекомендуется не ниже 600 dpi, бумага не должна быть сильно плотной. При печати учитывается, что той стороной листа, на которую наносится краска, шаблон будет класться на заготовку ПП.
Изготовление одно и двухсторонних печатных плат Создание высококачественного фотошаблона Для его изготовления можно воспользоваться практически любым современным лазерным или струйным принтером. Чаще используется позитивный фоторезист, — там, где на ПП должна остаться медь, принтер должен рисовать черным. Где не должно быть меди — принтер ничего не должен рисовать. Очень важный момент при печати фотошаблона: требуется установить максимальный полив красителя (в настройках драйвера принтера). Чем более черными будут закрашенные участки, тем больше шансов получить великолепный результат. Цвет не нужен, достаточно черного картриджа. Используются САПР (от PCAD до Paintbrush). Чем выше разрешение при печати и чем качественнее бумага, тем выше качество фотошаблона. Рекомендуется не ниже 600 dpi, бумага не должна быть сильно плотной. При печати учитывается, что той стороной листа, на которую наносится краска, шаблон будет класться на заготовку ПП.
 Виды плат
Виды плат
 Нанесение фоторезиста и экспонирование Для производства ПП используются листовые материалы с нанесенной медной фольгой. Самые распространенные варианты — с толщиной меди 18 и 35 мкм. Для производства ПП используются листовые текстолит (прессованная с клеем ткань в несколько слоев), стеклотекстолит (то же самое, но в качестве клея используются эпоксидные компаунды) и гетинакс (прессованная бумага с клеем), ситтал и поликор (высокочастотная керамика, фторопласт (органический пластик). Последний применяется для изготовления высокочастотных устройств и, имея очень хорошие электротехнические характеристики, может использоваться везде и всюду, но его применение ограничивает высокая цена. Прежде всего, необходимо убедиться в том, что заготовка не имеет глубоких царапин, задиров и тронутых коррозией участков. Далее желательно до зеркала отполировать медь и обезжирить поверхность. Затем на поверхность очень тонким слоем наносится фоторезист в соответствии с технологией. Экспозиция (засветка) Время, требуемое для экспонирования, зависит от толщины слоя фоторезиста и интенсивности источника света. Лаки фоторезиста чувствительны к ультрафиолетовым лучам, максимум чувствительности приходится на участок с длиной волны 360 -410 нм. Используются лампы, диапазон излучения которых находится в ультрафиолетовой области спектра.
Нанесение фоторезиста и экспонирование Для производства ПП используются листовые материалы с нанесенной медной фольгой. Самые распространенные варианты — с толщиной меди 18 и 35 мкм. Для производства ПП используются листовые текстолит (прессованная с клеем ткань в несколько слоев), стеклотекстолит (то же самое, но в качестве клея используются эпоксидные компаунды) и гетинакс (прессованная бумага с клеем), ситтал и поликор (высокочастотная керамика, фторопласт (органический пластик). Последний применяется для изготовления высокочастотных устройств и, имея очень хорошие электротехнические характеристики, может использоваться везде и всюду, но его применение ограничивает высокая цена. Прежде всего, необходимо убедиться в том, что заготовка не имеет глубоких царапин, задиров и тронутых коррозией участков. Далее желательно до зеркала отполировать медь и обезжирить поверхность. Затем на поверхность очень тонким слоем наносится фоторезист в соответствии с технологией. Экспозиция (засветка) Время, требуемое для экспонирования, зависит от толщины слоя фоторезиста и интенсивности источника света. Лаки фоторезиста чувствительны к ультрафиолетовым лучам, максимум чувствительности приходится на участок с длиной волны 360 -410 нм. Используются лампы, диапазон излучения которых находится в ультрафиолетовой области спектра.
 при температуре") Последующие операции Проявление экспонированной заготовки Проявляют в растворе Na. OH (каустическая сода) при температуре раствора 20 -25°C. Промывка заготовки от щелочи и остатков отслоившегося засвеченного фоторезиста обычной водопроводной водой. Повторное дубление фоторезиста Помещают заготовку в печь, плавно поднимают температуру и при температуре 60 -100°C выдерживают 60 -120 минут — рисунок становится прочным и твердым. Проверка качества проявления Кратковременно (на 5 -15 секунд) погружают заготовку в подогретый до температуры 50 -60°C раствор хлорного железа. Быстро промывают проточной водой. В местах, где фоторезиста нет, начинается интенсивное травление меди. Если где-то случайно остался фоторезист, аккуратно механически удаляют его. Травление Трвят в концентрированном растворе хлорного железа с температурой 50 -60°C. Желательно обеспечить непрерывную циркуляцию травильного раствора. Если хлорное железо свежеприготовленное, время травления обычно не превышает 5 -6 минут. Далее промывают заготовку проточной водой.
Последующие операции Проявление экспонированной заготовки Проявляют в растворе Na. OH (каустическая сода) при температуре раствора 20 -25°C. Промывка заготовки от щелочи и остатков отслоившегося засвеченного фоторезиста обычной водопроводной водой. Повторное дубление фоторезиста Помещают заготовку в печь, плавно поднимают температуру и при температуре 60 -100°C выдерживают 60 -120 минут — рисунок становится прочным и твердым. Проверка качества проявления Кратковременно (на 5 -15 секунд) погружают заготовку в подогретый до температуры 50 -60°C раствор хлорного железа. Быстро промывают проточной водой. В местах, где фоторезиста нет, начинается интенсивное травление меди. Если где-то случайно остался фоторезист, аккуратно механически удаляют его. Травление Трвят в концентрированном растворе хлорного железа с температурой 50 -60°C. Желательно обеспечить непрерывную циркуляцию травильного раствора. Если хлорное железо свежеприготовленное, время травления обычно не превышает 5 -6 минут. Далее промывают заготовку проточной водой.
 Так выглядят готовые фотошаблоны, распечатанные на принтере Epson Stylus Color 740:
Так выглядят готовые фотошаблоны, распечатанные на принтере Epson Stylus Color 740:
 Типичные размеры отверстий: • переходные отверстия — 0, 8 мм и менее; • интегральные схемы, резисторы и т. д. — 0, 70, 8 мм; • большие диоды (1 N 4001) — 1, 0 мм; • контактные колодки, триммеры — до 1, 5 мм. Сверление отверстий Используют сверла, покрытые карбидом вольфрама: сверла из быстрорежущих сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм. При сверлении отверстий диаметром менее 1 мм лучше использовать вертикальный станок, иначе сверла будут быстро ломаться. . Карбидные сверла изготавливают с жестким (т. е. сверло точно соответствует диаметру отверстия) или с толстым (иногда называют «турбо-» ) хвостовиком, имеющим стандартный размер (обычно, 3, 5 мм). .
Типичные размеры отверстий: • переходные отверстия — 0, 8 мм и менее; • интегральные схемы, резисторы и т. д. — 0, 70, 8 мм; • большие диоды (1 N 4001) — 1, 0 мм; • контактные колодки, триммеры — до 1, 5 мм. Сверление отверстий Используют сверла, покрытые карбидом вольфрама: сверла из быстрорежущих сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм. При сверлении отверстий диаметром менее 1 мм лучше использовать вертикальный станок, иначе сверла будут быстро ломаться. . Карбидные сверла изготавливают с жестким (т. е. сверло точно соответствует диаметру отверстия) или с толстым (иногда называют «турбо-» ) хвостовиком, имеющим стандартный размер (обычно, 3, 5 мм). .
 Многослойные платы Изготовление многослойных печатных плат Разработка очередных поколений элементной базы (интегральная, затем функциональная микроэлектроника), ужесточение требований к электронным устройствам, потребовали развития техники печатного монтажа и привели к созданию многослойных печатных плат (МПП). Миниатюризация электроники невозможна без постоянного совершенствования всех ее компонентов и устройств, в том числе, конечно же, и печатных плат. Использование микросхем в корпусах BGA повлекло за собой повышение сложности многослойных печатных плат. Возрастает количество используемых слоёв, возникает необходимость применения скрытых и слепых переходных отверстий. Производство многослойных печатных плат отличается широкой номенклатурой конструктивов, выпускаемых МПП, высокоточным технологическим, контрольным оборудованием, а так же многолетним производственным опытом. Постоянно совершенствуется технология, используются высококачественные материалы и растворы, что бы выпускать современные, с повышенными требованиями к параметрам многослойные печатные платы. Производители печатных плат располагают квалифицированным персоналом и современными технологическими возможностями.
Многослойные платы Изготовление многослойных печатных плат Разработка очередных поколений элементной базы (интегральная, затем функциональная микроэлектроника), ужесточение требований к электронным устройствам, потребовали развития техники печатного монтажа и привели к созданию многослойных печатных плат (МПП). Миниатюризация электроники невозможна без постоянного совершенствования всех ее компонентов и устройств, в том числе, конечно же, и печатных плат. Использование микросхем в корпусах BGA повлекло за собой повышение сложности многослойных печатных плат. Возрастает количество используемых слоёв, возникает необходимость применения скрытых и слепых переходных отверстий. Производство многослойных печатных плат отличается широкой номенклатурой конструктивов, выпускаемых МПП, высокоточным технологическим, контрольным оборудованием, а так же многолетним производственным опытом. Постоянно совершенствуется технология, используются высококачественные материалы и растворы, что бы выпускать современные, с повышенными требованиями к параметрам многослойные печатные платы. Производители печатных плат располагают квалифицированным персоналом и современными технологическими возможностями.
 Вид готового изделия Этот сотовый телефонный мост, позволяющий в 2 -10 раз снизить стоимость услуг мобильной связи
Вид готового изделия Этот сотовый телефонный мост, позволяющий в 2 -10 раз снизить стоимость услуг мобильной связи
 Характеристики плат Используемые материалы: FR-4, FR-5, FR 4 High Tg, СФ, СТФ; • Толщина фольги, мкм: 5, 18, 35, 50, 70 и другие, звоните • Толщина плат, мм: от 0, 65 до 3. 2 Подробнее. . Максимальный размер платы, мм: 413 х 273 Класс сложности изготовления: • Класс А (типовой процесс) • Класс B (повышенная сложность) A класс Стандартная толщина ПП, мм: ДПП 0, 5, 0, 71, 1, 0, 1, 5, 2, 0 ± 10 % от 0. 1, МПП 1, 0. . . 2, 5 ± 10 % 0, 6. . . 1, 0 и 2, 5. . . 3, 5 ± 10 %
Характеристики плат Используемые материалы: FR-4, FR-5, FR 4 High Tg, СФ, СТФ; • Толщина фольги, мкм: 5, 18, 35, 50, 70 и другие, звоните • Толщина плат, мм: от 0, 65 до 3. 2 Подробнее. . Максимальный размер платы, мм: 413 х 273 Класс сложности изготовления: • Класс А (типовой процесс) • Класс B (повышенная сложность) A класс Стандартная толщина ПП, мм: ДПП 0, 5, 0, 71, 1, 0, 1, 5, 2, 0 ± 10 % от 0. 1, МПП 1, 0. . . 2, 5 ± 10 % 0, 6. . . 1, 0 и 2, 5. . . 3, 5 ± 10 %
 Деформация на 100 мм, не более 1, 0 B 2 Наименьшее металлизированно е отверстие (для толщины платы 1. 5), мм 0, 4 (4: 1) 0, 25 (6: 1) B 2 Наибольшее металлизированно е отверстие, мм 4, 5 не ограничено C Минимальный поясок металлизированно го отверстия, мкм, фольга: 200 120 18 мкм, 35 мкм, 50 мкм
Деформация на 100 мм, не более 1, 0 B 2 Наименьшее металлизированно е отверстие (для толщины платы 1. 5), мм 0, 4 (4: 1) 0, 25 (6: 1) B 2 Наибольшее металлизированно е отверстие, мм 4, 5 не ограничено C Минимальный поясок металлизированно го отверстия, мкм, фольга: 200 120 18 мкм, 35 мкм, 50 мкм
 - тип печатных плат, использующих гибкий") Изготовление гибки печатных плат Гибкие печатные платы (ГПП) - тип печатных плат, использующих гибкий базовый материал, с защитным покрытием или без него. ГПП представляет собой многослойную структуру, в которую входят основание (базовый материал), адгезивы, материал проводящего слоя, защитный слой. В некоторых случаях возможно использование материалов без адгезивного слоя. Основной областью применения ГПП является использование их в качестве соединителей между различными частями электронных устройств выполненных на базе «обычных» (жестких ПП), в качестве замены кабельных соединений. Кроме того, на базе гибких печатных плат могут выполняться катушки индуктивности, антенны и. т. д. Гибкие платы дают возможность создавать уникальные конструкции, которые позволяют решать вопросы межсхемных соединений и монтажа, обеспечивая при этом гибкость системы. Технологии гибких печатных плат предлагают много жизнеспособных решений, среди которых особенно перспективны решения, связанные с созданием пространственных структур межсоединений.
Изготовление гибки печатных плат Гибкие печатные платы (ГПП) - тип печатных плат, использующих гибкий базовый материал, с защитным покрытием или без него. ГПП представляет собой многослойную структуру, в которую входят основание (базовый материал), адгезивы, материал проводящего слоя, защитный слой. В некоторых случаях возможно использование материалов без адгезивного слоя. Основной областью применения ГПП является использование их в качестве соединителей между различными частями электронных устройств выполненных на базе «обычных» (жестких ПП), в качестве замены кабельных соединений. Кроме того, на базе гибких печатных плат могут выполняться катушки индуктивности, антенны и. т. д. Гибкие платы дают возможность создавать уникальные конструкции, которые позволяют решать вопросы межсхемных соединений и монтажа, обеспечивая при этом гибкость системы. Технологии гибких печатных плат предлагают много жизнеспособных решений, среди которых особенно перспективны решения, связанные с созданием пространственных структур межсоединений.
 Гибкие печатные платы применяются в различных отраслях промышленности. В автомобилестроении (панели, системы контроля. . . ), в бытовой технике (35 мм камеры, видеокамеры, калькуляторы…), в медицине (слуховые аппараты, сердечные стимуляторы. . . ), вооружение и космос (спутники, панели, радарные системы, приборы ночного видения. . . ), компьютеры (печатающие головки, управление дисками, кабели. . . ), промышленный контроль ( коммутирующие приборы, нагреватели. . . ), инструменты (рентгеновское оборудование, счетчики частиц. . . ) и др.
Гибкие печатные платы применяются в различных отраслях промышленности. В автомобилестроении (панели, системы контроля. . . ), в бытовой технике (35 мм камеры, видеокамеры, калькуляторы…), в медицине (слуховые аппараты, сердечные стимуляторы. . . ), вооружение и космос (спутники, панели, радарные системы, приборы ночного видения. . . ), компьютеры (печатающие головки, управление дисками, кабели. . . ), промышленный контроль ( коммутирующие приборы, нагреватели. . . ), инструменты (рентгеновское оборудование, счетчики частиц. . . ) и др.
 Преимущества гибких плат Некоторые преимущества применения гибких печатных плат по сравнению с традиционными: динамическая гибкость, уменьшение размера конструкции, уменьшение веса ( 50 -70% при замене проводного монтажа, до 90% при замене жестких плат), улучшение эффективности сборки, уменьшение стоимости сборки (уменьшение числа операций), увеличение выхода годных при сборке, улучшение надежности ( уменьшение числа уровней соединений), улучшение электрических свойств (унифицированные материалы, волновое сопротивление, уменьшение индуктивности), улучшение рассеивания тепла (плоские проводники, рассеивание тепла на обе стороны. . . ) возможность трехмерной конструкции упаковки, совместимость с поверхностным монтажем компонентов (совместимость по коэффициенту расширения. . . ), упрощение контроля (визуального и электрического. . . ).
Преимущества гибких плат Некоторые преимущества применения гибких печатных плат по сравнению с традиционными: динамическая гибкость, уменьшение размера конструкции, уменьшение веса ( 50 -70% при замене проводного монтажа, до 90% при замене жестких плат), улучшение эффективности сборки, уменьшение стоимости сборки (уменьшение числа операций), увеличение выхода годных при сборке, улучшение надежности ( уменьшение числа уровней соединений), улучшение электрических свойств (унифицированные материалы, волновое сопротивление, уменьшение индуктивности), улучшение рассеивания тепла (плоские проводники, рассеивание тепла на обе стороны. . . ) возможность трехмерной конструкции упаковки, совместимость с поверхностным монтажем компонентов (совместимость по коэффициенту расширения. . . ), упрощение контроля (визуального и электрического. . . ).
 Используемые материалы: Пленка полиимидная безадгезивная Du. Pont AP 8525 R 18/50/18, пленка полиимидная с адгезивом Du. Pont LF 8515 18/25/18, покрывная плёнка Du. Pont LF 0120 25/50/0. Максимальный размер платы, мм: 410 х 270
Используемые материалы: Пленка полиимидная безадгезивная Du. Pont AP 8525 R 18/50/18, пленка полиимидная с адгезивом Du. Pont LF 8515 18/25/18, покрывная плёнка Du. Pont LF 0120 25/50/0. Максимальный размер платы, мм: 410 х 270
 Контроль качества ПП Качество – ключевая характеристика печатных плат. Система контроля качества заводов-изготовителей печатных плат сертифицирована в соответствии со стандартом ISO 9001, ISO 14001. Сотрудники азиатского представительства И КТ участвуют в периодических инспекциях заводов-изготовителей печатных плат. ИКТ проводит дополнительный контроль параметров готовой продукции(печатных плат) на соответствие требованиям стандарта IPC-A-600. По окончании производства все печатные платы проходят выходной контроль. Для каждой партии произведенных печатных плат, независимо от степени сложности, заказчик получает протокол выходного контроля. Для высокотехнологичных плат (по запросу заказчика) предоставляется микрошлиф структуры печатной платы, а также фрагмент платы, подтверждающий качество смачивания припоем финишного покрытия контактных площадок.
Контроль качества ПП Качество – ключевая характеристика печатных плат. Система контроля качества заводов-изготовителей печатных плат сертифицирована в соответствии со стандартом ISO 9001, ISO 14001. Сотрудники азиатского представительства И КТ участвуют в периодических инспекциях заводов-изготовителей печатных плат. ИКТ проводит дополнительный контроль параметров готовой продукции(печатных плат) на соответствие требованиям стандарта IPC-A-600. По окончании производства все печатные платы проходят выходной контроль. Для каждой партии произведенных печатных плат, независимо от степени сложности, заказчик получает протокол выходного контроля. Для высокотехнологичных плат (по запросу заказчика) предоставляется микрошлиф структуры печатной платы, а также фрагмент платы, подтверждающий качество смачивания припоем финишного покрытия контактных площадок.
 Изготовление ПП на заводе О методах изготовления плат Вообще, все методы изготовления печатных плат можно разделить на две большие категории: аддитивные(от латинского additio -прибавление) и субтрактивные (от латинского subtratio—отнимание). Примером субтрактивной технологии является всем известный ЛУТ(Лазерно-утюжная технология) и его вариации. В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе. В аддитивных методах проводящие дорожки, наоборот, наносятся на поверхность диэлектрика тем или иным способом. Полуаддитивные методы(иногда их еще называют комбинированными. ) — нечто среднее между классическими аддитивными и субтрактивными. Процесс начинается с изготовления фольгированного стеклотекстолита. Стеклотекстолит — это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист
Изготовление ПП на заводе О методах изготовления плат Вообще, все методы изготовления печатных плат можно разделить на две большие категории: аддитивные(от латинского additio -прибавление) и субтрактивные (от латинского subtratio—отнимание). Примером субтрактивной технологии является всем известный ЛУТ(Лазерно-утюжная технология) и его вариации. В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе. В аддитивных методах проводящие дорожки, наоборот, наносятся на поверхность диэлектрика тем или иным способом. Полуаддитивные методы(иногда их еще называют комбинированными. ) — нечто среднее между классическими аддитивными и субтрактивными. Процесс начинается с изготовления фольгированного стеклотекстолита. Стеклотекстолит — это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист
 Бобины стекловолокна Стекловолоконное полотно поступает на производство вот в таких бобинах: Оно уже пропитано частично отвержденной эпоксидной смолой — такой материал называется препрегом, от английского pre-impregnated — предварительно пропитанный. Так как смола уже частично отверждена, она уже не такая липкая, как в жидком состоянии — листы можно брать руками, совсем не опасаясь испачкаться в смоле. Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
Бобины стекловолокна Стекловолоконное полотно поступает на производство вот в таких бобинах: Оно уже пропитано частично отвержденной эпоксидной смолой — такой материал называется препрегом, от английского pre-impregnated — предварительно пропитанный. Так как смола уже частично отверждена, она уже не такая липкая, как в жидком состоянии — листы можно брать руками, совсем не опасаясь испачкаться в смоле. Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
 рулон фольги.
рулон фольги.
 Первый этап производства однослойных и двухслойных печатных плат — сверление отверстий.
Первый этап производства однослойных и двухслойных печатных плат — сверление отверстий.
 внутренности станка со сверлами:
внутренности станка со сверлами:
 Очистка, активация заготово ки химическое меднение
Очистка, активация заготово ки химическое меднение
 слоем меди в") Далее платы последовательно проходят несколько ванн , заготовка обзаводится тонким(меньше микрона) слоем меди в отверстиях.
Далее платы последовательно проходят несколько ванн , заготовка обзаводится тонким(меньше микрона) слоем меди в отверстиях.
 Нанесение и экспонирование фоторезиста, удаление незасвеченных участков. Дальше плата отправляется в участок нанесения фоторезиста зеленая пленка на барабане — это и есть фоторезист.
Нанесение и экспонирование фоторезиста, удаление незасвеченных участков. Дальше плата отправляется в участок нанесения фоторезиста зеленая пленка на барабане — это и есть фоторезист.
 Это огромный принтер, который фотошаблоны печатает
Это огромный принтер, который фотошаблоны печатает
 плата с нанесенным, экспонированным и проявленным фоторезистом
плата с нанесенным, экспонированным и проявленным фоторезистом
 Это- гальваническая металлизация, только теперь осаждаемый материал не медь, а ПОС — припой свинец-олово. А само покрытие, по аналогии с фоторезистом называется металлорезистом. Платы устанавливаются в раму:
Это- гальваническая металлизация, только теперь осаждаемый материал не медь, а ПОС — припой свинец-олово. А само покрытие, по аналогии с фоторезистом называется металлорезистом. Платы устанавливаются в раму:
 На этой установке происходит травление в растворе, который травит медь, но не трогает металлорезист, он состоит из углекислого аммония, хлористого аммония и гидрооксида аммония.
На этой установке происходит травление в растворе, который травит медь, но не трогает металлорезист, он состоит из углекислого аммония, хлористого аммония и гидрооксида аммония.
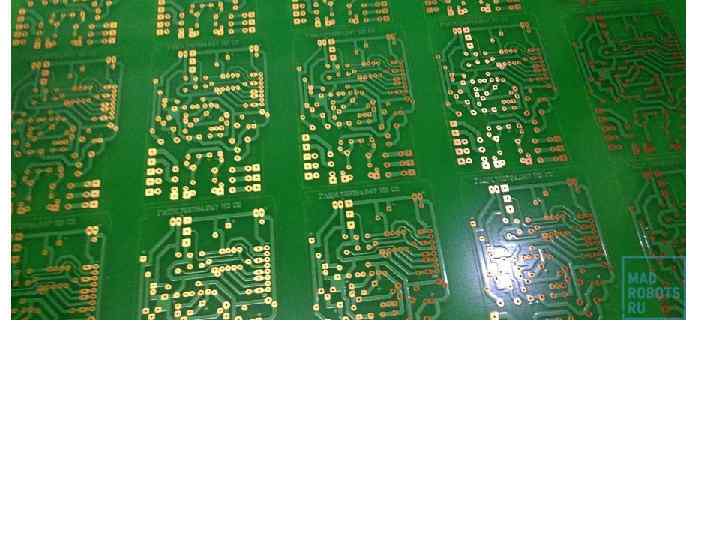
 После травления платы выглядят вот так
После травления платы выглядят вот так
 — когда она опускается в большую ванну с припоем.") Далее плата проходит горячее лужение(HASL-процесс) — когда она опускается в большую ванну с припоем. Сначала она покрывается канифольным флюсом. Теперь она выглядит вот так
Далее плата проходит горячее лужение(HASL-процесс) — когда она опускается в большую ванну с припоем. Сначала она покрывается канифольным флюсом. Теперь она выглядит вот так
 Электротест Дальше почти готовые платы отправляются на визуальный контроль и электротест. Электротест — это когда проверяются соединения всех контактных площадок между собой, нет ли где обрывов. Станок держит плату и быстро тыкает в нее щупами.
Электротест Дальше почти готовые платы отправляются на визуальный контроль и электротест. Электротест — это когда проверяются соединения всех контактных площадок между собой, нет ли где обрывов. Станок держит плату и быстро тыкает в нее щупами.
 Следующий технологический процесс — нанесение паяльной маски. То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:
Следующий технологический процесс — нанесение паяльной маски. То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:
 Так выглядит многослойная печатная плата
Так выглядит многослойная печатная плата
 полуавтоматическая машина прессования плат
полуавтоматическая машина прессования плат
 Проверка точности. Это- шлифы. Под шлиф пускают не отдельную плату, а специально сделанные с краю платы весь набор диаметров переходных отверстий,
Проверка точности. Это- шлифы. Под шлиф пускают не отдельную плату, а специально сделанные с краю платы весь набор диаметров переходных отверстий,
 Другой вариант — скрайбирование, это когда контур платы не вырезается, а надрезается круглым ножом. Это быстрее и дешевле, но позволяет делать только прямоугольные платы, без сложных контуров и внутренних вырезов. Вот скрайбированная плата
Другой вариант — скрайбирование, это когда контур платы не вырезается, а надрезается круглым ножом. Это быстрее и дешевле, но позволяет делать только прямоугольные платы, без сложных контуров и внутренних вырезов. Вот скрайбированная плата
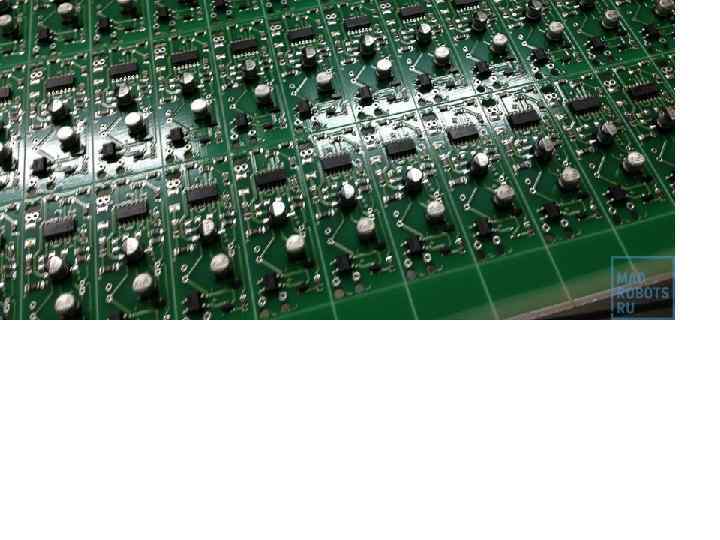
 Далее платы складывают в стопочку и поступают на участок сборки, где на нее напаиваются нужные компоненты. Если мы говорим о ручной сборке — то все понятно, там сидят люди(кстати, в большинство женщины)
Далее платы складывают в стопочку и поступают на участок сборки, где на нее напаиваются нужные компоненты. Если мы говорим о ручной сборке — то все понятно, там сидят люди(кстати, в большинство женщины)
 Фрезеровка или скрайбирование
Фрезеровка или скрайбирование
 Фрезеровка или скрайбирование на станках
Фрезеровка или скрайбирование на станках
 Вот скрайбированная плата
Вот скрайбированная плата
 Фрезерованная плата
Фрезерованная плата
 участок сборки, где на нее напаиваются нужные компоненты
участок сборки, где на нее напаиваются нужные компоненты
 Кассеты с компонентами устанавливаются в отсеки:
Кассеты с компонентами устанавливаются в отсеки:
 Станок с компьютером начинает расставлять компоненты на плате
Станок с компьютером начинает расставлять компоненты на плате
 Аппарат установки компонентов называется способен устанавливать 25000 компонентов в час(на один тратится 0. 14 секунды). Дальше плата проходит горячую и холодные зоны печки(холодная — это значит «всего» 140°С, по сравнению с 300°С в горячей части). Побыв строго определенное время в каждой зоне со строго определенной температурой, паяльная паста плавится, образуя одно целое с ножками элементов и печатной платой Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику
Аппарат установки компонентов называется способен устанавливать 25000 компонентов в час(на один тратится 0. 14 секунды). Дальше плата проходит горячую и холодные зоны печки(холодная — это значит «всего» 140°С, по сравнению с 300°С в горячей части). Побыв строго определенное время в каждой зоне со строго определенной температурой, паяльная паста плавится, образуя одно целое с ножками элементов и печатной платой Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику